

токарка / tokarny_konets
.docПриложение 2
1. ИНДИВИДУАЛЬНЫЕ ЗАДАНИЯ
После получения задания студент приступает к его выполнению в следующей последовательности:
Согласно номеру варианта по таблице 1, определяется номер чертежа детали, который выбирается на стр. с. 31-42 настоящего Приложения.
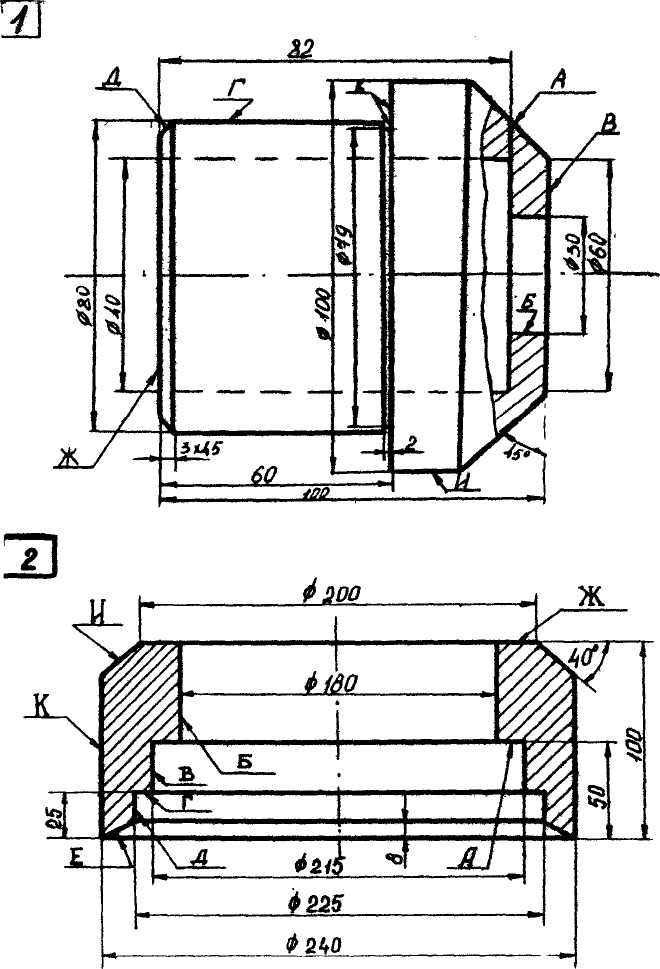
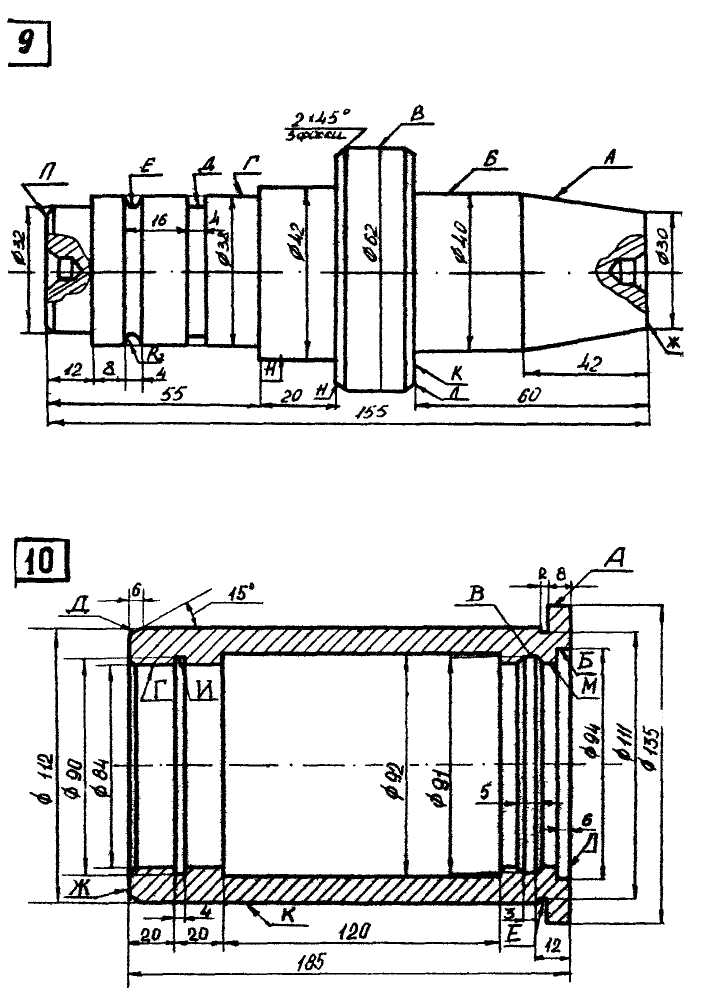
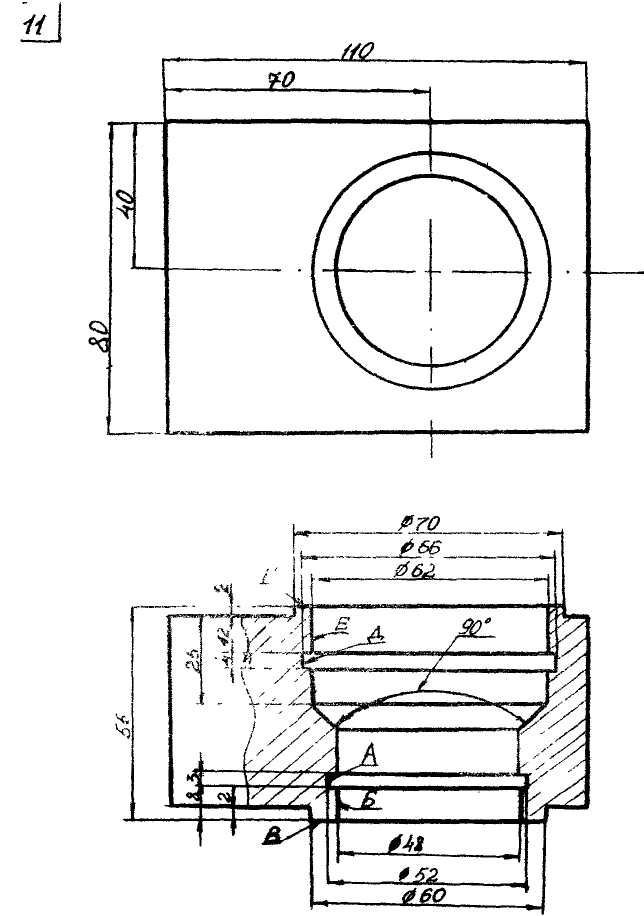
