

3.7 Расчёт норм времени
Операция 030 – Токарно-винторезная
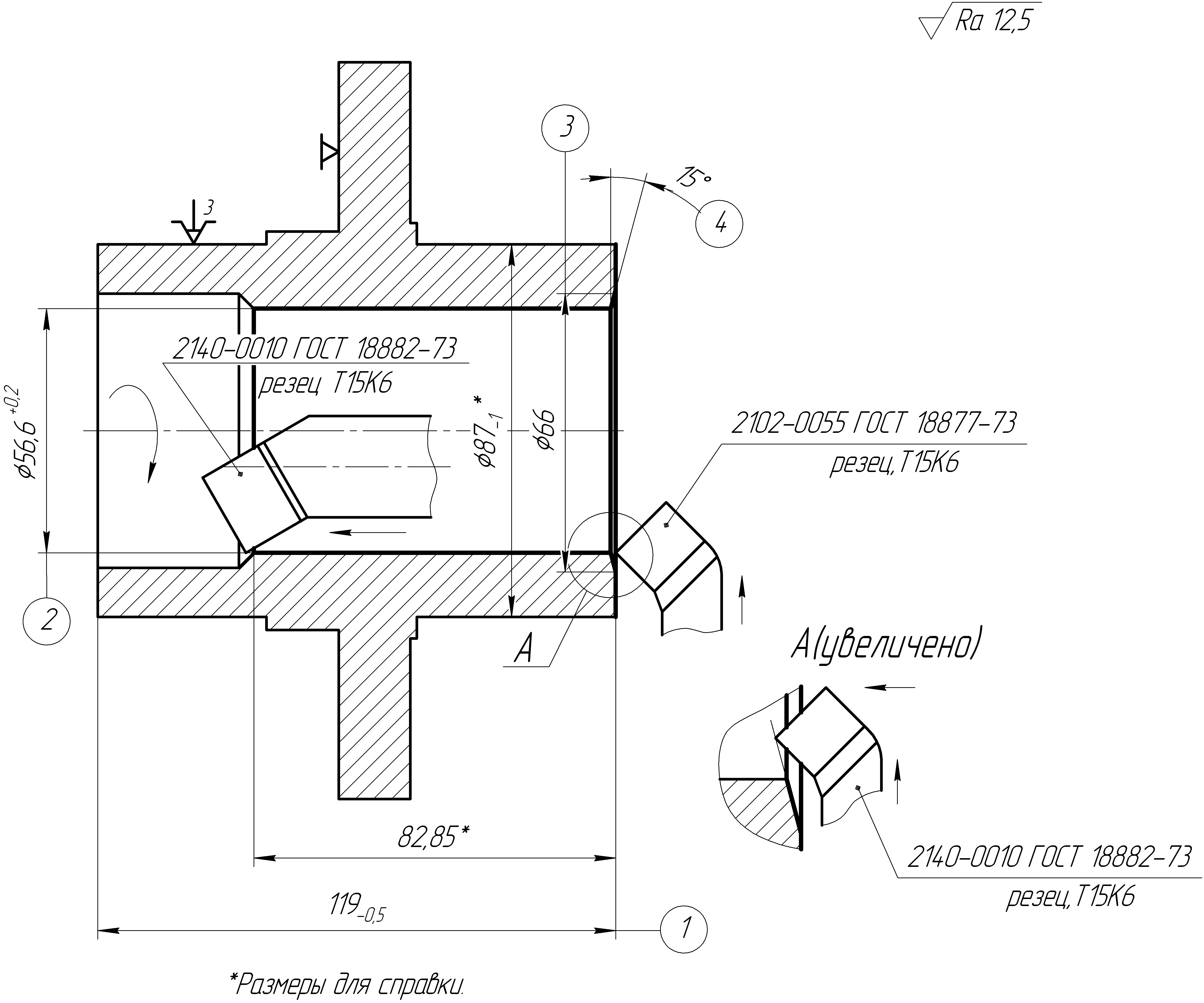
Рисунок – Эскиз операционный
Содержание операции.
