

НГиЧ
.pdfК а н а в к и п о д у п л о т н и т е л ь н ы е к о л ь ц а исполь-
зуются для установки войлочных или фетровых колец, уплотняющих ме-
сто выхода вращающейся детали (например, место выхода вала из корпуса редуктора).
Форма и размеры таких канавок приведены на рис. 65.
Рис. 65. Канавка под сальниковое уплотнение
Р и ф л е н и я выполняются на поверхностях деталей либо для направления при напрессовывании (рифление прямое, рис. 66 а), либо для того, чтобы деталь не проскальзывала в руках при вращении (рифление сетчатое, рис. 66 б).
Условное изображение и обозначение рифления на чертежах выпол-
няется в соответствии с ГОСТ 21474–75 (рис. 66 в).
81
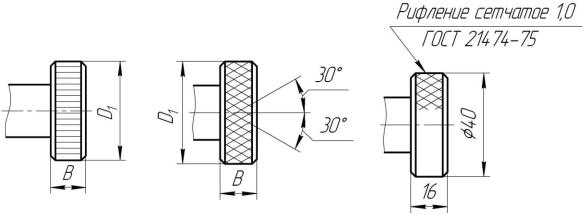
Риски изображаются примерно на 1/3 диаметра поверхности по всей длине рифления. Обозначение рифления выполняется в две строки и со-
стоит из наименования типа рифления, цифры, указывающей величину ин-
тервала между рисками, и номера стандарта.
а) |
б) |
в) |
Рис. 66. Рифления (ГОСТ 21474–75):
а – прямое; б – сетчатое; в – обозначение на чертеже
Ш п о н о ч н ы е п а з ы выполняют всегда в двух сопряженных деталях – вале и втулке. В пазы устанавливают шпонку, передающую кру-
тящий момент от вала к втулке или наоборот (рис. 67).
Формы и размеры шпоночных пазов установлены следующими стандартами:
ГОСТ 23360–78 для пазов под призматические шпонки (рис. 68);
ГОСТ 24071–97 для пазов под сегментные шпонки (рис. 69);
ГОСТ 24068–80 для пазов под клиновые шпонки (рис. 70).
На рис. 71 приведены другие варианты простановки размеров шпо-
ночных пазов (на валу и втулке) на рабочих чертежах.
82
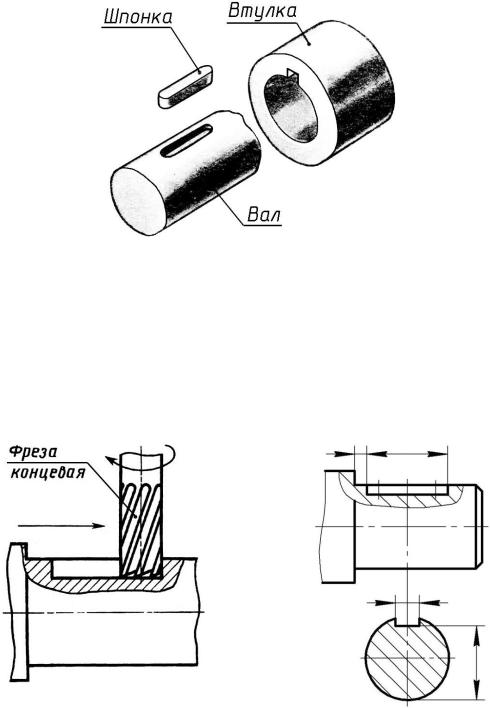
Рис. 67. Детали шпоночного соединения
а) |
б) |
Рис. 68. Паз под призматическую шпонку:
а– изготовление паза с помощью концевой фрезы;
б– изображения и размеры паза
83

а) |
б) |
Рис. 69. Паз под сегментную шпонку:
а– изготовление паза с помощью шпоночной фрезы;
б– изображения и размеры паза
а) |
б) |
Рис. 70. Паз под клиновую шпонку:
а– изготовление с помощью прорезной фрезы;
б– изображения и размеры паза
84

а) |
б) |
Рис. 71. Другие варианты простановки размеров шпоночных пазов:
а – на валу; б – во втулке
При обработке на токарном станке вал устанавливают в центрах. Для удобства центрирования на обоих торцах вала (рис. 72) выполняются ц е н т р о в ы е о т в е р с т и я различных типов и размеров.
Рис. 72. Установка вала в центрах
Если в окончательно изготовленном изделии должны быть центро-
вые отверстия, выполняемые по ГОСТ 14034–74, то их отмечают на чер-
теже знаком « » с указанием обозначения по ГОСТ 14034–74 на полке линии-выноски. Пример условного обозначения центрового отверстия
» с указанием обозначения по ГОСТ 14034–74 на полке линии-выноски. Пример условного обозначения центрового отверстия
85