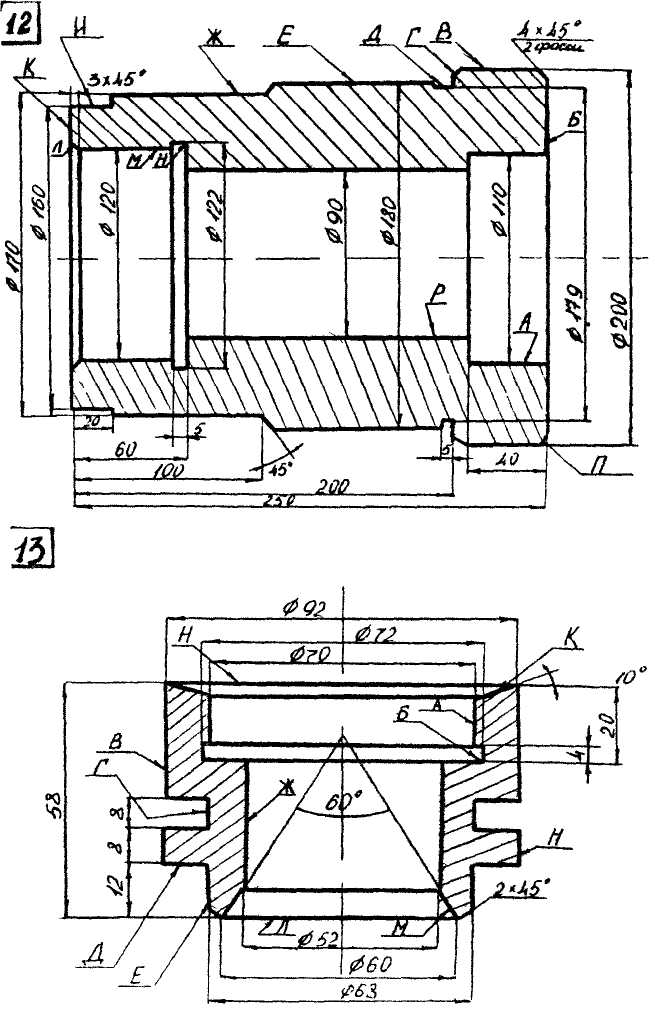
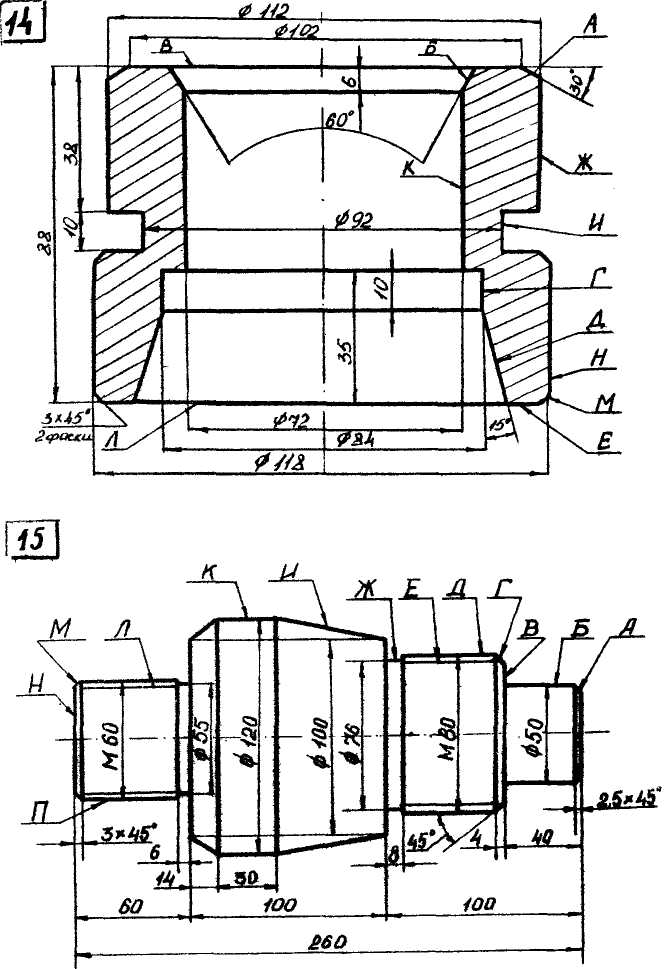
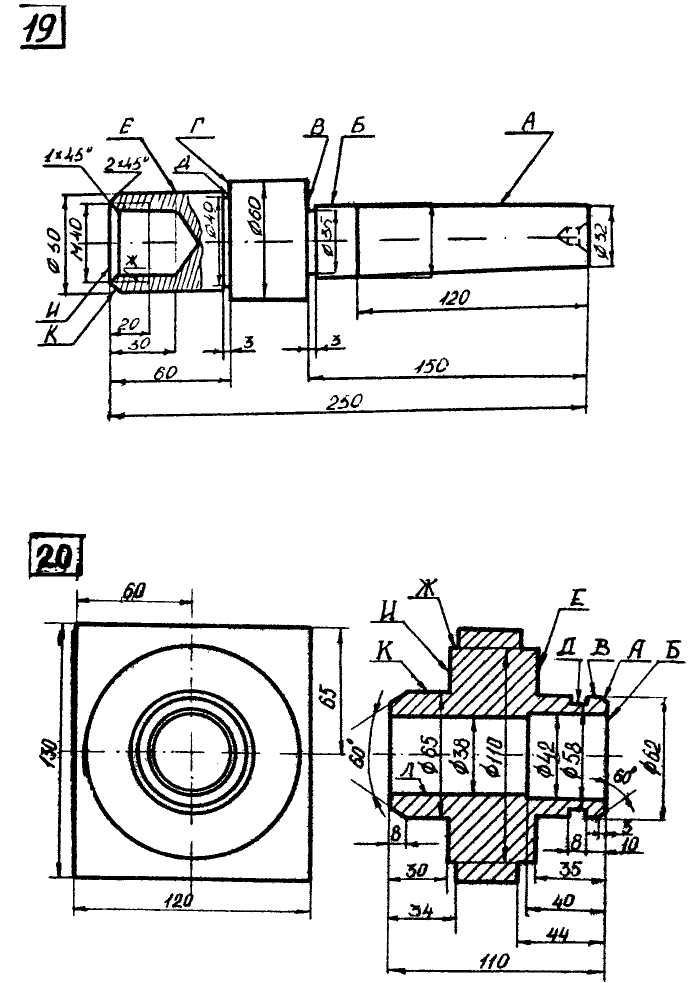
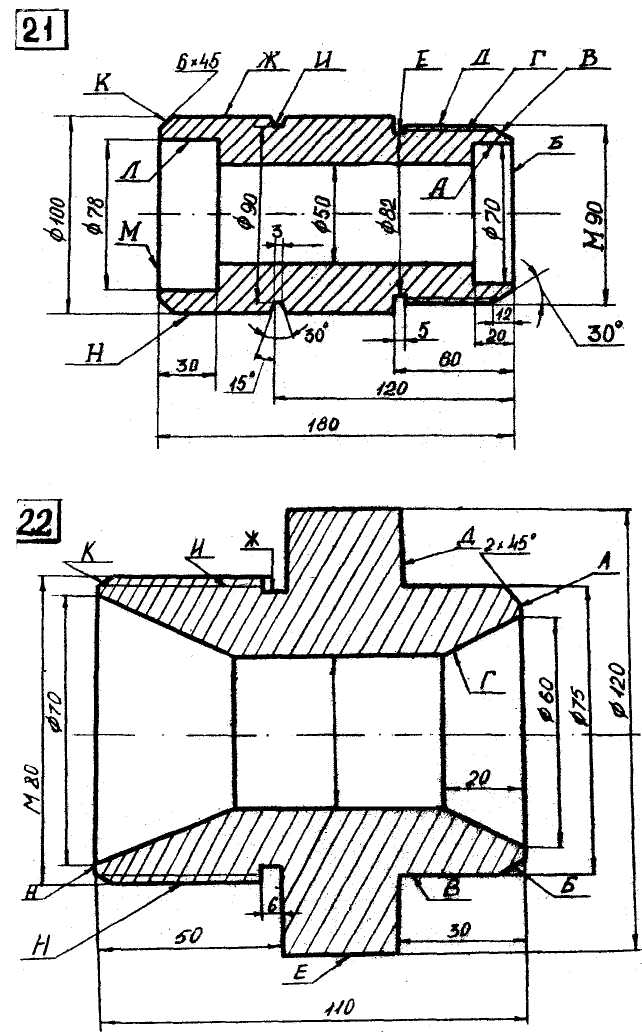
Деталь в масштабе изображается на бланке отчета с указанием габаритных размеров и размеров, характеризующих обрабатываемые поверхности, для которых необходимо подобрать приспособления и инструменты. Эти поверхности следует обозначить выносными линиями (см. графу 3 таблицы П 2.1).
