

4.8.4 Теоретические основы применения и построения контрольных карт
Общим для всех контрольных карт является то, что их применение соответствует непрерывной проверке статистической гипотезы:
![]() -
процесс в момент взятия выборки
-
процесс в момент взятия выборки
![]() налажен, то есть находится в статистически
управляемом состоянии.
налажен, то есть находится в статистически
управляемом состоянии.
Если
наносимые на контрольную карту измеренные
значения выборочной характеристики
достигают контрольных границ, выходят
за их пределы или последовательность
значений выборочной характеристики
проявляет необычное поведение, то
состояние статистической управляемости
процесса подвергается сомнению, гипотеза
![]() отвергается. Если же все значения
выборочной характеристики лежат внутри
контрольных границ и не проявляют
необычного поведения, то гипотеза
отвергается. Если же все значения
выборочной характеристики лежат внутри
контрольных границ и не проявляют
необычного поведения, то гипотеза![]() принимается, и считается, что процесс
находится в статистически управляемом
состоянии, и нет необходимости в его
наладке.
принимается, и считается, что процесс
находится в статистически управляемом
состоянии, и нет необходимости в его
наладке.
Поскольку решение о налаженном или разлаженном состоянии процесса принимается на основании результатов контроля единиц продукции в выборке, то из-за случайности значений выборочной характеристики возможны два вида ошибок: первого и второго рода.
Ошибка
первого рода
возникает, когда процесс находится в
статистически управляемом состоянии,
а точка на контрольной карте случайно
оказывается за контрольными границами.
В результате неправильно решают, что
процесс вышел из состояния статистической
управляемости, необоснованно останавливают
процесс для его корректировки, когда в
этом нет никакой необходимости, и
затрачивают ресурсы на то, чтобы
обнаружить и устранить отсутствующую
особую причину. Вероятность совершить
ошибку первого рода принято называть
![]() риском,
«риском ложной тревоги» или «риском
излишнего управления». По существу,
риском,
«риском ложной тревоги» или «риском
излишнего управления». По существу,![]() риск
равен вероятности отвергнуть гипотезу
риск
равен вероятности отвергнуть гипотезу![]() ,
когда она на самом деле верна.
,
когда она на самом деле верна.
Ошибка
второго рода
возникает, когда процесс находится в
статистически неуправляемом состоянии,
а точки на контрольной карте случайно
оказываются расположенными внутри
контрольных границ. В этом случае
принимают неверное заключение, что
процесс статистически управляем, не
принимают необходимых действий по
устранению влияния на процесс особой
причины. В результате возникают
потери из-за упущенной возможности
предупредить изготовление несоответствующей
продукции путем своевременной остановки
и корректировки процесса. Вероятность
совершить ошибку второго рода принято
называть
![]() риском,
«риском незамеченной разладки» или
«риском недостаточного управления».
Этот риск равен вероятности принятия
гипотезы
риском,
«риском незамеченной разладки» или
«риском недостаточного управления».
Этот риск равен вероятности принятия
гипотезы![]() ,
когда она на самом деле неверна.
,
когда она на самом деле неверна.
Целесообразно
всегда стремиться к минимальным
значениям обоих рисков. Однако
единственный способ одновременного
уменьшения значений обоих рисков состоит
в увеличении объема
![]() выборки. Вместе с тем в большинстве
случаев увеличение размера мгновенной
выборки означает рост трудоемкости
статистического управления процессом
с помощью контрольных карт и необходимо
находить определенный компромисс. Для
этого в каждом конкретном случае следует
исходить из экономических соображений
и сопоставлять потери, связанные с
увеличением доли несоответствующей
продукции из-за несвоевременного
обнаружения разладки процесса, и
потери, обусловленные необоснованными
остановками и излишней корректировкой
производственного процесса.
выборки. Вместе с тем в большинстве
случаев увеличение размера мгновенной
выборки означает рост трудоемкости
статистического управления процессом
с помощью контрольных карт и необходимо
находить определенный компромисс. Для
этого в каждом конкретном случае следует
исходить из экономических соображений
и сопоставлять потери, связанные с
увеличением доли несоответствующей
продукции из-за несвоевременного
обнаружения разладки процесса, и
потери, обусловленные необоснованными
остановками и излишней корректировкой
производственного процесса.
Эффективность
процедуры статистического управления
процессом с помощью контрольных карт
принято оценивать через средние длины
серий выборок. Средняя
длина серии выборок процесса
(![]() )
- это среднее число выборок, которые
будут извлечены до получения сигнала
о неуправляемом состоянии процесса,
при неизменном уровне процесса. По
существу, средняя длина серии выборок
характеризует чувствительность
контрольной карты к обнаружению изменения
среднего значения процесса.
