

5.6 Сушка лакокрасочных покрытий
В технике отделки древесины сушка нанесенных на поверхность изделий лакокрасочных материалов играет важную роль. Она должна выполняться так, чтобы обеспечивалась хорошая адгезия покрытия, отсутствие на нем дефектов (пузырей, потеков и т. д.). В технологическом процессе отделки операция сушки повторяется и занимает много времени. Сокращение сроков сушки — экономия времени и возможность организовать непрерывнопоточный процесс отделки на конвейерах, полуавтоматических и автоматических линиях. На продолжительность сушки лакокрасочных покрытий влияют температура окружающей среды, состав лакокрасочных материалов, толщина покрытий.
После нанесения на поверхность жидкий ЛКМ превращается в твердую лакокрасочную пленку. Отверждение происходит в результате:
-испарения растворителей (спиртовые, нитроцеллюлозные, акриловые лаки), либо в результате реакции окисления (масляные лаки);
-за счет реакций полимеризации или конденсации (полиэфирные парафиносодержащие лаки);
-за счет испарения растворителей с одновременным химическим превращением.
Для сушки ЛКМ применяют сушильные камеры, которые представляют собой металлические туннели, обшитые термоизоляционным материалом. В камере размещены калориферы и вентиляторы для подачи свежего и откачивания загрязненного парами растворителей воздуха. Для интенсификации процесса сушки в камере предусматривают принудительную
циркуляцию воздуха. По принципу действия сушильные камеры подразделяются:
а) камеры периодического действия изготовляют в виде тупиковых кабин, куда закатывают этажерки с деталями.
б) камеры непрерывного действия имеют вид проходных, одно-или многоходовых коридоров, по которым изделия передвигаются от одного конца к другому конвейерами пульсирующего или непрерывного действия
Существуют следующие виды сушки ЛКМ
1) Конвективная сушка- сушка горячим воздухом. Применяется для ЛКМ, отверждающихся за счет испарения растворителя.
При конвекционном нагреве тепло передается покрытию от нагретого воздуха, омывающего изделие. Воздух нагревается от калориферов, которые могут быть внутренними или выносными. Циркуляция воздуха производится с помощью вентиляторов. Так как покрытие имеет конечную толщину, передача тепла от поверхности к нижней границе его происходит не мгновенно, а требует времени, зависящего от теплопроводности и толщины покрытия. Благодаря этому верхние слои покрытия нагреваются раньше и сильнее, чем нижележащие. Соответственно и испарение растворителей в первый период сушки происходит наиболее интенсивно в верхнем слое, что способствует образованию на поверхности пленки, затормаживающей выход паров
91
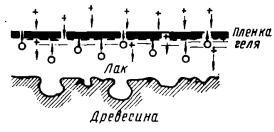
растворителей из нижних слоев покрытия. Тем самым затормаживается весь процесс сушки. При форсировании процесса сушки из паров растворителя образуются маленькие пузырьки на покрытии, и поверхность становится неровной. Для предупреждения этого дефекта сушку ведут по ступенчатым режимам, разделяя сушильную камеру на зоны. Температура в первой зоне 20
... 25°С, во второй 25... 30, в третьей 30... 40, в четвертой 20°С.
Схематично процесс подвода тепла и высыхания покрытия при конвекционном нагреве представлен на рисунке 69.
Рисунок 69 - Схема высыхания покрытия при конвективном способе сушки
2) Сушка аккумулированным теплом (от предварительно нагретого тела). Применяется для ЛКМ, отверждающихся за счет испарения растворителя.
Сущность метода состоит в нагревании отделываемой поверхности до температуры 100... 120°С перед нанесением на нее лакокрасочного материала. Нагревать отделываемую поверхность можно любым способом: в поле ТВЧ, горячим воздухом; контактным способом (в горячих прессах); инфракрасными лучами.
Высыхание покрытия начинается снизу, что значительно ускоряет процесс сушки. При этом способе можно использовать более густые отделочные материалы, так как они, попадая на нагретую поверхность, разжижаются и равномерно разливаются по ней. Это дает большую экономию растворителей и разбавителей.
В случае подвода тепла к покрытию не сверху, а снизу в первую очередь нагревается нижний слой покрытия и в нем происходит наиболее интенсивное образование паров растворителей. Образование твердой пленки начинается снизу, и образующиеся пары растворителей беспрепятственно удаляются из покрытия в атмосферу.
Кроме того, создаются весьма благоприятные условия для сушки лакокрасочных покрытий. В результате предварительного нагрева воздух из поверхностных пор частично удаляется, что улучшает качество покрытия, так как пузырение его заметно снижается. Также улучшается розлив ЛКМ по поверхности.
Схема образования покрытия на нагретой древесине показана на рисунке 70
92
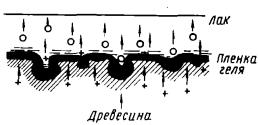
Рисунок 70Схема высыхания покрытия от предварительно нагретого тела
Из-за интенсивного выделения летучих элементов в первый период после нанесения лакокрасочных материалов необходимы специальные установки - камеры стабилизации покрытий, оснащенные мощной вентиляционной системой.
Таким образом, схема сушки лакокрасочных материалов методом аккумулирования тепла выглядит следующим образом: предварительный нагрев - нанесение покрытия - удаление летучих элементов из покрытия (стабилизация).
3) Терморадиационный способ сушки. Применяется для ЛКМ,
отверждающихся за счет испарения растворителя.
Способ основан на облучении отделочного покрытия инфракрасными лучами (ИК), проникающими сквозь слой ЛКМ в древесину, где они преобразуются в тепловую энергию, нагревая при этом поверхность древесины. Последняя отдает тепло слою ЛКМ, и процесс сушки пленки снизу происходит в несколько раз быстрее, чем при конвективном способе, а покрытие становится ровным и гладким, без пузырьков.