После выбора приспособлений и резцов для обработки указанных поверхностей под чертежом детали на свободном месте бланка отчета необходимо изобразить эскизы технологических переходов. При этом обрабатываемые поверхности показать красным цветом, а используемый инструмент – синим. Показать также с помощью условных обозначений зажимные и установочные приспособления.
Произвести расчет рациональных режимов резания для обработки одной из поверхностей (графа 4 таблицы П 2.1). Последовательность расчета изложена в методических указаниях к работе. Исходные данные для расчета и результаты расчета заносятся студентом в соответствующие графы бланка отчета.
Таблица П 2.1
№ задания |
№ чертежа |
Подобрать приспособления для закрепления заготовки и резцы для обработки поверхностей |
Определить рациональные режимы резания для обработки поверхности |
||||
Обрабатываемая поверхность |
Характер обработки |
Материал заготовки |
Материал режущей части резца |
||||
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
1 |
17 |
А, Б, В |
Б |
Черновая |
Сталь 08кп |
Р6М5 |
|
2 |
18 |
А, Б, В |
В |
Чистовая |
Сталь10 |
Р9 |
|
3 |
19 |
А, Б, В |
Б |
Получист. |
Сталь 15 |
Р12 |
|
4 |
20 |
А, Б, В |
В |
Черновая |
СЧ 10 |
ВК8 |
|
5 |
21 |
А, Б, В |
А |
Получист. |
АЛ5 |
ВК6 |
|
6 |
22 |
А, Б, В |
В |
Чистовая |
Сталь 20кп |
Р9К6Ф2 |
|
7 |
11 |
А, Б, В |
Б |
Черновая |
СЧ 20 |
ВК8 |
|
8 |
12 |
А, Б, В |
Б |
Чистовая |
КЧ-30-6 |
ВК6 |
|
9 |
13 |
А, Б, В |
А |
Получист. |
Сталь 30 |
Т15К6 |
|
10 |
14 |
А, Б, В |
В |
Чистовая |
СЧ25 |
Т15К6 |
|
11 |
15 |
А, Б, В |
В |
Черновая |
Сталь 25 |
Т5К10 |
|
12 |
16 |
А, Б, В |
А |
Получист. |
АЛ3 |
ВК6 |
|
13 |
1 |
А, Б, В |
Б |
Черновая |
СЧ 30 |
ВК8 |
|
14 |
2 |
А, Б, В |
А |
Чистовая |
Сталь 40 |
Р9 |
|
15 |
3 |
А, Б, В |
Б |
Получист. |
А12 |
Р6М5 |
|
16 |
4 |
А, Б, В |
В |
Черновая |
КЧ-35-10 |
ВК8 |
|
17 |
5 |
А, Б, В |
В |
Чистовая |
Сталь 45 |