)
- это среднее число выборок, которые
будут извлечены до получения сигнала
о неуправляемом состоянии процесса,
при неизменном уровне процесса. По
существу, средняя длина серии выборок
характеризует чувствительность
контрольной карты к обнаружению изменения
среднего значения процесса.
Для
обеспечения высокой чувствительности
контрольных карт к изменению уровня
процесса их необходимо рассчитывать
таким образом, чтобы для процесса,
находящегося в статистически
управляемом состоянии (при совпадении
уровня процесса с целевым уровнем
![]() ),
средняя длина серий выборок
),
средняя длина серий выборок![]() принимала возможно большее значение.
При этом обеспечивается низкая вероятность
возникновения ложных сигналов о выходе
процесса из статистически управляемого
состояния. С другой стороны, в случае
выхода процесса из статистически
управляемого состояния средняя длина
серий выборок
принимала возможно большее значение.
При этом обеспечивается низкая вероятность
возникновения ложных сигналов о выходе
процесса из статистически управляемого
состояния. С другой стороны, в случае
выхода процесса из статистически
управляемого состояния средняя длина
серий выборок![]() должна принимать возможно меньшее
значение, чтобы свести к минимуму
запаздывание появления сигнала о
выходе процесса из статистически
управляемого состояния. При таком
выборе значений
должна принимать возможно меньшее
значение, чтобы свести к минимуму
запаздывание появления сигнала о
выходе процесса из статистически
управляемого состояния. При таком
выборе значений![]() и
и![]() как затраты на излишнюю наладку
производственного оборудования, так и
потери, связанные с изготовлением
непригодной для потребителя продукции,
будут минимальными.
как затраты на излишнюю наладку
производственного оборудования, так и
потери, связанные с изготовлением
непригодной для потребителя продукции,
будут минимальными.
Методика расчета значений средних длин серий выборок приведена, например, в ГОСТ Р 50779.41 «Статистические методы. Контрольные карты для арифметического среднего с предупреждающими границами» (ИСО 7873).
До проведения контроля процесса с помощью контрольных карт на них необходимо нанести центральную линию, контрольные, а в ряде случаев и предупреждающие границы, кроме того, необходимо определить объем выборки и временной промежуток между моментами взятия выборок.
Важнейший момент построения контрольных карт - определение положения контрольных и предупреждающих границ. При построении контрольных карт предполагают, что значения выборочной характеристики имеют нормальный закон распределения. Как правило, это справедливо для контрольных карт по количественному признаку. В случае построения контрольных карт по альтернативному признаку нормальное распределение используют как приближенное описание величин, подчиняющихся биномиальному и закону распределения Пуассона.
Для построения контрольных карт необходимо знать параметры распределения, которому подчиняются значения выборочной характеристики. Обычно до проведения контроля процесса значения этих параметров неизвестны. Их значения могут быть определены:
экспериментально на этапе предварительного исследования процесса, находящегося в статистически управляемом состоянии;
по результатам анализа накопленного статистического материала о данном процессе;
на основании установленных в нормативной или технической документации требований к параметрам продукции и допуском на эти параметры.
После нанесения на контрольную карту ЦЛ контрольные границы относительно нее наносятся таким образом, чтобы минимизировать риск ошибочных решений при управлении процессом. Если контрольные границы расположить слишком близко к ЦЛ, то даже незначительные случайные отклонения в ходе процесса будут приводить к нежелательному вмешательству в его ход. Если же контрольные границы расположить слишком далеко от ЦЛ, то увеличится риск нежелательного невмешательства в процесс. Здесь неизбежен компромисс, учитывающий риск обоих неверных решений.
Границы, определяемые при построении контрольных карт, носят вероятностный характер и их размещают на карте так, чтобы при налаженном процессе, когда действуют только случайные факторы, вероятность выхода выборочной точки за пределы контрольных границ была мала. Вероятностные значения, придаваемые границам, выбираются случайно
Рассмотрим сложившиеся на практике определенные правила нанесения контрольных и предупреждающих границ.
Национальные
стандарты ГОСТ Р 50779.40, ГОСТ Р 50779.41 и
ГОСТ Р 50779.42 «Статистические методы.
Контрольные карты Шухарта» (ИСО 8258)
требуют, чтобы контрольные границы
отстояли от ЦЛ, как это рекомендовал в
свое время доктор У.А. Шухарт, на расстоянии
![]() ,
т.е. на расстоянии трех стандартных
отклонений значений выборочной
характеристики (рис.4.13). В этом случае
при налаженном процессе и нормальном
распределении значений выборочной
характеристики 99.73 % ее значений будут
сосредоточены в трехсигмовых пределах.