Для сушки применяют инфракрасные лучи с длиной волны 0,75 - 8 мкм. Лучшая проницаемая способность их наблюдается при длине волны 1-4 мкм, т. е. при температуре нагревателя 450 °С и выше.
При инфракрасном нагреве условно можно различать два характерных случая сушки покрытий на древесине, представленных на рисунке 71:
а) плохо проницаемое покрытие - в этом случае максимальная доля излучения будет в основном поглощаться покрытием. Характерно для ЛКМ, быстроотверждающихся за счет испарения легколетучих растворителей;
б) хорошо проницаемое покрытие - излучение поглощается в основном поверхностью древесины, нагрев покрытия происходит от древесины за счет теплопроводности. Характерно для ЛКМ, отверждающихся медленно, так как они содержат средне- и труднолетучие растворители
93
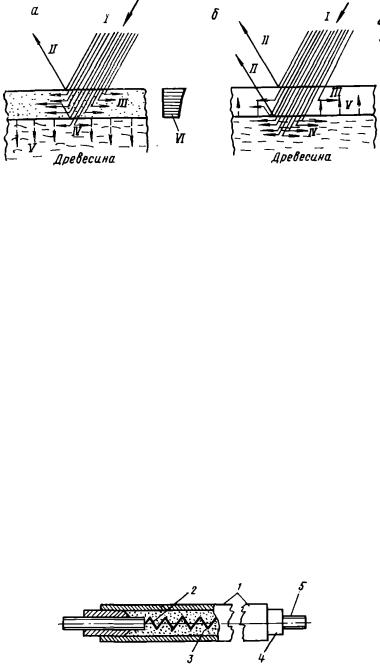
а — плохо проницаемое покрытие; б — хорошо проницаемое покрытие; I— падающее излучение; II— отраженное излучение; III— излучение, поглощенное покрытием; IV — излучение, поглощенное древесиной; V— передача тепла теплопроводностью.
Рисунок 71Схема распределения теплового излучения в покрытии и подложке
Для получения инфракрасных лучей применяют два вида излучателей: а) светлые – специальные лампы накаливания. Недостатком ламповых
излучателей является низкий коэффициент полезного действия и короткий срок службы
б) темные – термоэлектронагреватели (ТЭНы), которые по форме подразделяются на трубчатые и пластинчатые.
Пластинчатые излучатели - это чугунные или керамические плиты. Они по сравнению с ламповыми имеют ряд преимуществ: создают более равномерный поток тепловой энергии; отличаются большим сроком службы.
Трубчатые – конструкция представлена на рисунке 72
1-стальная или латунная трубка; 2- нагревательная спираль; |
3- |
электроизоляционный материал; 4- керамический изолятор; 5- контактный стержень.
Рисунок 72Трубчатый электронагреватель
Для создания направленного потока за излучателями устанавливают полусферические экраны из полированного алюминия.
При терморадиационном излучении имеет место и значительный нагрев воздуха в сушильных камерах, что в немалой степени способствует высыханию лакокрасочного покрытия. Продолжительность сушки сокращается в 1,5— 2 раза по сравнению с продолжительностью конвекционной сушки
Однако этот метод имеет и ряд недостатков: он пригоден для сушки сравнительно тонких покрытий — 40 — 60 мк;
94
-тепловая энергия, получаемая за счет преобразования лучистой энергии, аккумулируется на поверхности подложки постепенно и достигает необходимого для сушки лакокрасочного покрытия значения по истечении определенного времени. Следовательно, процесс сушки покрытия начинается не в момент входа детали в камеру, как это имеет место при сушке методом предварительного аккумулирования тепла, а несколько позже, поэтому длина сушильных камер увеличивается;
-терморадиационные сушильные камеры могут быть только одноканальными, поэтому при создании камер повышенной производительности (допустим, с ритмом 10 сек) требуется очень длинный туннель 60—80 м. Сушка покрытий в этом случае оказывается неэффективной.
4)Сушка ускоренными электронами. Применяется для ЛКМ,
отверждающихся за счет протекания химических реакций.
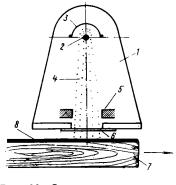
Ускоренные электроны являются катализаторами химических реакций. Для получения ускоренных электронных лучей обычно пользуются так называемыми электронными ускорителями. Упрощенная схема электронного ускорителя для отверждения покрытий показана на рисунке 73.
Внутри камеры 1 с высоким вакуумом находится раскаленный катод 2, испускающий сфокусированный экраном 3 поток электронов 4. Для ускорения электронов служит анод 5. Ускоренный поток электронов через окно и тонкую титановую или алюминиевую фольгу 6 (окно) направляется из ускорителя на движущуюся под его окном деталь 7 с лакокрасочным покрытием 8. Поглощенный материалом поток электронов действует как инициатор реакции полимеризации, вызывая ускорение высыхания покрытия.
Рисунок 73– Схема электронного ускорителя
5) Сушка ультрафиолетовыми лучами (УФ). Применяется для ЛКМ,
отверждающихся за счет протекания химических реакций. Этот способ сушки применяется в основном для полиэфирных ЛКМ.
УФ-лучи являются катализаторами химических реакций полимеризации, происходящих в покрытии. Следовательно, их применение ускоряет процесс сушки покрытия.
Чтобы повысить чувствительность ЛКМ к УФ-облучению, в него вводят специальное вещество- фотосенсибилизатор. Сенсибилизаторами
95