Т15К6 |
|
18 |
6 |
А, Б, В |
А |
Чистовая |
СЧ 35 |
Р12 |
|
19 |
7 |
А, Б, В |
А |
Черновая |
Сталь 20 |
Т5К10 |
|
20 |
8 |
А, Б, В |
В |
Получист. |
ЛМц 58-2 |
ВК6 |
|
21 |
9 |
А, Б, В |
В |
Черновая |
Сталь 50 |
Т5К10 |
|
22 |
10 |
А, Б, В |
А |
Чистовая |
СЧ 21 |
ВК6 |
|
23 |
1 |
Г, Д, Е |
Г |
Получист. |
А35 |
Р9 |
|
Продолжение таблицы П 2.1
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
24 |
2 |
Ж, И, К |
Ж |
Черновая |
Сталь 15 |
Т5К10 |
|
25 |
7 |
Г, Д, Е |
Е |
Чистовая |
БрОФ2-0,25 |
ВК6 |
|
26 |
4 |
Г, Д, Е |
Г |
Чистовая |
КЧ-70-2 |
ВК6 |
|
27 |
6 |
Г, Д, Е |
Д |
Чистовая |
Сталь 25 |
Р9К5Ф2 |
|
28 |
5 |
Г, Д, Е |
Г |
Черновая |
СЧ 24 |
ВК8 |
|
29 |
8 |
Г, Д, Е |
Г |
Получист. |
Сталь 55 |
Р12 |
|
30 |
3 |
Г, Д, Е |
Г |
Чистовая |
БрОЦС4-4-4 |
ВК6 |
|
31 |
12 |
Г, Д, Е |
Д |
Черновая |
ЛО62-1 |
ВК8 |
|
32 |
17 |
Г, Д, Е |
Д |
Получист. |
Сталь 10кп |
Р6М5 |
|
33 |
13 |
Г, Д, Е |
Г |
Чистовая |
СЧ 30 |
ВК6 |
|
34 |
19 |
Г, Д, Е |
Г |
Получист. |
БрОФ7-0,2 |
ВК6 |
|
35 |
18 |
Г, Д, Е |
Е |
Черновая |
Сталь 15 |
Т5К10 |
|
36 |
11 |
Г, Д, Е |
Е |
Чистовая |
АЛ32 |
ВК6 |
|
37 |
15 |
Г, Д, Е |
Г |
Черновая |
А20 |
Т5К10 |
|
38 |
20 |
Г, Д, Е |
Г |
Получист. |
Сталь 55 |
Р6М5 |
|
39 |
21 |
Г, Д, Е |
Д |
Чистовая |
СЧ 15 |
ВК6 |
|
40 |
14 |
Г, Д, Е |
Е |
Черновая |
КЧ-55-8 |
ВК8 |
|
41 |
16 |
Г, Д, Е |
Г |
Получист. |
Сталь 10 |
Р12 |
|
42 |
22 |
Г, Д, Е |
Е |
Чистовая |
БрОФ7-0,2 |
ВК6 |
|
43 |
9 |
Г, Д, Е |
Г |
Черновая |
А30 |
Т5К10 |
|
44 |
10 |
Г, Д, Е |
Г |
Получист. |
Сталь 25 |
Т15К6 |
|
45 |
1 |
Г, Ж, К |
Ж |
Черновая |
СЧ 10 |
ВК8 |
|
46 |
4 |
Ж, И, К |
Ж |
Получист. |
БрОЦ4-3 |
ВК6 |
|
47 |
8 |
К, Л, М |
К |
Чистовая |
Сталь 55 |
Р9К5Ф2 |
|
48 |
3 |
Ж, И, К |
Ж |
Черновая |
Сталь 15кп |
Т5К10 |
|
49 |
5 |
Ж, И, К |
К |
Чистовая |
БрОЦ4-3 |
ВК6 |
|
50 |
2 |
Г, Ж, Н |
Ж |
Черновая |
Сталь 20 |
Т5К10 |
|
Продолжение таблицы П 2.1
