

3.3.6 Национальные стандарты приемочного контроля по качественному признаку
Процедуры приемочного контроля по качественному (альтернативному) признаку установлены в следующих национальных стандартах:
- ГОСТ Р 50779.51 «Статистические методы. Непрерывный приемочный контроль качества по альтернативному признаку»;
- ГОСТ Р 50779.52 «Статистические методы. Приемочный контроль качества по альтернативному признаку»;
-
ГОСТ Р 50779.70 (ИСО 2859.0) «Статистические
методы. Процедуры выборочного контроля
по альтернативному признаку. Часть 0.
Введение в систему выборочного контроля
по альтернативному признаку на основе
приемлемого уровня качества
![]() »;
»;
-
ГОСТ Р 50779.71 (ИСО 2859.1) «Статистические
методы. Процедуры выборочного контроля
по альтернативному признаку. Часть 1.
Планы выборочного контроля последовательных
партий на основе приемлемого уровня
качества
![]() »;
»;
-
ГОСТ Р 50779.72 (ИСО 2859.2) «Статистические
методы.
Процедуры выборочного контроля
по альтернативному признаку. Часть 2.
Планы выборочного контроля отдельных
партий на основе предельного качества
![]() »;
»;
- ГОСТ Р 50779.73 (ИСО 2859.3) «Статистические методы. Процедуры выборочного контроля по альтернативному признаку. Часть 3. Процедуры выборочного контроля с пропуском партий»;
- ГОСТ Р 50779.75 «Статистические методы. Последовательные планы выборочного контроля по альтернативному признаку».
3.3.6.1 Выборочный контроль по альтернативному признаку последовательных партий на основе приемлемого уровня качества
Национальным
стандартом, устанавливающим планы и
процедуры выборочного контроля по
альтернативному признаку для штучной
продукции на основе приемлемого уровня
качества
![]() ,
является ГОСТ Р 50779.71. Этот стандарт
рассчитан на контроль последовательных
партий по альтернативному признаку на
основе приемлемого уровня качества
,
является ГОСТ Р 50779.71. Этот стандарт
рассчитан на контроль последовательных
партий по альтернативному признаку на
основе приемлемого уровня качества
![]() и содержит
одно-, двух- и многоступенчатые (до
семи выборок включительно) планы
выборочного контроля. Эти планы
предназначены для контроля
последовательности партий, достаточной
при необходимости для применения правил
переключения на нормальный, ослабленный
или усиленный контроль и обеспечивают:
и содержит
одно-, двух- и многоступенчатые (до
семи выборок включительно) планы
выборочного контроля. Эти планы
предназначены для контроля
последовательности партий, достаточной
при необходимости для применения правил
переключения на нормальный, ослабленный
или усиленный контроль и обеспечивают:
защиту потребителя в случае обнаружения снижения качества через переключение на усиленный контроль или прекращение контроля;
снижение затрат на контроль при достижении стабильного уровня качества через переключение на ослабленный контроль.
На начальном этапе, если не оговорено иное, устанавливают нормальный контроль. Нормальный, усиленный или ослабленный контроль продолжается без изменения до тех пор, пока не будут выполнены правила переключения. Процедуры переключения применяют для каждого класса несоответствий или несоответствующих единиц продукции отдельно.
При нормальном контроле партии переключают на усиленный контроль в том случае, если две из пяти или менее последовательных партий не прошли приемку с первого предъявления (при этом не учитывают партии, предъявленные на контроль).
При усиленном контроле партии переключают на нормальный контроль в том случае, если пять последовательных партий были приняты с первого предъявления.
При нормальном контроле переключение на ослабленный контроль производят, если выполнены все следующие условия:
- 10 последних партий были предъявлены на нормальный контроль и приняты с первого предъявления;
- общее число несоответствующих единиц продукции (или несоответствий) в выборках из 10 последних партий (или другое такое число, используемое для выполнения первого условия) не превышает установленное предельное число. При использовании двух- и многоступенчатых планов учитываются несоответствия, обнаруженные во всех выборках;
- производство находится в установившемся режиме;
При ослабленном контроле партии переключают на нормальный контроль при выполнении одного из следующих условий:
- партия не прошла приемку;
- партия признана приемлемой по процедурам ослабленного контроля, то есть число несоответствующих единиц продукции или несоответствий на 100 единиц продукции находится между приемочным и браковочным числами;
- изменились условия установившегося режима производства или производство было приостановлено;
- возникли иные условия, оправдывающие возвращение на нормальный контроль.
