

Katalog_Svarka_i_naplavka
.pdfТаблица 4. Сварочные материалы ESAB для наплавки инструментальных и теплоустойчивых сталей (продолжение)
100 |
Сварка и наплавка |
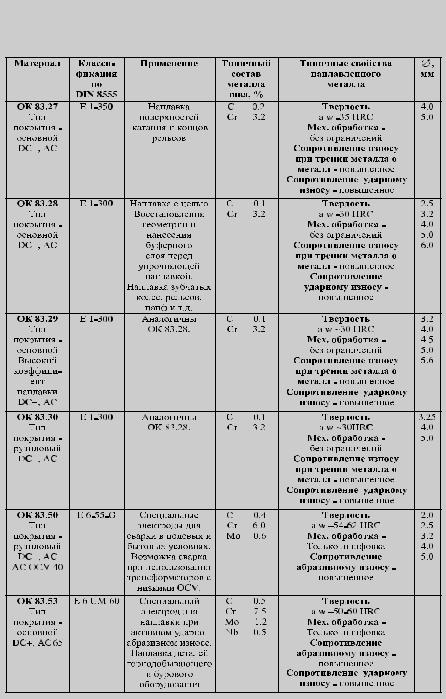
Таблица 5. Сварочные материалы для износостойкой наплавки SMAW
Сварка и наплавка |
101 |
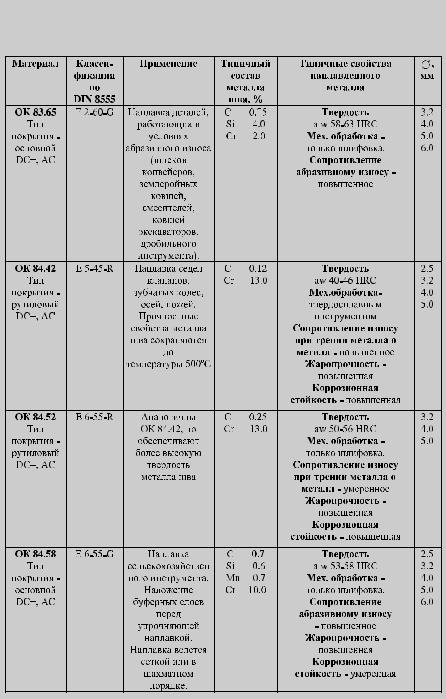
Таблица 5. Сварочные материалы для износостойкой наплавки SMAW (продолжение)
102 |
Сварка и наплавка |
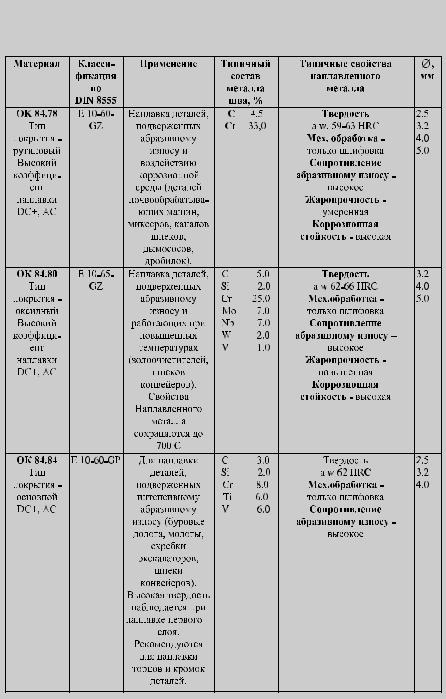
Таблица 5. Сварочные материалы для износостойкой наплавки SMAW (продолжение)
Сварка и наплавка |
103 |
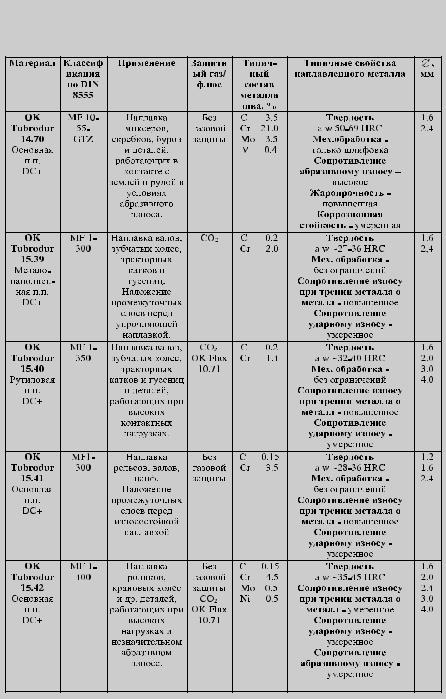
Таблица 5. Сварочные материалы для износостойкой наплавки FCAW (продолжение)
104 |
Сварка и наплавка |
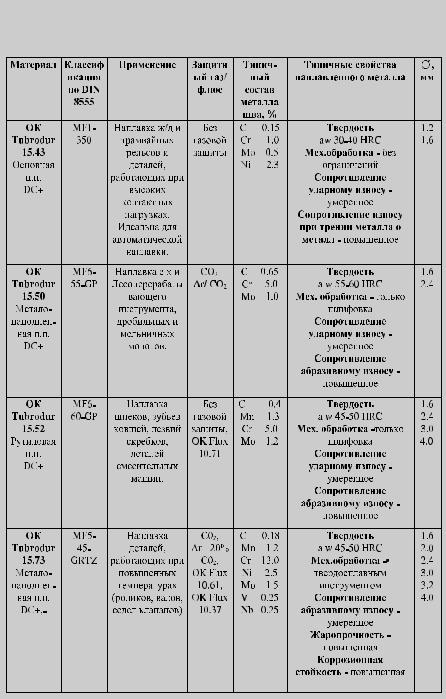
Таблица 5. Сварочные материалы для износостойкой наплавки FCAW (продолжение)
Сварка и наплавка |
105 |
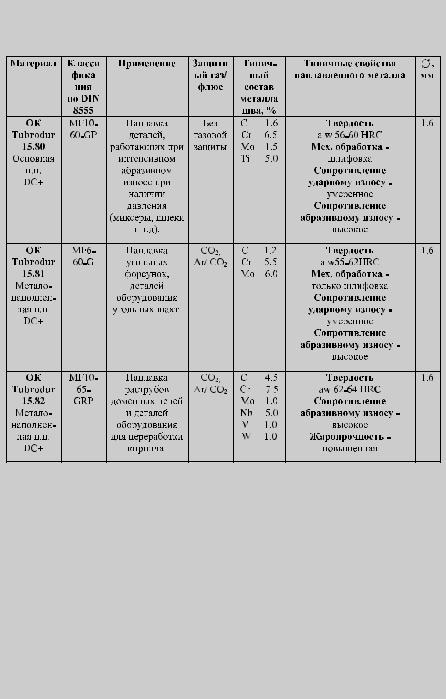
Таблица 5. Сварочные материалы для износостойкой наплавки FCAW (продолжение)
106 |
Сварка и наплавка |
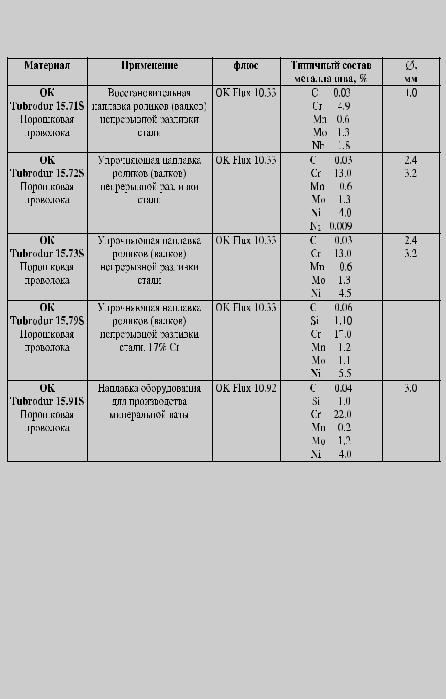
