

13
После затвердевания металла, отливку извлечь из формовочной смеси.
Стержни из отливки удалите легким постукиванием молотком. После оконча-
тельного остывания отливки ее очистить от приставшей формовочной и стержне-
вой смеси.
7. Осмотреть визуально отливку.
Оценить ее качество и определить дефекты.
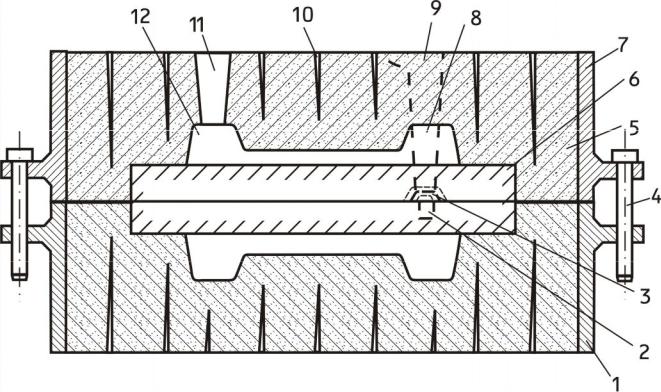
Рисунок 9- Эскиз разреза литейной формы: 1 - нижняя опока, 2 - питатель, 3 - шлакоуловитель,4 - направляющие штыри, 5 - формовочная смесь,
6 -стержень, 8 - стояк, 7 - верхняя опока,9 - литниковая чаша, 10 - вентиляционные каналы, 11 - выпор,12-литейная полость
5 Изготовления стержней
Стержни изготавливают в стержневых ящиках(рисунок 2а) в той же по-
следовательности, что и литейную форму. Для повышения прочности стержни подвергают сушке при температуре 200300 °С.
14
6 Виды брака отливок
По ГОСТу предусмотрено22 вида дефектов литья. Главные из них сле-
дующие:
1. Усадочные раковины - закрытые внутренние полости в отливках, с не-
ровной, часто зазубренной, темной (окисленной) поверхностью.. Они обнаружи-
ваются в тех сечениях отливки, где металл затвердевает в последнюю очередь. С
целью предупреждения образования усадочных раковин применяются так назы-
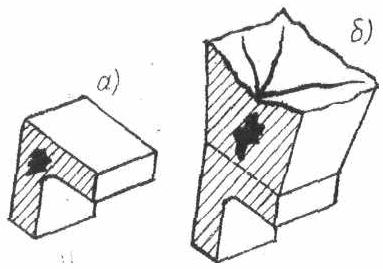
ваемые прибыли (рисунок 10,а - усадочная раковина в тепловом узле отливки; ри-
сунок 10,б - усадочная раковина в прибыли, отливка плотная). Из прибыли боль-
шого объема жидкий металл непрерывно поступает в затвердевающую отливку, в
последнюю очередь металл затвердевает в прибыли, где и образуется усадочная раковина.
Рисунок 10Схема сечения отливки по месту возникновения усадочной раковины: а) усадочная раковина в тепловом узле отливки; б) усадочная раковина в прибыли (отливка плотная)
2. Усадочная пористость - это скопление мелких пустот (пор) неправиль-
ной формы, которые образовались в отливке в результате объемной усадки при отсутствии доступа жидкого металла. Способ устранения пористости тот же, что
идля усадочной раковины.
3.Газовые раковины - полости в теле отливок, имеющие округлую фор-
му и гладкую (чаше окисленную) поверхность. Размер их - от 1 до 10 мм (рисунок
15
11). Возникновение газовых раковин связано с повышением содержания влаги в формовочной смеси, с чрезмерным уплотнением формы, с отсутствием газоотво-
дящих каналов в стержнях. Во всех этих случаях водяные пары и газы, которые образуются от разложения связующих веществ, входящих в состав формовочных и стержневых смесей, не найдя выходя в атмосферу, устремляются в жидкий ме-
талл, заполнивший форму при затвердевании отливкиони остаются в ней в виде газовых раковин.
