6.Проектирование технологического процесса механической обработки.
Базовый вариант технологического маршрута является классическим для подобного типа деталей и вносить существенные изменения не имеет смысла.
.
Табл.6.1
|
Nоперации |
Наименование операции |
Оборудование |
|
010 |
Токарная |
ЛМ555 |
|
011 |
Кантование |
Кантователь |
|
015 |
Токарная |
ЛМ555 |
|
020 |
Токарная |
ЛМ555 |
|
021 |
Кантование |
Кантователь |
|
025 |
Токарная |
ЛМ555 |
|
030 |
Токарная |
ЛМ555 |
|
035 |
Токарная |
ЛМ555 |
|
036 |
Кантовать |
Кантователь |
|
040 |
Токарная |
ЛМ555 |
|
043 |
Кантовать |
|
|
045 |
Алмазно-расточная |
WKF-800 |
|
050 |
Токарная |
СМ779 |
|
051 |
Перемещение |
Кран консольный поворотный |
|
055 |
Сборка |
А-10 |
|
065 |
Агрегатная |
АМ-8522 |
|
066 |
Сверлильная |
2H118 |
|
070 |
Слесарная |
Верстак слесарный |
|
071 |
Кантование |
Кантователь |
|
075 |
Суперфинишная |
МШ-80 |
|
080 |
Промывка |
моечная машина |
|
081 |
Перемещение |
Рольганг |
|
085 |
Балансировка |
МС-9281 |
|
086 |
Транспортирование |
Кран |
|
087 |
Транспортирование |
Кран |
|
088 |
Перемещение |
Рольганг |
|
090 |
Контроль |
Стол контролёра |
|
095 |
Дефектация |
Кран ПТ-205 |
|
100 |
Запрессовывание |
Стенд |
|
110 |
Укладка |
Кран ПТ-205 |
|
115 |
Сборка |
Рольганг |
|
120 |
Слесарная |
Верстак слесарный |
|
121 |
Слесарная |
Верстак слесарный |
|
123 |
Перемещение |
Рольганг |
Основная обработка детали производится на токарном полуавтомате поэтому наибольший эффект можно получить оптимизируя данные операции.
Мне представляется наиболее целесообразным в условиях нашего тяжёлого экономического положения для того чтобы достигнуть наибольшего экономического эффекта, внедрять в производство последние достижения в области технологии. Таким безусловно являются инструменты шведской фирмы “ABSandvikCoromant” –крупнейшего производителя твердосплавных пластин и инструмента для токарной обработки, фрезерования и сверления.

Применение данного инструмента позволит ужесточить режимы резания и как следствие увеличить производительность на 15-30% по сравнению с традиционными резцами.
Данные пластины из минералокерамики позволяют увеличить Sдо 0.6 мм/об Положительная геометрия обеспечивает мягкое резание при небольших усилиях. Работа на больших скоростях позволит увеличить качество обрабатываемой поверхности.
Большие изменения произвести в данном проекте мне не представляется возможным так как операции продуманы чрезвычайно грамотно. Все операции целесообразны и предназначены для получения необходимой геометрии и качества поверхности.
Эти пластины я применил на операции 065 Токарная на станке СМ779
7.Разработка технологических операций.
Осуществим детальную разработку основных технологических операций механической обработки детали “Маховик”.
Операция 010 Токарная.
Оборудование станок 2-х шпиндельный специальный токарный полуавтомат ЛМ555.
Содержание операции: на станок на обе позиции загружаются заготовки и производится обработка торцев А,Б,В,Ж,Л при помощи поперечных суппортов, а также проточка диаметра Д продольным суппортом. (см рис.7.1)
 Рис.7.1.
Поверхности детали подлежащие обработке
на операции 010.
Рис.7.1.
Поверхности детали подлежащие обработке
на операции 010.
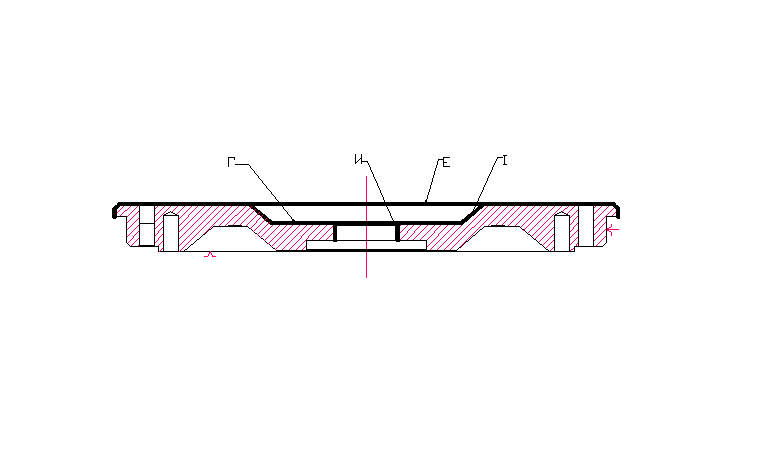
Операция 015 Токарная.
Оборудование станок 2-х шпиндельный специальный токарный полуавтомат ЛМ555.
После предыдущей операции производится кантование и на этой операции уже производится обработка другого торца детали. Поперечным суппортом протачивается торец Е (4-я резцами) одновременно, затем точится конусная поверхность и торец Г. Продольный суппорт протачивает диаметр Ш.
Операция 020 Токарная
Оборудование станок 2-х шпиндельный специальный токарный полуавтомат ЛМ555.
Расточить поверхность И и снять фаску при помощи продольного суппорта. Поперечные суппорта: Точить торец Г,Е окончательно снять фаску.