

21 Статическая и динамическая балансировка. Механизация и автоматизация сборочных процессов.
Статическая балансировка (использ. в мелк.сер. и ед.пр-вах) сборочных единиц и деталей состоит в определении величины дисбаланса и его устранение путем перестановки отдельных элементов конструкции, удаления в нужных местах сверлением, шлифованием, растачиванием части металла или, наоборот, добавлением соответствующей его массы сваркой и пр.
Динамическая балансировка применяется для уравновешивания вращающихся сборочных единиц, имеющих большую сравнительно с диаметром длину (напр. шпиндель). При такой балансировке искусственно создается система сил, в которой равнодействующие, а также моменты равны нулю или постоянны по величине и направлению.
Колеблющиеся системы балансировочной машины: 1) с неподвижными опорами (рис А). 2) с фиксированной осью колебания оси балансируемого ротора (рис Б). 3) с фиксированной плоскостью колебания оси ротора (рис Г). 4) без жестких связей оси ротора с окружающей средой (рис Д).
Неуравновешенность механизмов мобильных машин увеличивает их вибрацию, что ухудшает управляемость, отрицательно влияет на прочность и вредно отражается на здоровье обслуживающего персонала.
Балансировку деталей обычно осуществляют в механических цехах при их изготовлении. Однако после сборки сборочных единиц, в которые входят отбалансированные детали, возникает необходимость повторной их проверки, так как смещение одной из деталей, даже в пределах зазоров, предусмотренных чертежом, нередко может вызвать значительную неуравновешенность всей сборочной единицы. В связи с этим в технологических процессах сборки многих изделий балансировка является обязательной операцией.
Балансировка окончательно собранных сборочных единиц на специальных установках или балансировочных станках представляет собой контрольно-пригоночную операцию, которая нередко не включается в поток сборки, а выполняется на отдельном участке. Тем не менее балансировочные работы составляют важнейшую часть процесса сборки.
Точность уравновешивания, допустимые дисбалансы устанавливаются техническими требованиями, исходя из особенностей конструкции и назначения сборочных единиц и деталей, скорости их вращения, допустимых вибраций машины, необходимой надежности и долговечности, возможных физиологических ощущений оператора, работающего на машине в условиях эксплуатации, и пр.
Например, статическую несбалансированность дисков ротора турбин назначают из условия, чтобы неуравновешенная сила не превышала 5% веса диска. Точность динамической балансировки собранного ротора часто устанавливают такой, чтобы возмущающая сила на каждом подшипнике не превышала 1—2% массы ротора. В ряде случаев точность балансировки характеризуют так называемым допускаемым остаточным эксцентриситетом.
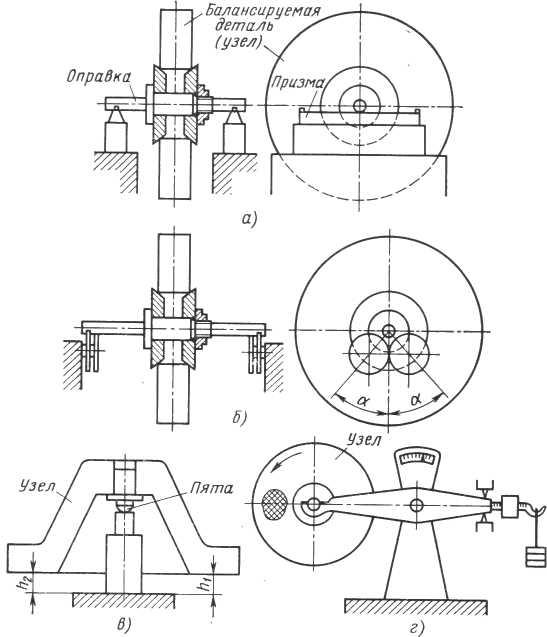
Рис. . Схемы статической балансировки
В процессе сборки обычно производят статическую и динамическую балансировки сборочных единиц — роторов. Статическую балансировку производят на горизонтальных параллелях, на дисковых роликах, на сферической пяте, на весах и на специальных станках.
Статическая балансировка сборочных единиц и деталей состоит в определении величины дисбаланса и его устранении путем перестановки отдельных элементов конструкции, удаления в нужных местах сверлением, шлифованием, растачиванием части металла или, наоборот, добавлением соответствующей его массы сваркой, приклепыванием и пр., а также комбинированием этих способов.
При статической балансировке можно обеспечить точность:
на параллелях или пяте — до 0,001Gk гс*см;
В массовом производстве получают распространение автоматизированные балансировочные машины, в которых процессы соединения балансируемой детали (сборочной единицы) с приводом, определения неуравновешенности, передача этих результатов запоминающим устройствам, ориентация детали и режущего инструмента и операция устранения дисбаланса производятся автоматически. В некоторых таких автоматах процессы определения неуравновешенности и ее устранения совмещены (однопозиционные автоматы); в двухпозиционных же автоматах эти процессы разделены.
В целях проведения динамической балансировки на повышенных скоростях и сокращения времени на операцию в настоящее время ведутся опыты по применению кратковременных (менее 1 м-с) импульсов лазера для устранения излишнего металла без остановки уравновешиваемой детали (сборочной единицы).
Как уже отмечалось, неуравновешенность различных вращающихся сборочных единиц вызывает при работе вибрацию машины. В быстроходных машинах (например, в автомобилях, тракторах) это явление особенно ощутимо. Повышение точности балансировки деталей и сборочных единиц снижает вибрацию.