А. Установить и закрепить деталь
1.Подрезать торец, выдерживая размер 1;
2.Расточить отверстие, выдерживая размер 2;
3.Расточить фаску, выдерживая размеры 3,4;
Б. Открепить и снять деталь.
Исходные данные:
1.Наименование детали – фланец скользящий передний.
2.Обрабатываемый материал - сталь 40 ГОСТ 1050-88.
3.Предел прочности при растяжении - σв = 568 МПа.
4.Масса детали – 3,13 кг.
Заготовка – поковка, предварительно обработанная.
Станок – 16К20, Nдв = 10 кВт, η = 0,75.
Переход 1.
Выбор режущего инструмента.
Для подрезки торца принимаем резец токарный проходной отогнутый 2102-0055 ГОСТ 18877-73 с напаянной пластиной из твердого сплава Т15К6.
Размеры резца.
Сечение державки Н×В = 25×16 мм;
Длина резца L = 140 мм.
Геометрические параметры резца.
φ = 450; α = 120; φ1 = 450; γ = 100; λ = 00.
Форма передней поверхности – радиусная с фаской.
1.Определяем глубину резания.
t = 120,85 – 119 = 1,85 мм.
2.Определяем подачу.
Sот = 0,6…0,9 мм/об.
[ 8 ] карта 1
принимаем Sот = 0,75 мм/об.
Корректируем по паспорту станка:
принимаем Sо = 0,7 мм/об.
Проверяем принятую подачу по подаче допускаемой прочностью державки резца.
![]() мм/об.
мм/об.
[ 8 ] приложение 9, лист 1
Вылет резца lв принимаем равным:
![]() мм.
мм.
Отношение:
![]()
Поправочный коэффициент на Sдоп. дер. равен 0,69. Таким образом:
![]() мм/об.
мм/об.
Так как, So = 0,7 < Sдоп. дер. = 1,86 – обработка возможна.
3.Стойкость инструмента Тн = 60 мин.
4.Определяем скорость резания.
Vт
= 159 м/мин. (т.к.
![]() ).
).
[ 8 ] карта 6, лист 2
Поправочные коэффициенты:
Kvи = 1 – коэффициент, зависящий от марки твердого сплава;
Kvп = 0,85 – коэффициент, зависящий от состояния поверхности заготовки.
[ 8 ] карта 6, лист 2
![]() м/мин.
м/мин.
5.Определяем частоту вращения.
![]() ;
;
![]() мин-1.
мин-1.
Корректируем по паспорту станка:
принимаем
![]() мин-1.
мин-1.
6. Определяем
фактическую скорость резания.![]()
![]() ;
;
![]() м/мин.
м/мин.
7. Определяем мощность резания.
Nт = 4,1 кВт.
[ 8 ] карта 7
КN = 1 – поправочный коэффициент.
![]() кВт.
кВт.
Проверяем достаточность мощности привода станка.
Т.к. Nрез = 4,1 кВт < Nшп = Nдв× η = 10×0,75 = 7,5 кВт, то обработка возможна.
Проверка подачи по допустимому механизмом подач станка усилию:
Сила подачи (осевая составляющая): Рх = 54 кг = 540 Н.
[ 8 ] приложение 7
Усилие, допускаемое прочностью механизма подач станка: Рх.ст. = 6000 Н.
Т.к. Рх = 540 Н < Рх.ст. = 6000 Н, то обработка возможна.
8. Определяем основное время.
![]() ,
,
![]() ;
;
![]() 3,5
мм;
3,5
мм;![]()
![]() мм;
мм;![]() мм.
мм.
![]() мин.
мин.
Переход 2.
Выбор режущего инструмента.
Принимаем резец токарный расточной 2140-0010 ГОСТ 18882-73 с пластиной из твёрдого сплава Т15К6 для обработки сквозных отверстий.