Если общее число партий, не принятых с первого предъявления, в серии последовательных партий на усиленном контроле, достигает пяти, то процедуры приемки приостанавливают. Контроль партий по выборочным планам не возобновляют до тех пор, пока поставщик не примет меры по улучшению качества поставляемой продукции, при этом он должен быть возобновлен на усиленном контроле.
Процедуры и правила переключения представлены на рис.3.36.
Исходными
данными при планировании выборочного
контроля являются объем партии, приемлемый
уровень качества AQL, вид контроля
(нормальный, усиленный или ослабленный),
тип плана контроля (одно-, двух- или
многоступенчатый ) и уровень контроля.
Причем приемлемый уровень качества и
уровень контроля устанавливают при
заключении контракта и не изменяют на
протяжении всего срока действия
контракта. В стандарте приведены три
общих уровня контроля
![]() и
и![]() и четыре специальных уровня
и четыре специальных уровня![]() и
и![]() ,
которые представлены в таблице 3.34.
,
которые представлены в таблице 3.34.
Уровню
![]() соответствует объем выборки, который
несколько меньше половины объема выборки
на уровне контроля
соответствует объем выборки, который
несколько меньше половины объема выборки
на уровне контроля![]() ,
в то время как уровню
,
в то время как уровню![]() соответствует объем выборки, в полтора
раза превышающий объем выборки уровня
соответствует объем выборки, в полтора
раза превышающий объем выборки уровня![]() .
Как правило, если особо не оговорено,
применяют уровень контроля
.
Как правило, если особо не оговорено,
применяют уровень контроля![]() .
При менее четком отборе хороших и плохих
партий используют уровень
.
При менее четком отборе хороших и плохих
партий используют уровень![]() ,
а при более четком – уровень
,
а при более четком – уровень![]() .
Специальные уровни контроля разработаны
для ситуаций, когда объемы выборки могут
быть малыми, а связанные с ней риски
большими. Настоящие уровни рекомендуют
в отношении дорогих изделий или при
использовании разрушающих методов
контроля.
.
Специальные уровни контроля разработаны
для ситуаций, когда объемы выборки могут
быть малыми, а связанные с ней риски
большими. Настоящие уровни рекомендуют
в отношении дорогих изделий или при
использовании разрушающих методов
контроля.
При
составлении выборочного плана на
основании объема контролируемой партии
и выбранного уровня контроля выбирают
(таблица 3.34) код объема выборки в виде
кодовой буквы. Затем для заданного
![]() и полученного кода выборки по таблицам
стандарта (пример – таблицы 3.35а-в)
находят объем выборки, приемочные и
браковочные числа. Таблицы национального
стандарта содержат планы одно-, двух-
и многоступенчатого нормального,
усиленного и ослабленного контроля.
Приведенные в стандарте многоступенчатые
планы предусматривают возможное
прохождение семи ступеней контроля
до принятия решения. Решение о выборе
типа плана базируется на сравнении
организационных проблем и средних
объемов выборок имеющихся планов.
Средний объем выборки, как было показано
ранее, для многоступенчатого контроля
меньше, чем для двухступенчатого, а для
двухступенчатого меньше, чем для
одноступенчатого. С другой стороны, для
одноступенчатого контроля
организационных проблем и затрат,
связанных с формированием выборки,
обычно меньше, чем для двух- и
многоступенчатого контроля.
и полученного кода выборки по таблицам
стандарта (пример – таблицы 3.35а-в)
находят объем выборки, приемочные и
браковочные числа. Таблицы национального
стандарта содержат планы одно-, двух-
и многоступенчатого нормального,
усиленного и ослабленного контроля.
Приведенные в стандарте многоступенчатые
планы предусматривают возможное
прохождение семи ступеней контроля
до принятия решения. Решение о выборе
типа плана базируется на сравнении
организационных проблем и средних
объемов выборок имеющихся планов.
Средний объем выборки, как было показано
ранее, для многоступенчатого контроля
меньше, чем для двухступенчатого, а для
двухступенчатого меньше, чем для
одноступенчатого. С другой стороны, для
одноступенчатого контроля
организационных проблем и затрат,
связанных с формированием выборки,
обычно меньше, чем для двух- и
многоступенчатого контроля.
В
расширенных таблицах (с
![]() по
по![]() )
для одноступенчатых планов нормального
и усиленного контроля приведены как
графики оперативных характеристик, так
и табулированные значения, на основании
которых построены эти графики. Хотя эти
оперативные характеристики, строго
говоря, применимы к одноступенчатому
плану контроля, они практически
аналогичны оперативным характеристикам
двух- и многоступенчатых планов
контроля.
)
для одноступенчатых планов нормального
и усиленного контроля приведены как
графики оперативных характеристик, так
и табулированные значения, на основании
которых построены эти графики. Хотя эти
оперативные характеристики, строго
говоря, применимы к одноступенчатому
плану контроля, они практически
аналогичны оперативным характеристикам
двух- и многоступенчатых планов
контроля.
Оперативные
характеристики для значений
![]() больше десяти рассчитаны на основе
распределения Пуассона (2.36) и применяются
для числа несоответствий на 100 единиц
продукции. Оперативные характеристики
для значений
больше десяти рассчитаны на основе
распределения Пуассона (2.36) и применяются
для числа несоответствий на 100 единиц
продукции. Оперативные характеристики
для значений![]() ,
равных 10 и меньше, и объемов выборки,
равных 80 или меньше, основаны на
биномиальном распределении(2.27)
и применяются для контроля процента
несоответствующих единиц продукции, а
для объемов выборки больше 80 - на основе
распределения Пуассона и используются
как для числа несоответствий на 100 единиц
продукции, так и для контроля процента
несоответствующих единиц продукции.
,
равных 10 и меньше, и объемов выборки,
равных 80 или меньше, основаны на
биномиальном распределении(2.27)
и применяются для контроля процента
несоответствующих единиц продукции, а
для объемов выборки больше 80 - на основе
распределения Пуассона и используются
как для числа несоответствий на 100 единиц
продукции, так и для контроля процента
несоответствующих единиц продукции.
