

1 Понятие 6 сигм
Шесть сигм (англ. Six sigma) — это один из методов управления процессами, основанный на проведении статистической оценки фактов, данных процесса, систематическом поиске и разработке мероприятий по повышению уровня выхода годной продукции, их последовательному внедрению и последующему анализу безошибочности процессов для увеличения удовлетворенности клиентов.
В современном понимании 6 сигм рассматривается и как философия, и как методология, и как набор инструментов совершенствования работы. Она применяется в организациях различных сфер деятельности – промышленных предприятиях, медицинских учреждениях, банках, транснациональных корпорациях и пр.
Понятие «шесть сигма» было взято из терминологии математической статистики. Сигма (обозначается строчной буквой греческого алфавита- σ) отражает среднеквадратическое отклонение статистической совокупности, являясь мерой вариабельности. Суть понятия «процесс шесть сигма» заключается в том, что процесс производства считается бездефектным, если промежуток между математическим ожиданием(МО) процесса и его границей поля допуска будет равным шести среднеквадратическим отклонениям. Это утверждение основывается на знаниях, полученных из работ по исследованию возможностей процессов производства. В упомянутых исследованиях за единицу расстояния между МО и границей поля допуска принято брать среднеквадратическое отклонение. В том случае если среднеквадратическое отклонение приближается к середине поля допуска, а МО смещается от него, в промежуток между МО и ближайшей границей поля допуска будет входить меньшее количество среднеквадратических отклонений.
Уровень безошибочности производственного процесса в этом методе определяется по числу σ, которое представляет собой удельный вес бездефектной продукции в процентах на выходе процесса. Процесс с качеством 6σ на выходе характеризует 99,99966 % случаев без дефектов, или не более 3,4 дефектов на 1 млн операций. Достижение показателя качества 6σ для всех производственных процессов определено в качестве цели, отсюда и пошло наименование концепции.
Как правило, в большинстве процессов на предприятиях уровень дефектов находится в рамках сигма-анализа между тремя σ и четырьмя σ. Это значит, что выход годной продукции лежит между 93,3 и 99,4%. При четырех сигма частота дефектов равна 6210 случаев на миллион. Из этого становится ясным, что высказывания: "99% нам хватает", - может быть не достаточным. Никто не был бы доволен, если бы он принадлежал к числу 6210 клиентов, которые являются жертвой дефектного товара или процесса. Тем самым метод шесть сигм предоставляет возможность это наряду с повышением продуктивности также увеличивать удовлетворение клиента.
2 Основа применения метода 6 сигм
Если в качестве случайной величины рассматривается параметр качества процесса, то с помощью среднего значения и стандартного отклонения можно оценить вероятную долю дефектов процесса. Для этого предварительного необходимо установить верхнюю и нижнюю границы поля допуска параметра качества. Чем больше будет поле допуска, тем больше будет доля годной продукции этого процесса. Чем больше будет значение сигма, тем меньше доля годной продукции.
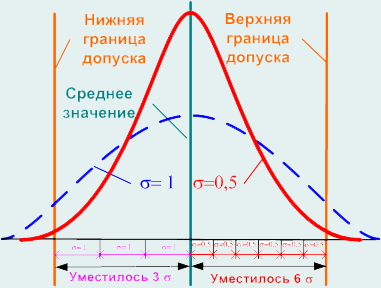
Рисунок 1 – Кривая распределения Гаусса
Чтобы повысить долю годной продукции, необходимо для заданного поля допуска стремиться уменьшить значение сигмы, тем самым, увеличив их количество, укладываемых в поле допуска.
В том варианте, где от среднего значения до ближайшей границы поля допуска уместилось шесть значений сигм, количество дефектных изделий процесса может составлять 3,4 на один миллион. В том варианте, где уместилось три значения сигм, возможное количество дефектных изделий процесса - 66807 на один миллион.
Суть концепции шесть сигм заключается в том, чтобы применяя различные методы и инструменты управления процессами добиться снижения значения стандартного отклонения при заданном поле допуска.