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
51 |
7 |
Ж, И, К |
И |
Чистовая |
СЧ 21 |
ВК6 |
|
52 |
6 |
Л, К, Б |
Л |
Получист. |
КЧ-45-7 |
ВК6 |
|
53 |
10 |
Ж, И, К |
К |
Черновая |
Сталь 45 |
Т5К10 |
|
54 |
12 |
Ж, И, Б |
И |
Получист. |
АЛ25 |
ВК6 |
|
55 |
6 |
Ж, И, К |
Ж |
Чистовая |
Сталь 40 |
Р12 |
|
56 |
9 |
Ж, К, Л |
К |
Черновая |
СЧ 35 |
ВК8 |
|
57 |
16 |
П, Р, С |
Р |
Чистовая |
АС59-1 |
ВК6 |
|
58 |
14 |
Ж, И, К |
К |
Черновая |
Сталь 30 |
Т5К10 |
|
59 |
13 |
Ж, И, К |
Ж |
Чистовая |
КЧ-60-3 |
ВК6 |
|
60 |
16 |
Ж, И, К |
К |
Получист. |
СЧ 20 |
ВК6 |
|
61 |
5 |
П, Р, С |
С |
Черновая |
Сталь 35 |
Т5К10 |
|
62 |
15 |
Ж, И, А |
Ж |
Чистовая |
Сталь 10кп |
Р9 |
|
63 |
20 |
Ж, И, К |
Ж |
Черновая |
СЧ 24 |
ВК8 |
|
64 |
17 |
Ж, И, К |
К |
Чистовая |
Сталь 45 |
Р9К5Ф2 |
|
65 |
19 |
Ж, И, К |
Ж |
Получист. |
БрОФ6,5-0,15 |
ВК6 |
|
66 |
18 |
Ж, И, К |
Ж |
Черновая |
Сталь 60 |
Т5К10 |
|
67 |
1 |
И, Б, А |
И |
Чистовая |
СЧ 35 |
ВК6 |
|
68 |
2 |
В, Л, М |
М |
Получист. |
Сталь 18кп |
Р12 |
|
69 |
8 |
П, Р, С |
С |
Черновая |
Л85 |
ВК8 |
|
70 |
6 |
М, Н, П |
Н |
Чистовая |
Сталь 15 |
Р9 |
|
71 |
3 |
Л, М, Н |
Н |
Получист. |
СЧ 15 |
ВК6 |
|
72 |
9 |
М, Н, П |
Н |
Черновая |
Д16 |
ВК8 |
|
73 |
5 |
Т, Г, П |
Т |
Получист. |
Сталь 35 |
Р6М5 |
|
2. ЧЕРТЕЖИ ДЕТАЛЕЙ


Приложение 3
ПРИМЕР ОФОРМЛЕНИЯ ГРАФИЧЕСКОЙ ЧАСТИ ОТЧЕТА
Исходные данные
№ задания |
№ чертежа |
Подобрать приспособления для закрепления заготовки и резцы для обработки поверхностей |
Определить рациональные режимы резания для обработки поверхности |
|||
Обрабатываемая поверхность |
Характер обработки |
Материал заготовки |
Материал режущей части резца |
|||
120 |
30 |
А, Б, В, Г, Ж, И |
А |
Чистовая |
Сталь 40 |
Т5К10 |
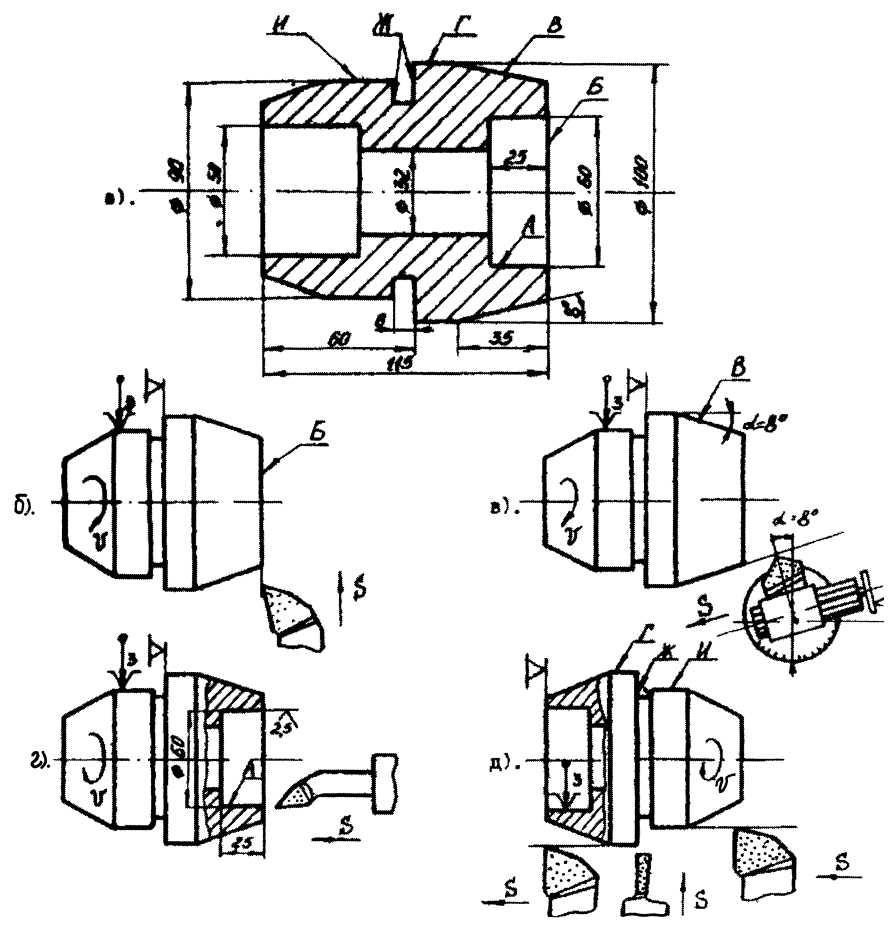
Рис. П 3. Эскиз детали и переходов обработки
На рис. П 3. а представлен эскиз детали, на котором указаны поверхности, подлежащие обработке. Обработку производим на токарно-винторезном станке 16К20 за два установа.