Национальный стандарт устанавливает следующие критерии приемки и отклонения контролируемой партии продукции:
при одноступенчатом выборочном контроле партия принимается, если число несоответствующих единиц продукции в выборке менее или равно приемочному числу. Если число несоответствующих единиц равно или превышает браковочное, партию отклоняют;
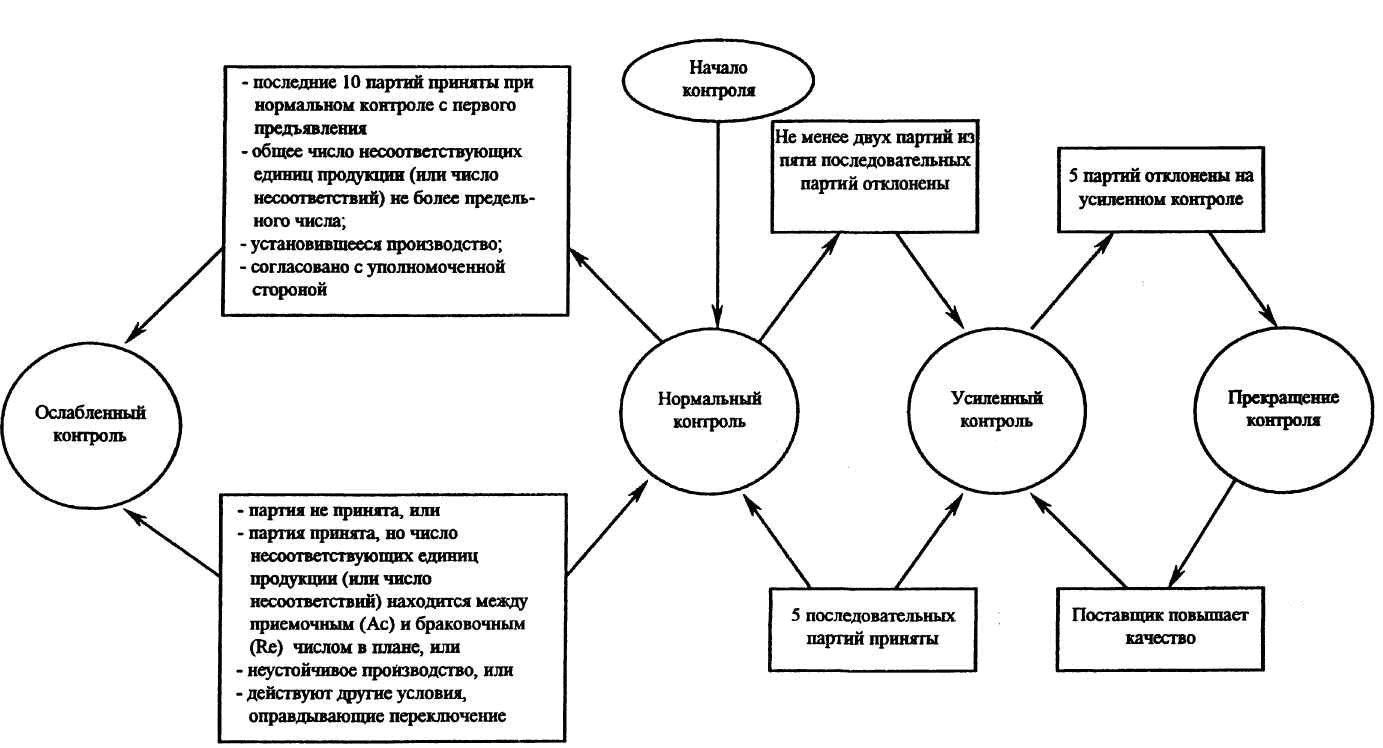
Рис.3.36 Схема правил переключения
Таблица 3.34 Коды объема выборки в зависимости от уровней приемочного контроля последовательных партий по альтернативному признаку
|
Объем партии |
Код объема выборки при уровне контроля | |||||||
|
специальном |
общем | |||||||
|
|
|
|
|
|
|
| ||
|
от 2 до 8 вкл. |
|
|
|
|
|
|
| |
|
от 9 до 15 вкл. |
|
|
|
|
|
|
| |
|
от 16 до 25 вкл. |
|
|
|
|
|
|
| |
|
от 26 до 50 вкл. |
|
|
|
|
|
|
| |
|
от 51 до 90 вкл. |
|
|
|
|
|
|
| |
|
от 91 до 150 вкл. |
|
|
|
|
|
|
| |
|
от 151 до 280 вкл. |
|
|
|
|
|
|
| |
|
от 281 до 500 вкл. |
|
|
|
|
|
|
| |
|
от 501 до 1200 вкл. |
|
|
|
|
|
|
| |
|
от 1201 до 3200 вкл. |
|
|