типа А (с одним конусом) с величиной диаметра цилиндрического отвер-
стия 3,5 мм показан на рис. 73.
В тех случаях, когда центровые отверстия не имеют функциональ-
ного назначения, их можно не изображать на чертеже.
Рис. 73. Пример условного обозначения центрового отверстия
2.4.Виды изделий
Из д е л и е м называется любой предмет или набор предметов производства, подлежащих изготовлению на предприятии.
ГОСТ 2.101–68 устанавливает следующие в и д ы и з д е л и й:
–детали;
–сборочные единицы;
–комплексы;
–комплекты.
Изделия, в зависимости от наличия или отсутствия в них составных частей, подразделяются на следующие:
–неспецифицированные (детали) – не имеющие составных частей;
–специфицированные (сборочные единицы, комплексы, комплек-
ты) – состоящие из двух и более составных частей.
86
Д е т а л ь – это изделие, изготовленное из однородного по наимено-
ванию и марке материала, без применения сборочных операций, например:
валик из одного куска металла; литой корпус; пластина из биметалличе-
ского листа; печатная плата и т. п.
С б о р о ч н а я е д и н и ц а – это изделие, составные части кото-
рого подлежат соединению между собой на предприятии-изготовителе сборочными операциями (свинчиванием, сочленением, клепкой, сваркой,
пайкой и т. п.), например: автомобиль, станок, телефонный аппарат, ре-
дуктор.
Ко м п л е к с – это два или более специфицированных изделия, не соединенных на предприятии-изготовителе сборочными операциями, но предназначенных для выполнения взаимосвязанных эксплуатационных функций, например: поточная линия станков, автоматическая телефонная станция.
Ко м п л е к т – это два или более изделия, не соединенные на предприятии-изготовителе сборочными операциями и представляющие набор изделий, имеющих общее эксплуатационное назначение вспомога-
тельного характера, например: комплект запасных частей, комплект ин-
струмента.
Виды конструкторских документов
ГОСТ 2.102–68 устанавливает виды и комплектность конструктор-
ских документов (КД) на изделия.
К конструкторским документам относятся графические и текстовые документы, которые в отдельности или в совокупности определяют состав и устройство изделия и содержат необходимые данные для его разработки или изготовления, контроля, приемки, эксплуатации и ремонта.
87
Конструкторские документы, разрабатываемые на деталь:
– |
ч е р т е ж д е т а л и – это документ, содержащий изображение |
детали и другие данные, необходимые для ее изготовления и контроля; |
|
– |
э л е к т р о н н а я м о д е л ь д е т а л и – это документ, со- |
держащий электронную геометрическую модель детали и требования к ее
изготовлению и контролю; |
|
||
– |
э с к и з |
д е т а л и – это чертеж детали, выполненный от руки |
|
без применения чертежных инструментов в произвольном масштабе. |
|||
В комплект КД, разрабатываемых на специфицируемое изделие, |
|||
входят следующие документы: |
|
||
– |
с б о р о ч н ы й ч е р т е ж |
– это документ, содержащий изоб- |
|
ражения |
изделия |
и другие данные, |
необходимые для его сборки и кон- |
троля (шифр сборочного чертежа – СБ); |
|||
– |
ч е р т е ж о б щ е г о в и д а – это документ, определяющий |
||
конструкцию изделия, взаимодействие его основных составных частей и поясняющий принцип работы изделия (шифр – ВО);
– |
с п е ц и ф и к а ц и я |
– это документ, определяющий состав сбо- |
рочной единицы, комплекса или комплекта; |
||
– |
э л е к т р о н н а я |
с т р у к т у р а и з д е л и я – документ, |
содержащий в электронной форме состав сборочной единицы, комплекса или комплекта и иерархические отношения (связи) между его составными частями и другие данные в зависимости от его назначения.
За основные конструкторские документы, которым не присваива-
ется шифр, принимаются:
–для деталей – чертеж детали и (или) электронная модель детали;
–для сборочных единиц, комплексов и комплектов – спецификация
и(или) электронная структура изделия.
88

2.5. Соединения деталей
Соединения деталей, входящих в состав сборочной единицы, под-
разделяют на следующие группы:
разъемные (возможна многократная сборка и разборка без повре-
ждения формы и размеров соединяемых деталей) (табл. 8);
неразъемные (невозможна разборка без повреждения формы и размеров соединяемых деталей или без повреждения соединительного шва – сварного, паяного и т. п.) (табл. 9).
|
|
Таблица 8 |
|
|
Разъемные соединения деталей |
||
|
|
|
|
Тип |
Детали соединения |
Наглядное изображение |
|
соединения |
соединения |
|
|
|
|
||
|
|
|
|
1 |
2 |
3 |
|
|
|
|
|
Резьбовое |
|
|
|
|
|
|
|
Шлицевое |
|
|
|
|
|
|
|
89

Продолжение табл. 8
1 |
2 |
3 |
Болтом
деталями |
Шпилькой |
Стандартными крепежными |
|
Винтом |
|
Шпонкой |
Шплинтом
90