

page 164
7.11 DESIGN CASES
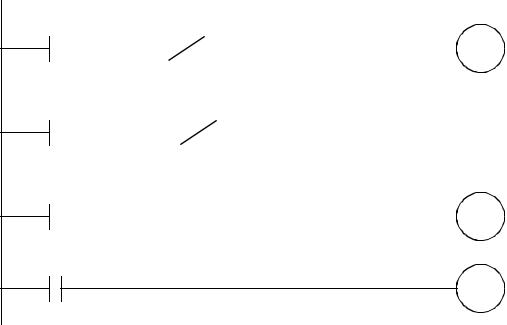
7.11.1 DEADMAN SWITCH
A motor will be controlled by two switches. The Go switch will start the motor and the Stop switch will stop it. If the Stop switch was used to stop the motor, the Go switch must be thrown twice to start the motor. When the motor is active a light should be turned on. The Stop switch will be wired as normally closed.
Motor |
Stop |
C5:0 |
|
|||
|
|
|
|
|
RES |
|
|
|
|
|
|
|
|
Go |
|
Motor |
|
|
||
|
CTU |
C5:0 |
||||
|
|
|
|
|
Preset 2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
Accum. 1 |
|
|
|
|
|
|
|
|
C5:0/DN |
Stop |
Motor |
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Motor
Light
Consider:
- what will happen if stop is pushed and the motor is not running?

page 165
7.11.2 CONVEYOR
A conveyor is run by switching on or off a motor. We are positioning parts on the conveyor with an optical detector. When the optical sensor goes on, we want to wait 1.5 seconds, and then stop the conveyor. After a delay of 2 seconds the conveyor will start again. We need to use a start and stop button - a light should be on when the system is active.
|
|
Go |
Stop |
|
|
Light |
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Light |
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Part Detect |
|
|
|
|
|
TON |
T4:0 |
||||
|
|
|
|
|
|
|
|
|
|
|
Time base: 0.01 |
||
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
Preset 150 |
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
|
|
|
T4:0/DN |
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
TON |
T4:1 |
|||
|
|
|
|
|
|
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|
Time base: 1.0 |
||
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
Preset 2 |
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
|
T4:0/DN |
|
|
|
Light |
|
||||||
|
|
|
|
|
|
|
|
|
|
|
Motor |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
T4:1/DN |
|
|
|
|
|
T4:0 |
RES |
||||
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
T4:1/DN |
|
|
|
|
|
T4:1 |
RES |
||||
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
- what is assumed about part arrival and departure?
7.11.3 ACCEPT/REJECT SORTING

page 166
For the conveyor in the last case we will add a sorting system. Gages have been attached that indicate good or bad. If the part is good, it continues on. If the part is bad, we do not want to delay for 2 seconds, but instead actuate a pneumatic cylinder.
|
|
Go |
Stop |
Light |
|
|||||
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Light |
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Part Detect |
|
|
|
TON |
T4:0 |
|||
|
|
|
|
|
|
|
|
Time base: 0.01 |
||
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
Preset 150 |
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
||||
|
|
|
T4:0/DN |
Part Good |
TON |
T4:1 |
||||
|
|
|
|
|
|
|
|
Time base: 1.0 |
||
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
Preset 2 |
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
||||
|
|
|
T4:0/DN |
Part Good |
TON |
T4:2 |
||||
|
|
|
|
|
|
|
|
Time base: 0.01 |
||
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
Preset 50 |
|
|
|
|
|
|
|
|
|
|
|||
|
|
T4:1/EN |
|
Light |
Motor |
|
||||
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
T4:2/EN |
|
|
|
Cylinder |
||||
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
T4:1/DN |
|
|
|
T4:0 |
RES |
|||
|
|
|
|
|
|
|
|
|||
T4:2/DN
T4:1/DN
T4:1 RES
T4:2/DN
T4:2 RES
7.11.4 SHEAR PRESS
The basic requirements are,
page 167
1.A toggle start switch (TS1) and a limit switch on a safety gate (LS1) must both be on before a solenoid (SOL1) can be energized to extend a stamping cylinder to the top of a part.
2.While the stamping solenoid is energized, it must remain energized until a limit switch (LS2) is activated. This second limit switch indicates the end of a stroke. At this point the solenoid should be de-energized, thus retracting the cylinder.
3.When the cylinder is fully retracted a limit switch (LS3) is activated. The cycle may not begin again until this limit switch is active.
4.A cycle counter should also be included to allow counts of parts produced. When this value exceeds 5000 the machine should shut down and a light lit up.
5.A safety check should be included. If the cylinder solenoid has been on for more than 5 seconds, it suggests that the cylinder is jammed or the machine has a fault. If this is the case, the machine should be shut down and a maintenance light turned on.