

Технология производства погонажных изделий
1. Сушка обрезной доски
Снятие внутренних напряжений пиломатериалов и доведение древесины до необходимого процента влажности.
2. Торцевание пакетов пиломатериала
Торцевание пакетов заготовок с трещинами после сушки перед подачей на вырезку дефектов и последующим сращиванием.
3. Чистовое торцевание в размер
Чистовая высокоточная торцовка в размер заготовок высокого качества перед последующим профилированием (однопильный торцовочный станок ЦКБ-40).
4. Вскрытие дефектных мест
Вскрытие дефектов заготовок
5. Вырезка дефектных мест
Вырезка дефектов и чистовая торцовка заготовок перед сращиванием.( однопильный торцовочный станок ЦКБ-40)
6. Сращивание заготовок по длине
Нарезание на торцах заготовок зубчатых шипов, нанесение клея на шипы и сращивание по длине бездефектных заготовок (шипорезный станок ШС-, пневматический пресс ПС-2).
7. Калибровка ламелей
Продольное фрезерование с целью снятия наплывов клея, ступенек между заготовками, получение точных геометрических форм и высокой чистоты поверхности для склеивания по пласти. (фуговальный станок СФ-4)
8. Деление заготовок по толщине
Раскрой заготовок для получения требуемой толщины.( четырёхсторонний станок С25-5)
9. Профилирование
Обработка на высокопроизводительном восьмишпиндельном четырехстороннем станке со специальным расположением шпинделей для получения заданного профиля и требуемой чистоты поверхности.( четырёхсторонний станок С25-5)
10. Упаковка готовой продукции
После сортировки готовые погонажные изделия упаковываются для дальнейшей транспортировки и хранения.
Высушенные пиломатериалы по рельсовому пути на тележке поступают в деревообрабатывающий цех. Затем производят поперечный раскрой на однопильном торцовочном станке ЦКБ-40, после производят строгание по пласти на фуговальном станке СФ-4, затем производят продольный раскрой на многопильном станке ЦДК5-3. Затем, заготовки для половой доски поступают на строгание в размер на четырёхсторонний станок С25-5, а остальные заготовки поступают на однопильный торцовочный станок ЦКБ-40 для выпиливание дефектов (сучков, трещин и т.п.). То есть осуществляют поперечно - продольную схему раскроя пиломатериалов на заготовки. Полученные пиломатериалы подаются на сортировочный транспортёр для сортировки заготовок. Затем они поступают на линию сращивания, где сначала подаются на шипорезный станок ШС-3, а затем на пневматический пресс ПС-2. Проклейка минишипов производится вручную. Выдержка сращенной доски в прессе составляет 15 – 20 мин. Сращенные доски транспортируются на место технологической выдержки на 8 – 24 часа. После этого они строгаются в размер на четырёхстороннем станке С25-5. Затем они укладываются в пакеты и транспортируются на склад готовой продукции.
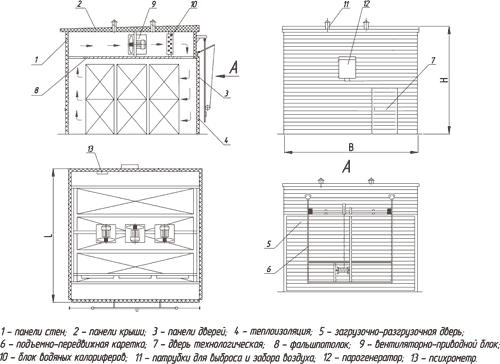
58.Оборудование сушильных камер. Приборы для контроля параметров сушки. Круглопильные установки для раскряжевки лесоматериалов с продольной подачей под пилу. Устройство механизмов пиления, надвигания, подачи. Линия ЛО-15А.
Виды сушильных камер:
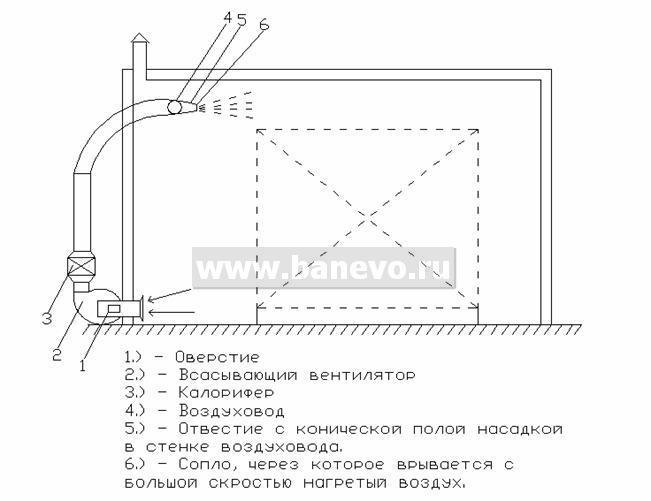
1) Аэродинамическая сушильная камера - представляет собой теплоизолированную камеру с вентилятором. Нагрев воздуха происходит за счет трения о лопатки вентилятора. В такой камере сложно регулировать температуру и скорость потока. Как плюс такой сушилки можно отметить её сравнительно небольшую стоимость.
