

page 160
7.9.1 FLOW CHARTS
•Good when the PLC only does one thing at a time in a predictable sequence.
•The real advantage is in modeling the process in an orderly manner.
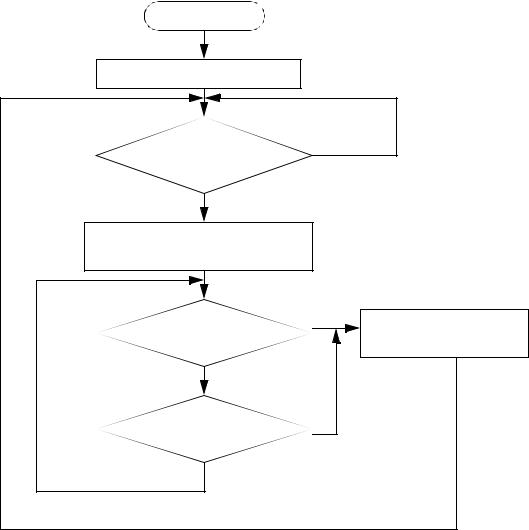
START
Reset all values off
start button pushed? |
no |
|
|
|
|
yes |
|
|
Open inlet valve |
|
|
Close outlet valve |
|
|
Is tank full? |
yes |
Open outlet valve |
|
||
|
Close inlet valve |
|
|
|
|
no |
|
|
stop button pushed? |
yes |
|
|
|
|
no |
|
|
7.10 SAFETY |
|
|
page 161
7.10.1 Grounding
• The case of an object should be tied to ground to give current a path to follow in the case of
a fault that energizes the case. (Note: fuses or breakers will cut off the power, but the fault will be
on for long enough to be fatal.)
e.g., wire break off |
and touches case |
Current can flow two ways, but most will follow the path of least resistance. Good grounding will keep the worker relatively safe in the case of faults.
•Step potential is another problem. Electron waves from a fault travel out in a radial direction through the ground. If a worker has two feet on the ground at different radial distances, there will be a potential difference between the feet that will cause a current to flow through the legs. If there is a fault, don’t run/walk away/towards.
•Always ground systems first before applying power. (The first time a system is activated it will have a higher chance of failure.)
•Safe current levels are listed below [ref hydro handbooks], but be aware that in certain circumstances very low currents can kill. When in doubt, take no chances.
page 162
current in body (mA) |
effect |
0-1 |
negligible |
1-5 |
uncomfortable |
10-20 |
possibility for harm |
20-50 |
muscles contract |
50-100 |
pain, fainting, physical injuries |
100-300 |
heart fibrillates |
300+ |
burns, breathing stops, etc. |
7.10.2 Programming/Wiring
•Fail-safe wiring should be used so that if wires are cut or connections fail, the equipment should turn off. For example, if a normally closed stop button is used and the connector is broken off, it will cause the machine to stop, as if the stop button has been pressed and broken the connection.
•Programs should be designed so that they check for problems and shut down in safe ways. Some PLC’s also have power interruption sensors; use these whenever danger is present.
•Proper programming techniques will help detect possible problems on paper instead of in operation.
7.10.3 PLC Safety Rules
•Use a fail-safe design.
•Make the program inaccessible to unauthorized persons.
•Use predictable, non-configurable programs.
•Use redundancy in hardware.
page 163
•Directly connect emergency stops to the PLC, or the main power supply.
•Check for system OK at start-up.
•Provide training for new users and engineers to reduce careless and uninformed mistakes.
•Use PLC built in functions for error and failure detection.
7.10.4 Troubleshooting
1.Look at the process and see if it is in a normal state. i.e. no jammed actuators, broken parts, etc. If there are visible problems, fix them and restart the process.
2.Look at the PLC to see which error lights are on. Each PLC vendor will provide documents that indicate which problems correspond to the error lights. Common error lights are given below. If any off the warning lights are on, look for electrical supply problems to the PLC.
HALT - something has stopped the CPU
RUN - the PLC thinks it is OK (and probably is)
ERROR - a physical problem has occurred with the PLC
3.Check indicator lights on I/O cards to see if they match the system. i.e., look at sensors that are on/off, and actuators on/off, check to see that the lights on the PLC I/O cards agree. If any of the light disagree with the physical reality, then interface electronics/mechanics need inspection.
4.Turn the PLC off and on again. If this fixes the problem it could be a programming mistake, or a grounding problem. Programming mistakes often happen the same way each time. Grounding problems are often random, and have no pattern.
5.Consult the manuals or use software if available. If no obvious problems exist, the problem is not simple and requires a technically skilled approach.
6.If all else fails call the vendor (or the contractor) for help.