

3.3. Параметры физико-химического состояния поверхностного слоя и их влияние на эксплуатационные характеристики деталей машин
Для оценки физико-химического состояния после механической обработки используют следующие параметры:
1)Пластическое деформирование:
![]() 100%,
100%,
где lo– начальные размеры поверхностного слоя;l– конечные размеры.
2) Деформационное упрочнение поверхнотного слоя:
а) степень наклёпа
![]() ,
,
где НМ – микротвёрдость;
б) глубина деформируемого слоя hн;
в) градиент наклёпа:
![]() .
.
3) Параметры структурно-фазового состояния:
а) фазовые характеристики;
б) структурные характеристики.
4) Химический состав поверхностного слоя характеризует профиль концентрации элементов по толщине и содержанию элементов в каждой из фаз.
Влияние пластической деформации и наклёпа на усталостную прочность выглядит так:
2…4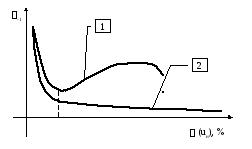
Рис. 2
1 – усталостная прочность при нормальной температуре;
2 - усталостная прочность при повышенной температуре.
Резкое снижение усталостной прочности при увеличение степени деф-ии до 2-4% вызвано образованием дислокаций и свободным их перемещением к поверхности детали. Последующее повышение усталостных характеристик с увеличением степени деформации связано с взаимодействием дислокаций между собой и невозможностью их свободного перемещения в поверхностном слое. Превышение критической стпени деформации приводит к разрушению пов-го слоя даже при незначительных нагрузках. Данная кривая справедлива для нормальных температур эксплуатации. С повышением температур эффект от деформационного упрочнения снижается, а при температурах Т=700-1000 °С становится негативным фактором.
Увеличение деформационного упрочнения повышает сопротивляемость износу до определённого предела. Так как при трении формируется оптимальная микротвёрдость, характерная для данных условий эксплуатации, то необходимо получать слой с микротвёрдостью близкой к оптимальной. В этом случае уменьшается как период приработки, так и нормальный износ поверхности.
Коррозионная стойкость уменьшается с увеличением степени деформации и наклёпа, что объясняется формированием мелкозернистой структуры, а так же большим числом дислокаций на пов-ти (коррозия в первую очередь начинается по границам блоков и зёрен, а так же в местах выхода дислокаций на поверхность).
Фазовый состав значительно влияет на усталостные характеристики. Наиболее усталостно прочен мартенсти, затем аустенит, троостит, сорбит. Влияние структуры или фазового состава на износостойкость обратно влиянию на усталостную прочность.
Химический состав поверхностного слоя значительно влияет на все виды разрушений. Легирование металлов деталей, насыщение поверхностного слоя необходимыми элементами или нанесение покрытий, необходимых металлам, позволяет противостоять практически всем видам разрушений.
3.4. Остаточные напряжения (о.Н.) и их влияние на эксплуатационные характеристики деталей машин
Остаточными – называют напряжения, уравновешенные внутри данного тела без приложения к нему внешних нагрузок.
По протяжённости силового поля О.Н. классифицируются:
1.О.Н. 1-го рода (макронапряжения) – охватывают объёмы, соизмеримые с размерами детали и имеют ориентированное направление (О.Н. сжатия – отрицательны, О.Н. растяжения – положительны).
2.О.Н. 2-го рода (микронапряжения) – распространяются в пределах зёрен и блоков, и не имеют определённого направления.
3.О.Н. 3-го рода (субмикронапряжения) – распространяются в объёмах, размеры которых соизмеримы с межатомными расстояниями, и не имеют определённого направления.
Для получения О.Н. необходимым является такое воздействие на тв. тело, которое приводит к неравномерным пластическим деформациям и остающимся напряжениям. Определяющее значение при эксплуатации имеют место макронапряжения, получаемые в деталях в результате воздействия различных технологических процессов при изготовлении.
О.Н. могут возникнуть в результате:
1.После неоднородной пластической дефомации при обработке заготовок
а) волочением, б) прокатыванием, в) ковкой, г) холодной правкой,
д) резанием, е) поверхностным пластическим деформированем,
ж) вследствие неравномерного нагрева и охлаждения.
2.При неоднородном изменении объёма в ходе фазовых превращений:
а) в твёрдом состоянии - закалка, - старение б) при неоднородном протека-
нии фазовых превращений из жидкого в твёрдое состояние и обратно,
в) при электрическом осаждении металлов, г) при усадке в ходе рекристилизации,
д) при переходе из газообразного твёрдое состояние и наоборот - газовая цемен-
тация, - азотирование, - цианирование.
При механической обработке формирование О.Н. рассматривают под воздействием 2-х факторов - механического, - теплового. Механический фактор способствует формированию О.Н. сжатия, тепловой – О.Н. растяжения.
Сжимающие О.Н. увеличивают усталостую прочность материала, растягивающие – уменьшают:
![]() ,
,
где
![]() -
усталостная прочность образцов без
каких-либо О.Н. в поверхностном слое,
-
усталостная прочность образцов без
каких-либо О.Н. в поверхностном слое,![]() - величина остаточных напряжений, с –
коэф., зависящий от условий обработки
(0,07…0,3).
- величина остаточных напряжений, с –
коэф., зависящий от условий обработки
(0,07…0,3).
Сжимающие О.Н. положительно влияют на предел усталости лишь для материалов, у которых пределы текучести на растяжение и сжатие различны. Оптимальная величина О.Н. определяется по формуле:
 )
)
![]() - рабочее растягивающее напряжение,
- рабочее растягивающее напряжение,![]() - изгибающее напряжение (максимальная
величина),
- изгибающее напряжение (максимальная
величина),![]() - величина релаксаций (уменьшения)
остаточных напряжений за счёт ползучести,
- величина релаксаций (уменьшения)
остаточных напряжений за счёт ползучести,![]() - гарантированная величина превышения
остаточных напряжений над рабочими.
- гарантированная величина превышения
остаточных напряжений над рабочими.
Если получится, что расчётные остаточные напряжения должны быть больше, чем предел текучести материала, то необходимо либо изменить конструкцию детали, либо изменить условия эксплуатации.
Сжимающие остаточные напряжения повышают усталостню прочность, растягивающие – понижают.
При эксплуатации О.Н. релаксируют (уменьшаются по величине), при этом скорость релаксации зависит от следующих факторов.
Степени деформации поверхностного слоя (чем выше степень деформации, тем выше скорость релаксации)
От эксплуатационной нагрузки (чем выше напряжение при работе, тем быстрее релаксируют О.Н.)
От температуры при эксплуатации (чем выше температура, тем быстрее релаксируют остаточные напряжения). При значительных температурах возможно даже смена знака О.Н.
На износостойкость влияние О.Н. рассматривают совместно со степенью деформации. Сжимающие О.Н. повышают износостойкость, растягивающие – понижают.
Наличие в поверхностном слое О.Н. любого знака отрицательно влияют на коррозионную стойкость.