|
|
|
|
| |
|
от 3201 до 10000 вкл. |
|
|
|
|
|
|
| |
|
от 10001 до 35000 вкл. |
|
|
|
|
|
|
| |
|
от 35001 до 150000 вкл. |
|
|
|
|
|
|
| |
|
от 150001 до 500000 вкл. |
|
|
|
|
|
|
| |
|
св. 500000 |
|
|
|
|
|
|
| |
Таблица 3.35а Одноступенчатые выборочные планы при нормальном контроле
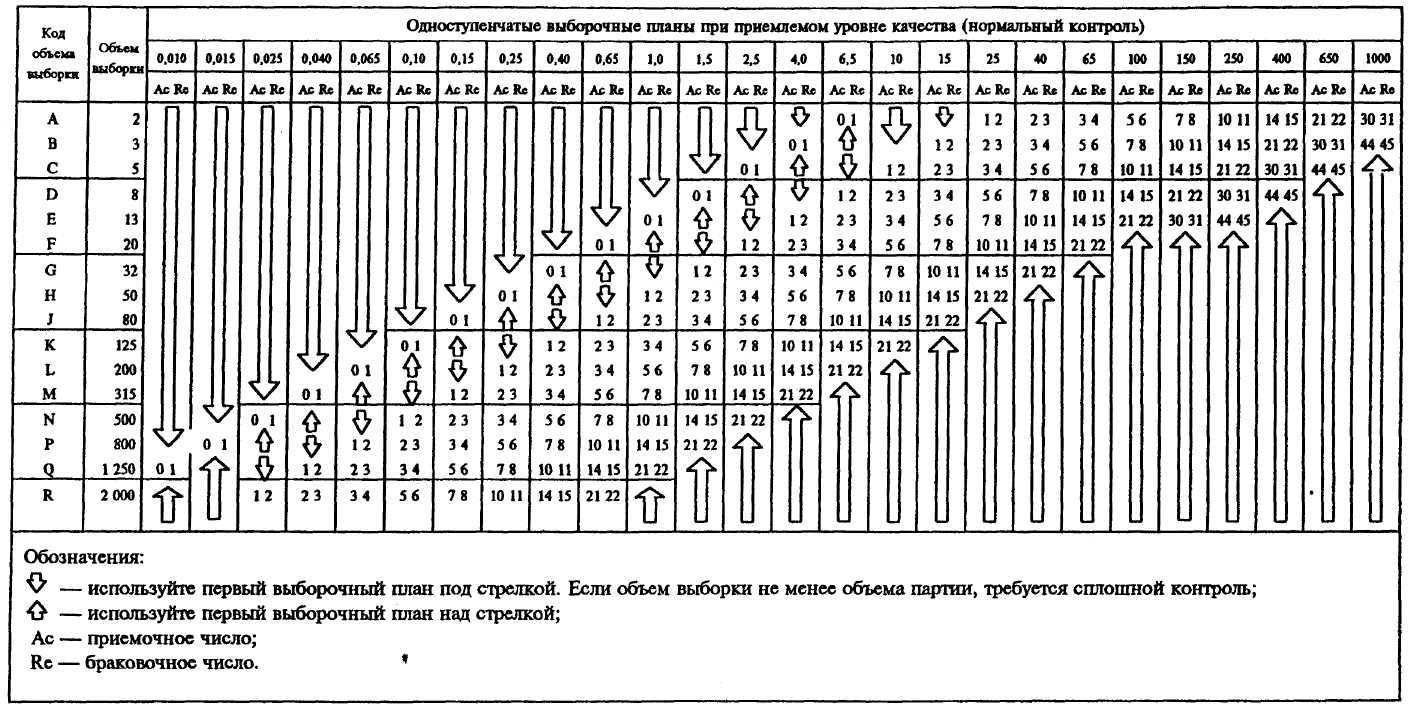
Таблица 3.35б Двухступенчатые выборочные планы при нормальном контроле
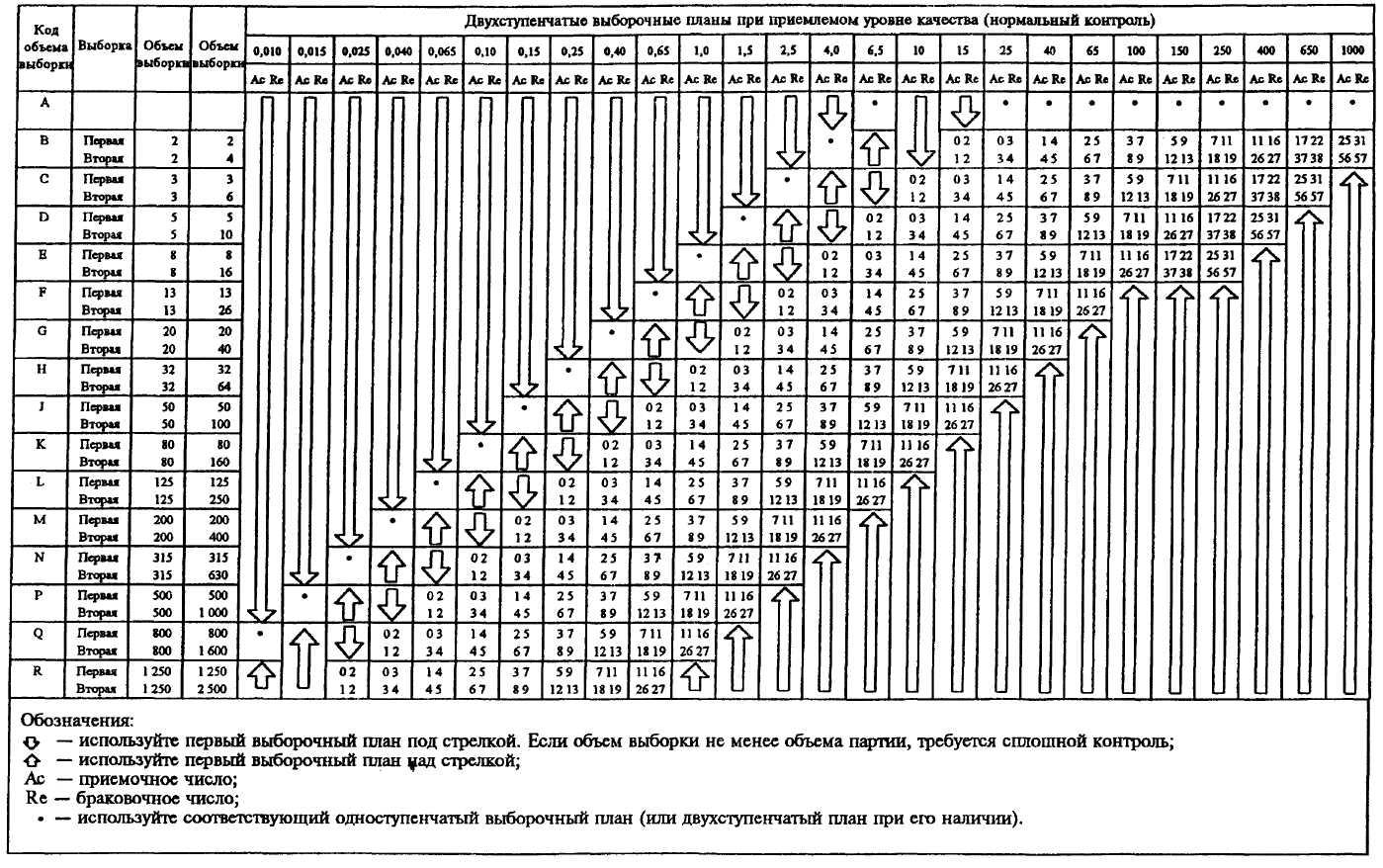
Таблица 3.35в Многоступенчатые выборочные планы при нормальном контроле
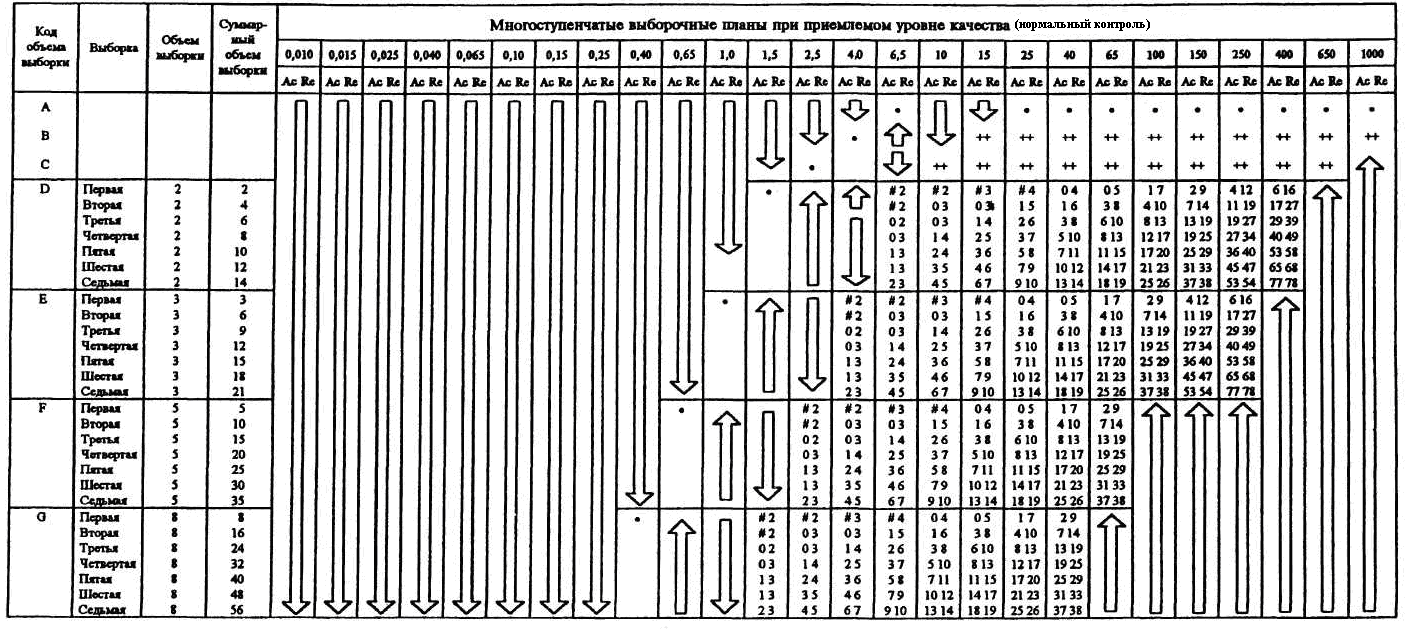
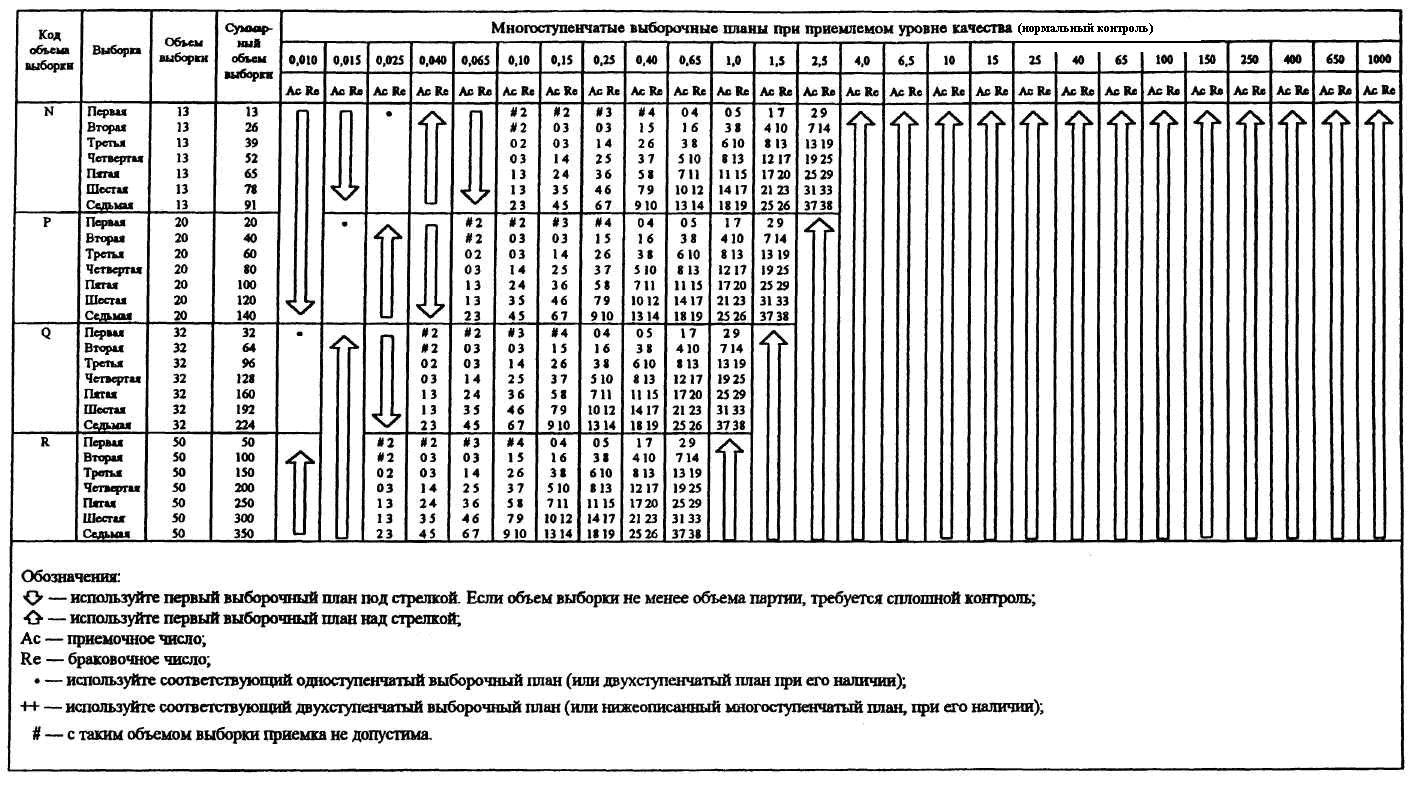
Продолжение табл. 3.35в
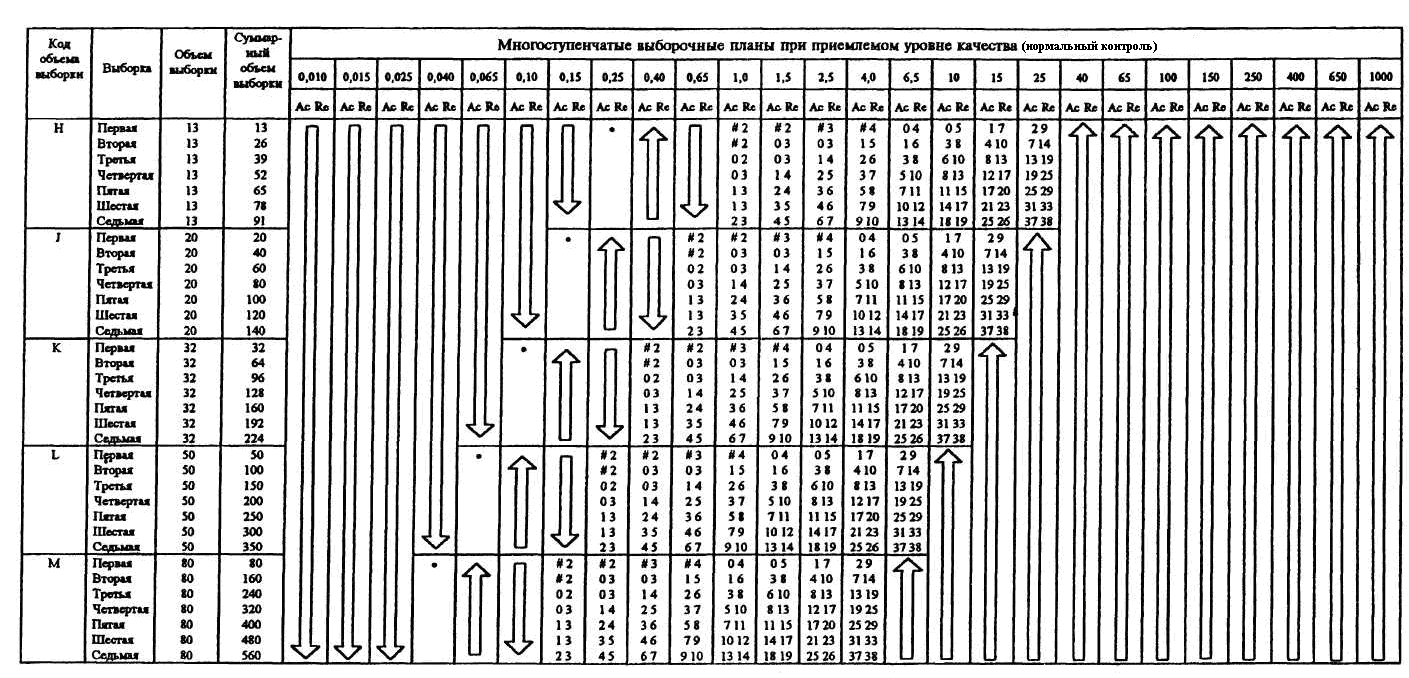
Продолжение табл. 3.35в
при двухступенчатом плане контроля партия принимается, если число несоответствующих единиц в первой выборке менее или равно приемочному числу первой ступени, и отклоняется, если число несоответствующих единиц, обнаруженных в первой выборке, равно или больше браковочного числа первой ступени. Если же число