2) СВЧ-сушильные камеры - действуют по принципу СВЧ-печки. Электромагнитное излучение высокой частоты заставляет быстрее колебаться молекулы и древесина нагревается. Применение таких сушилок позволяет значительно сократить сроки сушки, однако стоит такая камера очень дорого, сушить можно только малыми объёмами, потребляет электроэнергии ещё больше чем аэродинамическая и плюс ко всему быстро выходят из строя излучатели волн СВЧ.
3) Конвективные сушильные камеры - самый распространенный вид сушильных камер. Передача тепла происходит через воздух, проходящий через теплообменники, по которым проходит горячая вода или перегретый пар. Сушильный агент (воздух) циркулирует по камере, проходя через пакеты с доской и передавая ей энергию. В зависимости от технологии и стадии сушки можно менять параметры сушильного агента: увлажнить с помощью влагообрабатывающих форсунок в камере; понизить влажность путем выброса перенасыщенного водой агента и заменой его на сухой; изменить температуру просто понизив её в теплообменном калорифере; изменить скорость и направление агента за счет настроек инверторных двигателей.
4) Конденсационные сушильные камеры - схожи по принципу теплопередачи с конвективными - воздух циркулирует по камере, проходя через калориферы и затем через пакеты с доской, а затем попадает в конденсационную установку, которая избавляет полученный сушильный агент от влаги и снова отправляет его на калориферы для нагревания.
Системы контроля процесса сушения:
СКД - система дистанционного контроля
Самая простая система, позволяющая дистанционно контролировать основные параметры процесса сушения - влажность пиломатериалов, температуру и влажность воздуха в сушильной камере. Не обладает функциями управления.
СПУ - система полуавтоматического управления
На базе системы дистанционного контроля, дополнена функциями управления процессом сушения.
АСУ СК - автоматическая система управления сушильной камерой
Система способна управлять сушильной камерой или комплексом сушильных камер в автоматическом режиме. Имеет развитую систему обмена данными с внешними устройствами, в том числе с персональным компьютером.
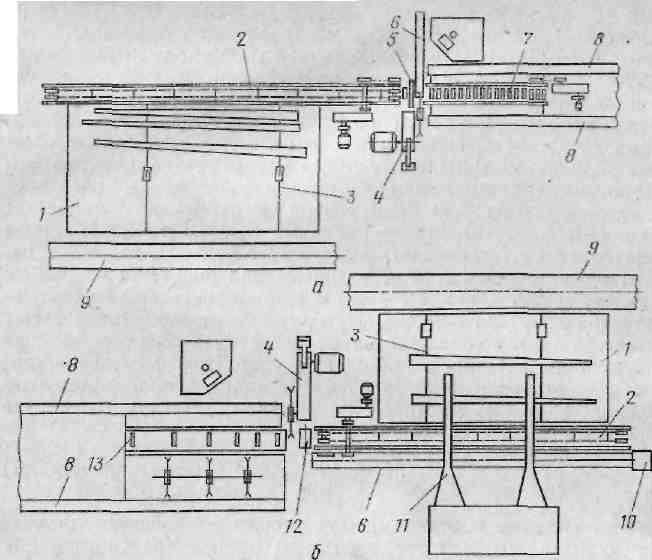
Раскряжевочные установки с продольным перемещением хлыста: а — ПЛХ-ЗАС; б —ЛО-15С; / — приемная площадка; 2 — двухцепной подающий транспортер; 3 — разделительное устройство; 4 — пила АЦ-ЗС; 5 —зажимное устройство- 6 — транспортер для уборки опилок и кусковых отходов; 7 - роликовый приемный транспортер; 8 - сортировочные транспортеры; 9 — лесовозная дорога; 10 — бункер для отходов-//-манипулятор ЛО-13С; 12 -питающий валец; 13- приемный лоток с упорами
Раскряжевочная установка ПЛХ-ЗАС (рис. 74,а) включает разделитель хлыстов РХ-2, механизм подачи леса под пилу, состоящий из подающего двухскоростного транспортера ТС-29С и приемного роликового транспортера СП-ЗС с выдвижными упорами (см. рис. 73, б) и двусторонним сбрасывающим устройством, а также круглопильный станок АЦ-ЗС. Для зажима хлыста в процессе пиления имеются два боковых зажимных рычага с гидроприводом. Процесс работы этой установки протекает следующим образом. Хлысты с приемной площадки разделителем РХ-2 перемещаются поштучно на транспортер, периодически подающий хлысты под пилу для распиловки на отрезки необходимых размеров, которые затем с помощью сбрасывающего устройства подаются на один или на два сортировочных транспортера, расположенных по обе стороны приемного транспортера. На установке ПЛХ-ЗАС можно раскряжевывать хлысты с наибольшим диаметром 0,6 м. Скорость подачи хлыста (м/с): основная 1,09, замедленная 0,34. На установке можно получить 14 различных размеров по длине отрезков с точностью + 2—3 см. Общая установленная мощность электродвигателей 64,7 кВт.
Раскряжевочная установка ЛО-15С (рис. 74,6) представляет собой измененный вариант линии ПЛХ-ЗАС. Для поштучной загрузки служит гидроманипулятор ЛО-13С. Роликовый приемный транспортер заменен поворотным гладким лотком с выдвижными упорами, имеющими общий привод с гидродемпфером, позволяющим плавно воспринимать и гасить удары движущегося хлыста, применять односкоростной подающий транспортер с питающим вальцом и повышать точность размеров выпиливаемых сортиментов. Пильный механизм установки включает станок АЦ-ЗС и трехпильный блок, расположенный вдоль приемного лотка и предназначенный для распиловки вершинной части хлыста. Комлевая часть хлыста распиливается по индивидуальной схеме раскроя пилой АЦ-ЗС. Полученные лесоматериалы по лотку поступают на сортировочный транспортер. Вершинная часть хлыста длиной до 8 м скатывается при наклоне лотка на пильный блок и распиливается по обезличенной схеме раскроя на двухметровые отрезки, поступающие на отдельный сортировочный транспортер. Скорость подачи хлыста под пилу 1,86 м/с. Диаметр пил пильного блока 800 мм, скорость резания 68,6 м/с. Число размеров по длине получаемых лесоматериалов 19. Общая установленная мощность, включая манипулятор, 124 кВт.
Раскряжевочная установка ПЛХ-3 в отличие от ПЛХ-ЗАС имеет балансирную пилу АЦ-2М. Прижим хлыста в процессе пиления осуществляется двумя рычагами сверху. Подающий и приемный транспортеры имеют скорость 1,1 и 0,55 м/с. Число упоров приемного транспортера—12. Установленная мощность 43 кВт.
Станки с непрерывным надвиганием применяют для продольной распиловки пиломатериалов, а иногда и для распиловки тонких круглых лесоматериалов. Конструкция этих станков приспосабливается к условиям распиловки, при этом большое значение имеют форма и размеры распиливаемого лесоматериала, его положение в процессе распиловки, необходимое число пропилов в нем. Они имеют механизмы пиления и надвигания, а также прижимные и направляющие устройства.
Механизм пиления. Станки с непрерывным надвиганием бывают однопильные и многопильные. В однопильных станках для получения повторных пропилов лесоматериал необходимо возвращать в первоначальное положение и надвигать повторно. У многопильных станков число пил соответствует необходимому числу пропилов, поэтому лесоматериал распиливается за одно надвигание. Пилы многопильных станков устанавливают на одном (рис. 21.6, а, б) или на разных валах, размещая их в шахматном порядке. В двухпильных станках одна из пил может перемещаться в осевом направлении вместе с диском (рис. 21.6, б). Это дает возможность выпиливать пиломатериалы различной ширины. Впереди пилы устанавливают гребенки, препятствующие выбрасыванию пилой распиливаемого лесоматериала, а за пилой расклинивающий нож.
Механизм надвигания. Для надвигания распиливаемого материала применяются роликовые и цепные (несущие и скребковые) транспортеры (см. рис. 19.3, б, в), а также горизонтальные и вертикальные питающие вальцы . В скребковых транспортерах движение от цепи к материалу передается упорами цепи, при этом цепь может располагаться ниже (рис. 21.6, в) или сбоку распиливаемого материала (рис. 21.6, г). Цепные несущие и скребковые транспортеры с нижним расположением цепи применяются обычно для распиловки лесоматериала по ширине, а скребковые с боковым расположением цепи — по толщине. У роликовых и цепных несущих транспортеров движение распиливаемому материалу передается силой трения его о ролики или цепь. Для увеличения силы трения применяют различные прижимные устройства, сохраняющие в то же время положение материала в процессе его распиловки. К ним относятся скользящие прижимы (рис. 21.6, д), гладкие или рифленые прижимные ролики (рис. 21.6, е). При работе с несущими цепными транспортерами в качестве прижимных устройств применяют также гусеничные прижимы, удобные для распиливания коротких пиломатериалов.
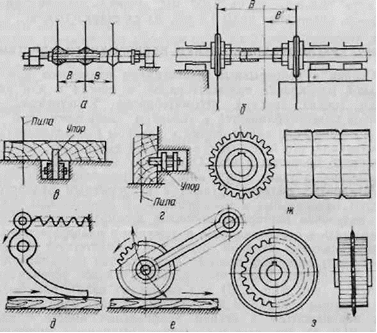
Рис. 21.6. Узлы станков с непрерывным надвиганием
Питающие вальцы применяются при распиловке пиленых и круглых лесоматериалов. Горизонтальные вальцы используют обычно при распиловке их по ширине (см. рис. 19.3, г), а вертикальные— по толщине (см. рис. 19.3, д). В последнем случае распиливаемый материал ставят на ребро. Длина вальцов должна быть несколько больше ширины или высоты распиливаемого материала. Поддерживающие и направляющие вальцы делают обычно гладкими, а ведущие — с ребристой поверхностью (рис. 21.6, ж). При надвигании питающими вальцами для увеличения силы трения между вальцами и материалом применяют прижимные ролики в виде гладкого или рифленого колеса. Этот ролик может иметь посередине обода ребро (рис. 21.6, з), выполняющее роль расклинивающего ножа. Прижимные вальцы, как и скользящие прижимы, могут прижимать распиливаемый материал к нижней или боковой опорной поверхности.
Механизм надвигания может приводиться в движение от пильного вала или от индивидуального двигателя. В первом случае надвигание распиливаемого материала происходит только при вращении пилы, во втором двигатели механизма пиления и надвигания сблокированы, при этом остановка механизма пиления всегда вызывает и остановку механизма надвигания. Сопротивление надвиганию распиливаемого материала определяют в зависимости от типа механизма надвигания.
Для продольной распиловки лесоматериалов применяются станки непрерывного действия с горизонтальными и вертикальными приводными вальцами, а также станки с цепными транспортерами.
Станки с горизонтальными вальцами. Они применяются для распиловки пиломатериалов по ширине на несколько частей, а также для обрезки кромок необрезных досок, в последнем случае их называют обрезными (рис. 21.7, а). Такие станки имеют одну, две и более пил. Станки с вертикальными вальцами. Эти станки служат для распиловки досок и горбылей по толщине. Наиболее распространен ребровый станок ЦР-4, он имеет одну пилу диаметром 800 мм с расклинивающим ножом и механизм надвигания, состоящий из двух пар вертикальных вальцов, поставленных перед пилой (рис. 21.7, б). Основные два вальца устанавливают на определенном расстоянии от плоскости пилы в "зависимости от необходимой толщины отпиливаемой доски. Два других вальца служат для прижима распиливаемого материала к основным вальцам. Прижим вальцов осуществляют посредством груза, подвешенного к суппорту прижимных вальцов. Для отвода вальцов применяется гидропривод, мощность которого 0,5 кВт. Наибольшая толщина распиливаемого материала 250 мм, толщина выпиливаемых досок от 8 до 125 мм.
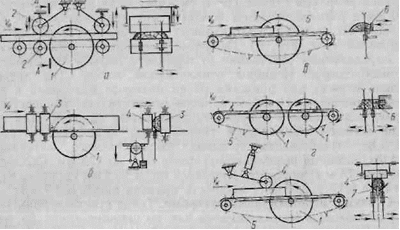
Рис. 21.7. Схемы круглопильных станков с непрерывным надвиганием:
/ — пила; 2 — горизонтальные приводные вальцы; 3 — вертикальные приводные вальцы; 4 — прижимные вальцы; 5 — скребковый цепной транспортер; 6 — направляющая стенка,(линейка); 7 — лоток
Станки с цепными транспортерами. Такие станки используют для распиловки лесоматериалов как по ширине, так и по толщине. В качестве механизма надвигания применяют скребковые цепные транспортеры. При распиловке по ширине верхняя ведущая ветвь цепи скользит в желобе, устроенном в столе станка и находится под распиливаемым материалом (см. рис. 21.6,в). В станках, распиливающих материал по толщине, ведущая ветвь транспортера движется сбоку по отношению к распиливаемому материалу в желобе, расположенном в вертикальной направляющей стенке (см. рис. 21.6, г).
Для раскряжевки хлыстов применяют однопильные установки периодического действия с продольным перемещением хлыста ПЛХ-ЗАС, ПХЛ-3, ЛО-15С.