

8
Прибыли служат для питания утолщенных мест отливки и располагаются так, чтобы металл в них застывал последним. Усадочная раковина должна полно-
стью располагаться в прибыли.
Литейные формы изготовляют в основном в опоках.
Опока - жесткая рамка (прямоугольная, квадратная, круглая), изготовлен-
ная из чугуна, стали, алюминиевых сплавов, предохраняет форму от разрушения во время ее сборки, транспортировки и заливки жидким металлом. Обычно форму изготавливают в двух опоках, которые центрируются с помощью штырей: в ушки верхней опоки устанавливают штыри и вместе с опокой наводят на ушки нижней опоки.
2 Литейные сплавы
В современном машиностроении для получения отливок наиболее часто применяют чугун, сталь, цветные сплавы (алюминиевые, медные, магниевые). В
данной работе для получения отливок будем использовать силумин марки АК12
(АЛ2) Силумин марки АК12 - это сплав алюминия с 10-13% кремния.
Свойства силумина марки АК12:
температура плавления………………………580-600 °С |
|
плотность, г/см3 ……………………………...2,5-2,7 |
|
предел прочности, МПа……………………...180 |
|
относительное удлинение, %.......................... |
6 |
твердость, НВ…………………………………50 |
|
линейная усадка, %........................................... |
1. |
3 Получение жидкого металла
Исходные материалы, применяемые для выплавки металлов и сплавов, на-
9
зываются шихтовыми материалами (шихтой). В качестве шихты используют чистые металлы, специальные сплавы, отходы производства, а также флюсы,
служащие для образования шлака, который защищает жидкий металл от окисле-
ния.
Для получения силумина марки АК12 в данной работе используются отхо-
ды производства с добавлением свежего силумина. Для расплавления силумина применяют тигельную печь сопротивления.
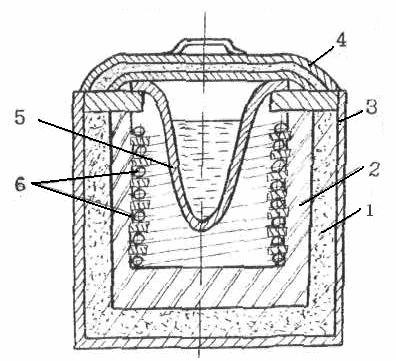
Устройство электрической печи сопротивления показано на рисунке 4
Рисунок 4 - Схема электрической печи сопротивления 1 - теплоизоляция, 2 - огне-
упорный кирпич, 3 - кожух, 4 - крышка, 5 - тигель. 6 - нагреватель Электрическая печь сопротивления состоит из цилиндрического сварного
кожуха 3, футерованного огнеупорным кирпичом 2. Между кожухом 3 и футе-
ровкой находится теплоизолирующий асбестовый экран 1. В качестве нагревате-
ля используется нихромовая спираль6. Внутри печи установлен чугунный ти-
гель 5, закрытый крышкой 4
Заливка металлом литейных форм производится разливочным ковшом. Заливка металла должна производиться непрерывной струей, чтобы исключить попадание шлака и воздуха в полость формы.
10
4 Последовательность изготовления литейной формы
1.Изготовить нижнюю полуформу (рисунок 5), для чего:
-установить нижнюю половину модели 5 и модель питателя 3 на подмодель-
ную плиту 1;
-накрыть модели нижней опокой 2 так, чтобы расстояние от края модели до опоки было не менее 20 мм. Ушки 4 на опоке должны быть внизу (рисунок 5);
Рисунок 5 - Установка нижней половины модели и питателя в нижней опоке: 1 – подмодельная плита, 2- - нижняя опока, 3- питатель, 4 – ушки, 5- нижняя по-
ловина модели
-засыпать модели слоем формовочной смеси толщиной20-30 мм и плотно обжать руками смесь;
-добавить слой формовочной смеси до 50-60 мм и утрамбовать;
-полностью заполнить формовочной смесью опоку и уплотнить трамбовкой.
Устенок опоки плотность набивки должна быть наибольшей, так как смесь мо-
жет высыпаться при переворачивании опоки;
-удалить излишки смеси линейкой;
-наколоть душником (иглой) вентиляционные каналы. Они недолжны находиться ближе 10-15 мм от модели (рисунок 6);
11
Рисунок 6 - Эскиз разреза нижней полуформы: 1 - формовочная смесь; 2 - вентиляционные каналы, 3 - нижняя половина модели,
4-питатель, 5- подмодельная плита
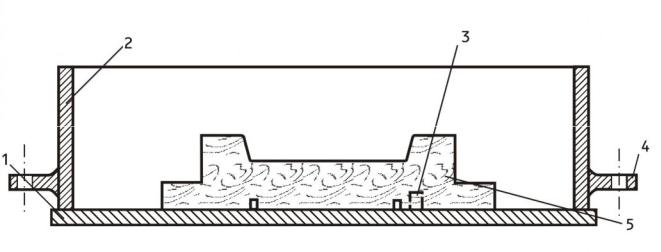
2.Изготовить верхнюю полуформу (рисунок 7), для чего:
-перевернуть нижнюю опоку 1 на 1800;
-установить по шипам вторую половину модели 2;
-установить по направляющим штырям верхнюю опоку 3;
-посыпать плоскость разъема разделительным слоем песка;
-установить модели шлакоуловителя 4, стояка 5 и выпора 6 (рисунок 7);
Рисунок 7 - Изготовление верхней полуформы: 1 - заформованная нижняя опока, 2 - верхняя половина модели. 3 - верхняя опока, 4 – модель шлакоуловителя,
5 - модель стояка, 6 - модель выпора, 7- штырь
12
Модель шлакоуловителя и часть модели стояка показаны пунктирными ли-
ниями, так как они находятся за моделью детали
-засыпать модели слоем формовочной смеси толщиной20-50мм и плотно обжать руками смесь вокруг моделей;
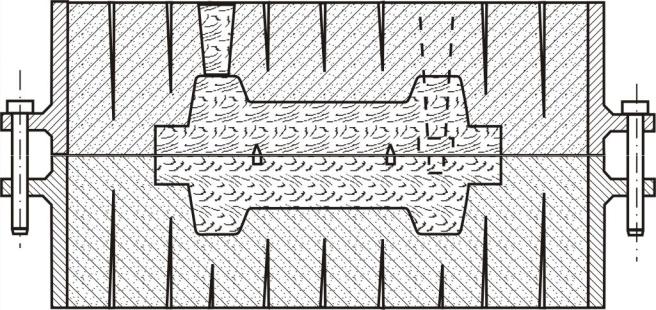
-заформовать верхнюю опоку подобно нижней (рисунок 8).
Рисунок 8 - Заформованная модель детали
3.Извлечь элементы модельного комплекта из формы, для чего:
-извлечь модели стояка и выпора. Расширить верхнюю часть стояка для образо-
вания литниковой чаши;
- раскрыть опоки (снять верхнюю опоку с нижней) и положить плоскостью разъе-
ма вверх;
-извлечь из обеих опок модели отливки, питателя, шлакоуловителя;
-исправить гладилкой поврежденные места и продуть литейную форму струей воздуха.
4.Собрать литейную форму, для чего (рисунок 9):
-установить в нижнюю опоку стержень на отпечатки знаков;
-закрыть форму, т.е. накрыть нижнюю опоку верхней;
-подать опоки под заливку.
5.Запить металл в литейную форму.
6.Выбить и очистить отливку.