несоответствующих единиц первой выборки лежит в интервале приемочного и браковочного чисел первой ступени, то проводят контроль второй выборки. Число несоответствующих единиц, обнаруженных в первой и второй выборках суммируют. Если суммарное (кумулятивное) число несоответствующих единиц продукции равно или меньше приемочного числа второй ступени, партию принимают, а если оно равно или больше браковочного числа второй ступени, партию отклоняют;
при многоступенчатом плане контроля процедуры двухступенчатого контроля могут повторяться семь раз до принятия окончательного решения о приемке или отклонении контролируемой партии продукции; при ослабленном контроле число несоответствующих единиц продукции или несоответствий на 100 единиц продукции может находиться между приемочным и браковочным числами. В этих условиях партия рассматривается как приемлемая, но возобновляется нормальный контроль, начиная со следующей партии.
Пример
3.70
Определите оперативный план выборочного
контроля болтов, если известен объем
партии – 5000 шт., и приемлемый уровень
качества
![]() .
Как изменятся планы при двухступенчатом
и многоступенчатом выборочных контролях?
Проанализируйте полученные результаты.
.
Как изменятся планы при двухступенчатом
и многоступенчатом выборочных контролях?
Проанализируйте полученные результаты.
Так
как в задании не оговорены особые
условия, воспользуемся
![]() общим уровнем контроля. По таблице 3.34
получаем код объема выборки
общим уровнем контроля. По таблице 3.34
получаем код объема выборки![]() .
.
По
таблице 3.35а получаем для одноступенчатого
выборочного плана объем выборки
![]() ,
а приемочное и браковочное числа,
соответственно,
,
а приемочное и браковочное числа,
соответственно,![]() .
.
Для
двухступенчатого выборочного плана
(таблица 3.35б) объемы выборок составляют
![]() ,
а оперативный план получается следующий
-
,
а оперативный план получается следующий
-![]() .
.
Многоступенчатый выборочный план (таблица 3.35в) выглядит следующим образом:
![]()
![]() .
.