

Плавильно-литейное производство алюминиевых сплавов
Алюминиевые сплавы находят широкое применение во многих отраслях промышленности: транспорте ~38%; строительстве ~20%; машиностроении ~8%; электротехнике ~5% и других [2.1]. Этому способствовало удачное сочетание физических свойств алюминиевых сплавов, которые зависят от ряда факторов. В частности, добавление к алюминию легирующих элементов (медь, кремний, магний, цинк, марганец и др.) или уже присутствие их в жидкой ванне оказывает существенное влияние на характеристики сплавов.
В алюминиевых сплавах могут присутствовать почти все металлы периодической системы элементов, одни в качестве легирующих элементов, другие в качестве нежелательных примесей. Поэтому плавильно-литейное производство алюминиевых сплавов должно предусматривать такие операции как плавление твердого алюминия или алюминиевого лома, добавление легирующих элементов и перемешивание расплава с целью выравнивания химического состава и его температуры во всем объеме ванны, очистка расплава от неметаллических включений (фильтрация), очистка от ненужных примесей (рафинирование), удаление газов из расплава (дегазация), получение из расплава слитков в твердом состоянии (кристаллизация), транспортировка расплава от одного технологического оборудования к другому.
На всех этапах плавильно-литейного производства возможно использование магнито-гидродинамических (МГД) технологий, основанных на взаимодействии жидких металлов с электромагнитным полем.
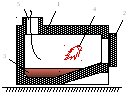
Оборудование процесса плавления. Плавление твердого алюминия или алюминиевого лома осуществляется в плавильных печах. По виду используемого энергоносителя плавильные печи разделяются на газовые, мазутные и электрические. На рис. 1.5 представлен эскиз распространенной прямоугольной камерной печи, работающей на газе или мазуте. Здесь 4 ‒ факел горящего топлива. Каркас печи 1 представляет собой металлоконструкцию, футерованную изнутри огнеупорным материалом. Дверь печи 2 поднимается с помощью гидро- или электропривода, позволяет осуществлять загрузку шихты и чистку резервуара после слива жидкого металла 3. Выделяющиеся в результате горения факела 4 газы удаляются по газоотводу 5. Такие печи, как правило, используются для плавки отходов плавильно-литейного производства алюминиевых заводов, где в качестве шихты используется чистый алюминий или сплавы известных марок.
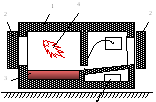
Для плавки алюминиевого лома используется двухкамерная плавильная печь (рис. 1.6). Лом загружается в правую камеру печи, поэтому не имеет непосредственного контакта с жидким металлом 3. Перед плавлением из лома удаляется влага, что обеспечивает безопасность эксплуатации оборудования.
|
|
|
|
Рис. 1.5. Эскиз камерной газовой плавильной печи |
Рис. 1.5. Эскиз двухкамерной газовой плавильной печи |
Для плавки лома с большим содержанием железа используются роторные печи (рис. 1.7). Печь имеет цилиндрический каркас 1, непрерывно вращающийся, что обеспечивает быстрое плавление алюминия и отделение его от железных включений. Такая технология позволяет слить жидкий металл до значительного растворения в нем железа.
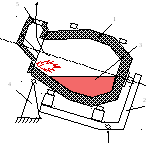
Рис. 1.7. Эскиз роторной плавильной печи
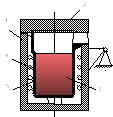
Большое распространение в промышленности получили электрические индукционные тигельная (рис. 1.8) и канальная (рис. 1.9) печи.
Тигельная печь по принципу действия подобна воздушному трансформатору. Первичная обмотка ‒ индуктор 4, вторичная обмотка и одновременно нагрузка ‒ расплавленный металл 3 в тигле 5, помещенный внутри индуктора. Все элементы крепятся к каркасу печи 1 с крышкой 2.
Канальная печь представляет собой трансформатор с магнитопроводом 5. Первичной обмоткой является индуктор, а вторичной служит канальная часть 4, заполненная жидким металлом. Жидкий металл канальной части совместно с жидким металлом ванны печи 3 образуют замкнутый вокруг индуктора 5 виток. Поэтому индукционная канальная печь по принципу действия аналогична трансформатору, работающему в режиме короткого замыкания.
|
|
|
|
|
|
|
Рис. 1.8. Эскиз индукционной тигельной печи |
Рис. 1.9. Эскиз индукционной канальной печи |