На рис. П 3. б-д показаны эскизы переходов обработки заданных поверхностей.
На рис. П 3. б показан переход подрезки торца (поверхность Б) при помощи подрезного резца. В качестве приспособления для закрепления заготовки (поверхность И) использован трехкулачковый самоцентрирующий патрон (Установ I).
Обработка конической поверхности В (рис. П 3. в) производится прямым проходным резцом (можно проходным отогнутым или проходным упорным) путем поворота верхнего суппорта на угол α с ручной подачей S.
На рис. П 3. г показана расточка глухого отверстия А с помощью расточного резца для глухих отверстий.
На рис. П 3. д показана соответственно обработка поверхностей Г, Ж, И с помощью проходного упорного и канавочного (отрезного) резцов. Заготовка при этом закрепляется в трехкулачковом патроне и базируется по отверстию А и торцу Б, обработанным на предыдущих переходах (Установ II).
Далее произведем расчет элементов режимов резания при обработке поверхности А (рис. П 3. г).
Выбираем глубину резания t по таблице 1 методических указаний. t=1,5 мм.
Выбираем подачу S. S=0,15×t=0,15×1,5=0,225, мм/об.
Уточняем полученное значение подачи по станку 16К20.
Scm=0,2 мм/об.
Задаем экономическую стойкость инструмента по таблице 2. Т=60 мин.
5. Определяем скорость резания по эмпирической формуле, выбирая соответствующие коэффициенты по таблице 4. Cv=420; х=0,15; у=0,20; m=0,20.
![]() м/мин.
м/мин.
6. По найденному значению скорости резания определяем расчетную частоту вращения шпинделя прасч по формуле:
![]() ,
,
где
Dзаг
определим по формуле:
![]() мм.
мм.
![]() мин-1.
мин-1.
Уточняем расчетное значение частоты вращения шпинделя, выбирая ближайшее меньшее по станку 16К20. пст=1250 мин-1.
Определяем фактическую скорость резания.
![]() м/мин
м/мин
Находим основное (машинное) время обработки поверхности А t0, мин по формуле:
 ,
,