При этом
,
т.е. на расстоянии трех стандартных
отклонений значений выборочной
характеристики (рис.4.13). В этом случае
при налаженном процессе и нормальном
распределении значений выборочной
характеристики 99.73 % ее значений будут
сосредоточены в трехсигмовых пределах.
При этом![]() риск,
т.е. вероятность выхода значений
выборочной характеристики за трехсигмовые
контрольные границы
риск,
т.е. вероятность выхода значений
выборочной характеристики за трехсигмовые
контрольные границы![]() ,
и следовательно, тревожный сигнал будет
ложным только в трех случаях из тысячи.
Таким образом, выход точек за пределы
контрольных границ по чисто случайным
причинам теоретически возможен, но
практически маловероятен.
,
и следовательно, тревожный сигнал будет
ложным только в трех случаях из тысячи.
Таким образом, выход точек за пределы
контрольных границ по чисто случайным
причинам теоретически возможен, но
практически маловероятен.
Указанные
выше стандарты рекомендуют предупреждающие
границы наносить на контрольную карту
на расстоянии
![]() от ЦЛ (при налаженном процессе 95.45 %
значений выборочной характеристики
будут сосредоточены в этих границах).
При этом контрольные карты позволяют
обнаруживать разладку процесса на более
ранних стадиях, но вместе с тем возрастает
вероятность «ложной тревоги», поскольку
при налаженном процессе вероятность
выхода значений выборочной характеристики
по чисто случайным причинам за двухсигмовый
предел
от ЦЛ (при налаженном процессе 95.45 %
значений выборочной характеристики
будут сосредоточены в этих границах).
При этом контрольные карты позволяют
обнаруживать разладку процесса на более
ранних стадиях, но вместе с тем возрастает
вероятность «ложной тревоги», поскольку
при налаженном процессе вероятность
выхода значений выборочной характеристики
по чисто случайным причинам за двухсигмовый
предел![]() .
Для снижения вероятности ложной тревоги
следует взять еще несколько выборок.
При этом необходимо иметь в виду, что
при налаженном процессе вероятность
выхода
.
Для снижения вероятности ложной тревоги
следует взять еще несколько выборок.
При этом необходимо иметь в виду, что
при налаженном процессе вероятность
выхода![]() из
из![]() последовательных точек на контрольной
карте за некоторую границу определяется
соотношением
последовательных точек на контрольной
карте за некоторую границу определяется
соотношением
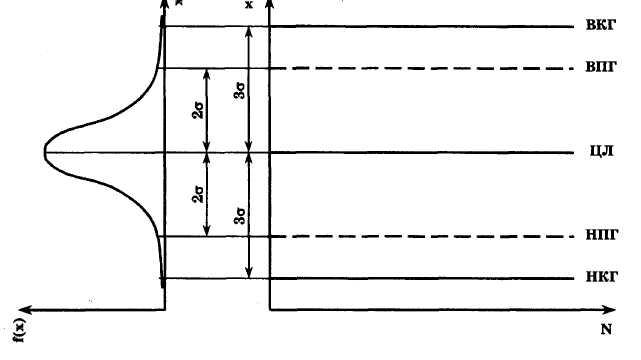
Рис. 4.13. Определение контрольных и предупреждающих границ на контрольной карте
![]() (4.2)
(4.2)
где
![]() - вероятность того, что одна точка
окажется расположенной за пределами
этой границы.
- вероятность того, что одна точка
окажется расположенной за пределами
этой границы.
На основе этого соотношения получается, что вероятность выхода двух последовательных точек на контрольной карте за предел либо ВПГ, либо НПГ составляет 0.001, а вероятность того, что две из трех последовательных точек окажутся за пределами предупреждающих границ, составляет 0.003.
Стандарты
Великобритании рекомендуют контрольные
границы наносить на контрольную карту
на расстоянии
![]() ,
а предупреждающие границы - на расстоянии
,
а предупреждающие границы - на расстоянии![]() .
В этом случае для процесса, находящегося
в статистически управляемом состоянии,
99.8 % значений выборочной характеристики
будут сосредоточены в пределах
контрольных границ и 95 % - в пределах
предупреждающих границ.
.
В этом случае для процесса, находящегося
в статистически управляемом состоянии,
99.8 % значений выборочной характеристики
будут сосредоточены в пределах
контрольных границ и 95 % - в пределах
предупреждающих границ.
В немецкоязычных странах границы на контрольных картах определяются таким образом, чтобы значения выборочной характеристики при отсутствии воздействия на процесс особых причин с вероятностью 99 % лежали внутри контрольных границ и с вероятностью 95 % - внутри предупреждающих границ.
Таким образом, между применяемыми в различных странах правилами нанесения границ на контрольные карты есть различия, но они весьма незначительны.