Индукционные печи широко используются для выплавки черных и цветных металлов, высококачественных сплавов, требующих особой чистоты.
Оборудование приготовления сплавов. Приготовление сплавов осуществляется в миксерах. На заводах производства первичного алюминия жидкий металла в миксеры поступает в заливочных ковшах из электролизного производства. На заводах вторичной переработки алюминия жидкий металл поступает в миксеры непосредственно из плавильных печей. На рис. 1.10 и 1.11 представлены эскизы стационарного и поворотного электрических миксеров соответственно. Жидкий металл заливается в заливочный карман 5. Управление температурным режимом в миксере осуществляется трубчатыми электронагревателями 4, которые с помощью подвесок крепятся к своду миксера.
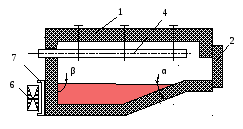
Рис. 1.10. Эскиз стационарного электрического миксера

Рис. 1.11. Эскиз поворотного электрического миксера
Легирующие элементы в миксер подают в окно 2. С целью выравнивания химического состава и температуры во всем объеме ванны миксера используются МГД-перемешиватели.
В стационарных миксерах (рис. 1.10) индуктор МГД-перемешивателя 6, как правило, устанавливается с боковой стороны миксера, а в поворотных миксерах (рис. 1.11) индуктор МГД-перемешивателя 6 устанавливается под подиной миксера. В месте установки индуктора, с целью увеличения эффективности перемешивания, предусмотрено специальное гнездо из немагнитной стали 7.
Для удобства ручной или
механической чистки ванны миксера угол
![]() в подине, со стороны окна, выполняется
в пределах ... ... градусов. Угол между
противоположной боковой стороной и
подиной миксера
в подине, со стороны окна, выполняется
в пределах ... ... градусов. Угол между
противоположной боковой стороной и
подиной миксера![]() в стационарных миксерах равен
в стационарных миксерах равен![]() ,
а в поворотных лежит в пределах от до
.
,
а в поворотных лежит в пределах от до
.
Вспомогательное оборудование. Из миксера приготовленный расплав по металлотракту (желобу) подается в литейную машину. Между миксером и литейной машиной устанавливают вспомогательное или внепечное оборудование к такому оборудованию относятся фильтры и дегазаторы или рафинаторы.
Фильтры предназначены для очистки расплава от неметаллических включений. На рис. 1.12 представлен эскиз пенокерамического фильтра.

Рис. 1.12. Пенокерамический фильтр
Установки рафинирования предназначены для удаления из расплава ненужных примесей или газов. На рис. 1.13 представлен эскиз установки рафинирования.
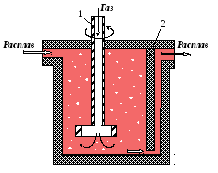
Рис. 1.13. Установка рафинирования
Установки литья. После вспомогательного оборудования расплав по металлотракту поступает в литейную машину. В литейной машине происходит кристаллизация, то есть расплав из жидкого состояния превращается в твердые слитки определенной формы. На рис. 1.14 представлен процесс кристаллизации в машине вертикального литья.
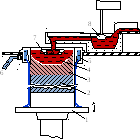
Рис. 1.14. Схема кристаллизации в литейной машине вертикального литья
На рис. 1.15 показана схема кристаллизации в литейной машине горизонтального литья.
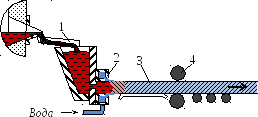
Рис. 1.15. Схема кристаллизации в литейной машине горизонтального литья
Существуют и другие виды литейных установок: