

1 Характеристика детали «Звено»
Необходимо разработать технологический процесс изготовления отливки «Звено»
(см. рис. 1) из легированной марки стали 35ХМЛ ГОСТ 977-88.
Данная деталь представляет собой тело сложной конфигурации, которое состоит из простых геометрических фигур, а именно двух прямоугольных плит. Одна из них имеет правильную форму, вторая - вместо прямых углов имеет плавные скругления выполненные радиусом. Две плиты между собой соединены под 900 друг относительно друга.
Габаритные размеры детали 360 × 270 × 190 мм. Масса детали составляет 21 кг. Деталь «Звено» изготавливаться в условиях крупносерийного производства.
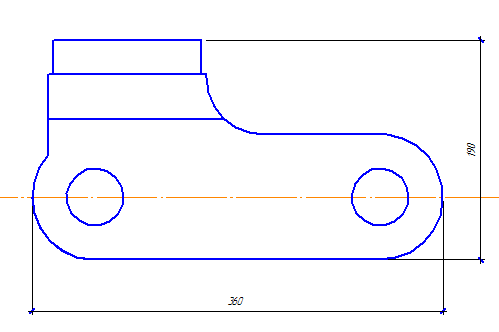
Рисунок 1.1 – Эскиз отливки «Звено»
Сталь 35ХМЛ применяется: для изготовления отливок шестерней, крестовин, втулок, зубчатых венцов и колес, печных деталей и других ответственных деталей к которым предъявляются требования высокой прочности и вязкости, работающих под действием повышенных статических и динамических нагрузок и требующих повышенной твердости; ответственных деталей горнометаллургического оборудования и других деталей тяжелого и транспортного машиностроения; отливок деталей горно-металлургического оборудования; отливок деталей паровых, газовых, гидравлических турбин и осевых компрессоров.
В таблице 1 приведен химический состав стали и ее механические свойства, нормирование которой производится в соответствии с ГОСТ 977-88 [1].
Таблица 1.1 – Содержание основных элементов и механические свойства
стали 35ХМЛ [1]
|
Массовая доля элементов, % |
Предел текучести σ0,2 |
Временное сопротивление σв |
Относительное удлинение δ |
Относительное сжатие ψ |
Твердость | ||||
|
С |
Mn |
S |
Cr |
Mo |
МПа |
% |
НВ | ||
|
0,3…0,4 |
0,4…0,8 |
0,2…0,4 |
0,8…1,1 |
0,2…0,3 |
310 |
650 |
12 |
20 |
206 |
2 Выбор способа изготовления отливки
Основной задачей технологического процесса является выбор наиболее рационального способа формовки, обеспечивающего высокие показатели производства качественных литых деталей.
Так как отливка «Звено» имеет относительно маленькую массу, изготавливается в условиях крупносерийного производства, то данную отливку целесообразней всего изготавливать литьем в сырую песчано-глинистую форму. Формы будут изготавливать на прессовой машине, которую встроим в автоматическую формовочную линию.
3 Анализ технологичности конструкции отливки
Конструкция литой детали должна быть технологичной. Под технологичной подразумевают такую конструкцию детали, которая позволяет получить ее методом литья заданного качества при минимальных материальных, трудовых, энергетических и других затратах, то есть с высокими технико-экономическими показателями, а также обеспечивает простоту изготовления модельного комплекта, литейной формы, стержней.
Выясним, удовлетворяет ли конструкция детали «Звено» требованиям технологичности. Для этого проведём анализ детали по каждому признаку.
Минимальная
толщина стенки отливки должна быть
больше минимально допустимой для данного
сплава. Минимально допустимая толщина
стенки отливки (![]() )
зависит от литейно-технологических
свойств сплава, типа литейной формы,
температуры заливки формы расплавом,
теплофизических свойств материала
формы, конструктивных особенностей
формы и размеров отливки.
)
зависит от литейно-технологических
свойств сплава, типа литейной формы,
температуры заливки формы расплавом,
теплофизических свойств материала
формы, конструктивных особенностей
формы и размеров отливки.
Правильно выбранная толщина отливки обеспечивает расчетную прочность, герметичность и другие эксплуатационные характеристики детали, а также высокий коэффициент использования металла.
Для мелких отливок из стали минимально допустимая толщина стенки равна 5…8 мм, а минимальная толщина стенки данной отливки составляет 30 мм, значит, по данному критерию отливка технологична.
Переходы и углы сопряжения стенок должны обеспечивать получение отливки без усадочных раковин пористости и трещин. Это достигается за счет обеспечения плавных переходов (округлений или галтелей) от тонких сечений к сечениям большей толщины.
Отливка считается технологичной по данному критерию, если разнотолщиность сопрягаемых стенок не превышает 4 [2]
![]() ,
(1.1)
,
(1.1)
где
![]() - максимальная толщина стенки отливки,
мм;
- максимальная толщина стенки отливки,
мм;
![]() -
минимальная толщина стенки отливки,
мм.
-
минимальная толщина стенки отливки,
мм.
В данной детали «Звено» все сопрягаемые стенки не превышают данного соотношения.
Деталь «Звено» не имеет острых углов, она имеет плавные переходы сопрягаемых под углом стенок. Эти переходы выполняются при помощи галтелей, следовательно, по этому критерию данная деталь также технологична.
Так как, в отливке отсутствуют замкнутые внутренние полости, то ее можно считать технологичной.
Деталь «Звено» изготавливается из легированной стали, значит, сплав склонен к последовательному затвердеванию с повышенной усадкой, таким образом, для получения качественной отливки необходимо создавать условия последовательного затвердевания снизу вверх в направлении прибили. В данной отливке можно создать условия для такого затвердевания.
Деталь должна быть компактна, по возможности иметь прямолинейную поверхность, не иметь лекальных поверхностей и резковыступающих частей, мешающих извлечению модели из формы при ее изготовлении. В конструкции данной детали соблюдаются все вышеперечисленные требования.
Таким образом, после проведения анализа технологичности, можно сделать вывод, что отливка - технологична, и ее можно получить методом литья, заданного качества.