

page 258
4. A controls network is to be 1500m long. Suggest three different types of networks that would meet the specifications.
(ans. Controlnet, Profibus, Ethernet with multiple subnets)
5 How many data bytes (maximum) could be transferred in one second with DH+?
(ans. the maximum transfer rate is 230 Kbps, with 11 bits per byte (1start+8data+2+stop) for 20909 bytes per second. Each memory write packet contains 17 overhead bytes, and as many as 2000 data bytes. Therefore as many as 20909*2000/(2000+17) = 20732 bytes could be transmitted per second. Note that this is ideal, the actual maximum rates would be actually be a fraction of this value.)
8.4 LABORATORY - DEVICENET
Purpose:
To be introduced to a software based PLC, interfacing with devices using devicenet and practical sensors.
Overview:
In previous coursework you have used PLC-5 processors. The software based PLC is very similar. The most noticeable difference is that Inputs and Outputs will appear in integer memory instead of the normal I:1 and O:0 blocks of memory.
The program to be developed for this laboratory should......
Pre-Lab:
1. Develop the ladder logic for the system described in the Overview.
In-Lab:
1.Follow the Softplc and Devicenet tutorial.
2.Implement a control system to .....
Submit (individually):
1. Program listings and prelab design work.
8.5 TUTORIAL - SOFTPLC AND DEVICENET
Objective: By the end of this tutorial you should be able to do the major steps required to connect a devicenet network and program a SoftPLC to control it. It will end with the connection and
page 259
programming of a Panelview 550 display.
1.Gather the components below. These will be used to build the Devicenet for the rest of the tutorial. When finding components the labels on the back are a good source of information. The information on the front of the devices is not normally useful.
-A PC with a PCIDS devicenet scanner card and software installed
-Devicenet Flex I/O rack on a din rail including,
24VDC adapter 1794-ADN Relay output 1794-DWB 24Vdc source input 1794-IV16 24Vdc sink input 1794-IB16
-a Sola 24Vdc power supply with a power cable attached
-a Sola 24Vdc power supply with a power tap (1485T-P2T5-T5) attached
-a devicenet capable photoswitch (42GNP-9000-QD)
-2 normal photoswitches (42GRP-9000-QD)
-4 Devicenet cable mini connector to wires (1485R-P3M5-C)
-a light stack with red/amber/green
-a central terminal Devicebox (1485P-P4T5-T5)
-3 network taps
-a stop pushbutton
-2 terminator resistors
-thick wire trunk line
-wires for connection
-Panelview 550 touch screen display
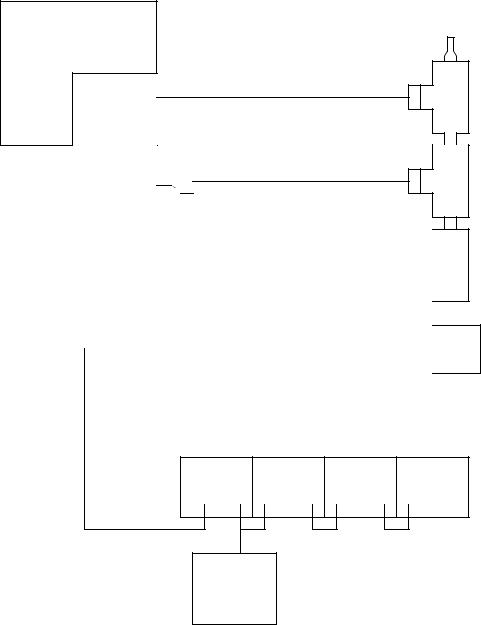
2.Wire up the network below (note: we will add more of the components later).
page 260
PC
1485R-P3R5-C
PCIDS
CARD
terminator 

 1485R-P3R5-C
1485R-P3R5-C
|
|
|
|
|
|
|
|
|
|
|
24V sola |
|
|
|
|
|
|
|
|
|
|
power |
|
thick |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
supply |
|
line |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
thick line
24Vdc sola power supply
terminator
tee
tee
tee
photosensor
flex I/O rack
3.Start the “RS Networx for Devicenet” software. When it starts it might show a diagram of previously programmed devices on the network. We need to get a current list of devices on the network. To do this pick “Selection” “Online”. This will scan the devices on the network and get their current configurations. After this the diagram on the screen will be current.
4.Next, we want to map the data from each of the Devicenet nodes to a location in the SoftPLC memory. Double click on the PCIDS card on the screen. Click on the “scanlist” tab (you may have to upload parameters). Make sure that all of the devices appear on the scanlist. Use the “Input” and “Output” tabs to map these devices to specific input and output memory. Notice
page 261
that this is organized in words (16bits). You will want to make a note of these values, because you will use these when programming the PLC. When done select “Apply” and then “OK”. Exit the program and save the changes. At this point a file has been set up that tells the SoftPLC what devices are on the Devicenet, and what to do with them.
5.Move the pointer to the bottom right of the screen. You will see a black dot near the time. Click twice on this (Note: when the SoftPLC is running this will be green). A screen entitled “Softlogix 5 Status Monitor” will popup. Click on “Config” and then “Start SoftLogix 5”. The SoftPLC should now be running. Click “OK” to dismiss the screens.
6.Start the “RS-Logix SL5 English” software (Note the ‘SL’). Start a “New Project”, the programming window should appear. You should now be ready to tell the SoftPLC that you will be using devicenet. Double click on “Processor Status” and on the pop-up window scroll across and select the “Dnet” tab. For the output file enter “9”, for the input file enter “10”, for the diagnostic file enter “11”. Dismiss the window and look at the memory locations under data files, there should now be I/O words there under N9, N10, N11. The input and output memory set in the RSNetworx program will be put in this memory.
7.Write a simple ladder logic program to read to smart optical sensor and output a value to the relay card. If you need help finding which inputs are which, try running a simple or empty program, and watching the memory.
8.Connect the other photooptical sensors and the light stack to the Flex I/O rack and write a more sophistocated program.
9.Connect the PanelView display, and reconfigure the devicenet network. Use the Panel Builder software to create a visual interface, and then download it to the touchscreen. Write ladder logic that uses it for input and output.