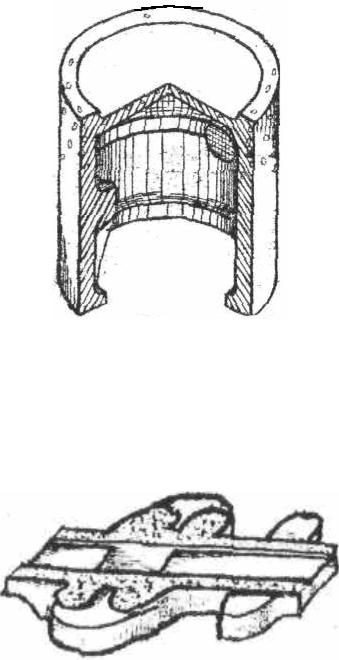
Рисунок 11 - Отливка поршня (серый чугун), пораженная газовыми раковинами
4. Песчаные раковины - открытые или внутренние полости в отливке, це-
ликом или частично заполненные формовочной смесью. Частицы формовочной смеси попадают в отливку во время заливки а результате разрушения формы(ри-
сунок 12).
Рисунок 12 - Отливка (основание тисков) поражена песчаными раковинами
16
5. Горячие трещины - сквозные или несквозные разрывы в теле отливки;
стенки отливки в местах разрыва имеют зазубренную темную(окисленную) по-
верхность. Горячие трещины обнаруживают обычно в местах перехода от тонкого сечения отливки к толстому, в местах резких переходов сечений под прямым или острым углом (рисунок 13). Они образуются также в сечениях отливки, подвер-
женных в процессе затвердевания растягивающим усилиям. Эти усилия возника-
ют в связи с сопротивлением, которое оказывает форма или стержень естествен-
ному сокращению размеров отливки за счет линейной усадки ее при охлаждении после затвердевания (рис. 14). С увеличением линейной усадки сплава опасность появления горячих трещин увеличивается; особенно часто образуются горячие трещины, а стальных отливках.
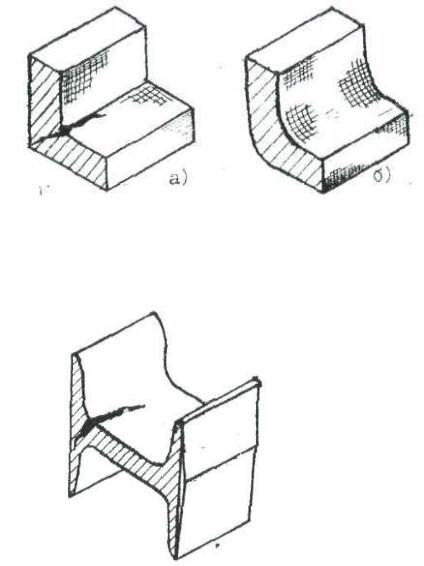
Рисунок 13Сечение отливки по месту возникновения горячей трещины:
а) трещина возникла в месте резкого перехода сечений; б) переход сечений вы-
полнен плавным – трещина отсутствует.
Рисунок 14 - Сечение отливки по месту образования горячей трещины.
17
6. Недоливы и спаи. При недоливе форма заполняется металлом лишь час-
тично; обычно оказываются незаполненными верхние (по положению при залив-
ке) сечения формы. Спай возникает в месте соединения двух потоков металла
(рисунок 15), заполняющих форму, когда эти потоки не сливаются полностью.
Недоливы и спаи появляются при чрезмерно тонких стенках отливки, а также при недостаточной температуре сплава вo время заливки формы.
Рисунок 15 - Отливка (крышка) имеет на верхней (по положению при заливке) плоскости спай.
7. Пригар - трудноудаляемый слой формовочной или стержневой смеси,
приварившейся к отливке. Он возникает в результате недостаточной огнеупорно-
сти смеси, а также вследствие чрезмерно высокой температуры металла, заливае-
мого в форму. Причиной недостаточной огнеупорности смеси может быть засоре-
ние песка легкоплавкими составляющими.
8.Заливы - тонкие различные по величине и форме, не предусмотренные чертежом выступы на отливке, образующиеся по плоскости разъема формы из-за наличия излишнего зазора между полуформами.
9.Перекос - несоответствие конфигурации отливки чертежу из-за смеще-
ния одной части отливки относительно другой. Как правило, перекос является следствием неправильного центрирования опок при чрезмерном износе штырей.
10. Коробление - несоответствие конфигурации отливки чертежу вследст-
вие ее искажения при охлаждении под влиянием внутренних напряжений.