Размеры резца:
Сечение державки - 25×25 мм;
Длина резца L = 240 мм.
Геометрические параметры резца:
Форма передней поверхности – радиусная с фаской;
φ = 600, φ1 = 300, задний угол α = 80, передний угол γ = 100; λ = 00, r = 0,8 мм.
1.Определяем глубину резания.
![]() мм.
мм.
2.Определяем подачу.
Sот = 0,55…0,65 мм/об.
[ 8 ] карта 3
Принимаем Soт = 0,55 мм/об.
Корректируем по паспорту станка:
принимаем Sо = 0,5 мм/об.
3.Стойкость инструмента Тн = 60 мин.
4.Определяем скорость резания.
Vт = 172 м/мин.
[ 8 ] карта 6, лист 2
Поправочные коэффициенты:
Kvи = 1 – коэффициент, зависящий от марки твердого сплава;
Kvп = 1 – коэффициент, зависящий от состояния поверхности заготовки.
![]() м/мин.
м/мин.
5.Определяем частоту вращения.
![]() ;
;
![]() мин-1.
мин-1.
Корректируем по паспорту станка:
принимаем
![]() мин-1.
мин-1.
6. Определяем
фактическую скорость резания.![]()
![]() ;
;
![]() м/мин.
м/мин.
7. Определяем мощность резания.
Nт = 3,4 кВт.
[ 8 ] карта 7
КN = 1 – поправочный коэффициент.
![]() кВт.
кВт.
Проверяем достаточность мощности привода станка.
Т.к. Nрез = 3,4 кВт < Nшп = Nдв× η = 10×0,75 = 7,5 кВт, то обработка возможна.
Проверка подачи по допустимому механизмом подач станка усилию:
Сила подачи (осевая составляющая): Рх = 50 кг = 500 Н.
[ 8 ] приложение 7
Усилие, допускаемое прочностью механизма подач станка: Рх.ст. = 6000 Н.
Т.к. Рх = 500 Н < Рх.ст. = 6000 Н, то обработка возможна.
8. Определяем основное время.
![]()
![]() ;
;
![]() 2
мм;
2
мм;![]()
![]() мм;
мм;![]() мм.
мм.
![]() мин.
мин.
Переход 3.
Выбор режущего инструмента.
Принимаем резец аналогичный переходу 2.
1.Определяем глубину резания.
![]() мм.
мм.
2.Определяем подачу.
Sот = 0,55…0,65 мм/об.
[ 8 ] карта 3
Принимаем Soт = 0,5 мм/об.
Корректируем по паспорту станка:
принимаем Sо = 0,5 мм/об.
3.Стойкость инструмента Тн = 60 мин.
4.Определяем скорость резания.
Vт = 136 м/мин.
[ 8 ] карта 6, лист 2
Поправочные коэффициенты:
Kvи = 1 – коэффициент, зависящий от марки твердого сплава;
Kvп = 1 – коэффициент, зависящий от состояния поверхности заготовки.
![]() м/мин.
м/мин.
5.Определяем частоту вращения.
![]() ;
;
![]() мин-1.
мин-1.
Корректируем по паспорту станка:
принимаем
![]() мин-1.
мин-1.
6. Определяем
фактическую скорость резания.![]()
![]() ;
;
![]() м/мин.
м/мин.
7. Определяем мощность резания.
Nт = 7 кВт.
[ 8 ] карта 7
КN = 1 – поправочный коэффициент.
![]() кВт.
кВт.
Проверяем достаточность мощности привода станка.
Т.к. Nрез = 7 кВт < Nшп = Nдв× η = 10×0,75 = 7,5 кВт, то обработка возможна.
Проверка подачи по допустимому механизмом подач станка усилию:
Сила подачи (осевая составляющая): Рх = 86 кг = 860 Н.
[ 8 ] приложение 7
Усилие, допускаемое прочностью механизма подач станка: Рх.ст. = 6000 Н.