Таблица 5. Сварочные материалы для износостойкой наплавки SAW (продолжение)
Сварка и наплавка |
107 |
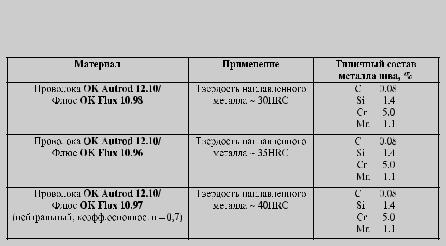
Таблица 5. Сварочные материалы для износостойкой наплавки SAW (продолжение)
Вышеперечисленные флюсы легируют металл шва хромом. Подобные керамические флюсы в комбинации с низколегированной проволокой OK Autrod 12.10 также подходят для упрочняющей наплавки. В зависимости от напряжения на дуге расход флюса и степень легирования шва хромом могут изменяться. Не менее важными параметрами в данном случае являются вылет электрода и скорость сварки.
Такие комбинации проволоки и флюса могут успешно применяться как постоянном, так и на переменном токе.
При использовании постоянного тока обратной полярности увеличивается тепловложение и снижается коэффициент наплавки.
Использование прямой полярности обеспечивает высокий коэффициент наплавки, также как и увеличение вылета электрода.
108 |
Сварка и наплавка |
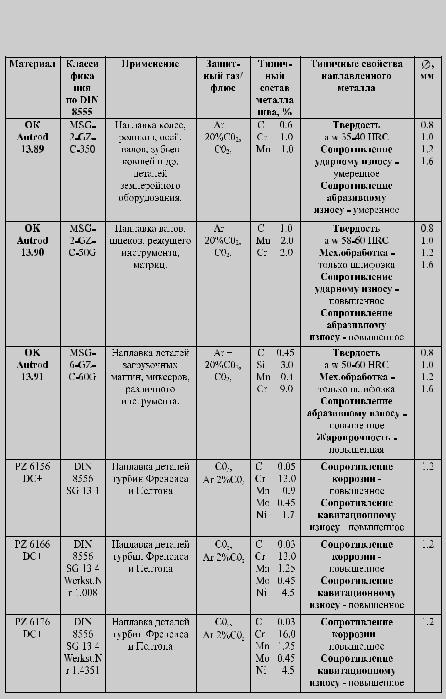
Таблица 5. Сварочные материалы для износостойкой наплавки GMAW (продолжение)
Сварка и наплавка |
109 |