Т.к. Рх = 860 Н < Рх.ст. = 6000 Н, то обработка возможна.
8. Определяем основное время.
![]()
![]() ;
;
![]() 5
мм;
5
мм;![]() мм;
мм;![]() мм.
мм.
![]() мин.
мин.
Суммарное основное время определяется, как:
То = 0,06 + 0,21 + 0,02 = 0,29 мин.
Штучное время:
![]() ;
;
где То – основное время;
Тв – вспомогательное время;
Кtв – поправочный коэффициент на вспомогательное время;
Тобс – время на обслуживание рабочего места;
Тотл – время на отдых и личные надобности.
Вспомогательное время:
![]() ;
;
где Туст – время на установку и снятие детали;
Туст = 0,42 мин.
[ 9 ] с.32
Тпер – время, связанное с переходом;
[ 9 ] с.65-66
Оно включает в себя:
- время на подрезку торца – 0,23 мин;
- время на расточку отверстия – 0,43 мин;
- время на расточку фаски – 0,11 мин.
Тпер = 0,23 + 0,43 + 0,11 = 0,77 мин.
![]() -
время на приёмы, связанные с переходом,
но не вошедшие в комплекс;
-
время на приёмы, связанные с переходом,
но не вошедшие в комплекс;
Оно включает в себя:
- время на включение и выключение вращения шпинделя – 0,02×2 мин;
- время на изменение числа оборотов шпинделя – 0,08×3 мин;
- время на изменение величины или направления подачи – 0,07×4 мин;
- время на закрытие или открытие щитка, ограждающего от стружки –0,03×6 мин.
[ 9 ] с.69
![]() =
0,02×2 + 0,08×3 + 0,07×4 + 0,03×6 = 0,5 мин.
=
0,02×2 + 0,08×3 + 0,07×4 + 0,03×6 = 0,5 мин.
Тизм – время на измерение;
![]() ;
;
где
![]() - время измерения одной детали;
- время измерения одной детали;
Кп – коэффициент периодичности измерения.
На данной операции производится:
- одно измерение штангенглубиномером;
- два измерения штангенциркулем.
[ 9 ] с.191-193
![]() 0,13
+ 0,16 + 0,13 = 0,42 мин.
0,13
+ 0,16 + 0,13 = 0,42 мин.
Кп = 0,5.
[ 9 ] с.200
Тизм = 0,42×0,5 = 0,21 мин.
Таким образом, имеем:
![]() 0,42 + 0,77 + 0,5 + 0,21 = 1,9
мин.
0,42 + 0,77 + 0,5 + 0,21 = 1,9
мин.
Поправочный коэффициент Кtв определяется в зависимости от суммарной продолжительности обработки партии деталей по трудоёмкости операции, рабочих смен.
Т.к.
![]() ,
то Кtв
= 1,32.
,
то Кtв
= 1,32.
[ 9 ] с.31
Время на обслуживания рабочего места и время на отдых, и личные надобности определяется в зависимости от оперативного времени.
![]() мин.
мин.
![]() ;
;
где Побсл – процент от оперативного времени на обслуживание рабочего места;
Побсл = 4% .
[ 9 ] с.71
![]() мин.
мин.
![]() ;
;
где Потл – процент от оперативного времени на отдых и личные надобности;
Потл = 4%.
[ 9 ] с.202
![]() мин.
мин.
![]() мин.
мин.
Штучно – калькуляционное время:
![]() ;
;
где Тп-з – подготовительно – заключительное время;
n – количество деталей в партии.
Подготовительно- заключительное время включает:
- время на наладку станка, инструмента, приспособления – 16 мин;
- время на получение инструмента и приспособлений, а также на их сдачу после обработки партии деталей – 8 мин.
[ 9 ] с.71
Тп-з = 16 + 8 = 24 мин.
![]() мин.
мин.
Операция 050 - Токарная с ЧПУ
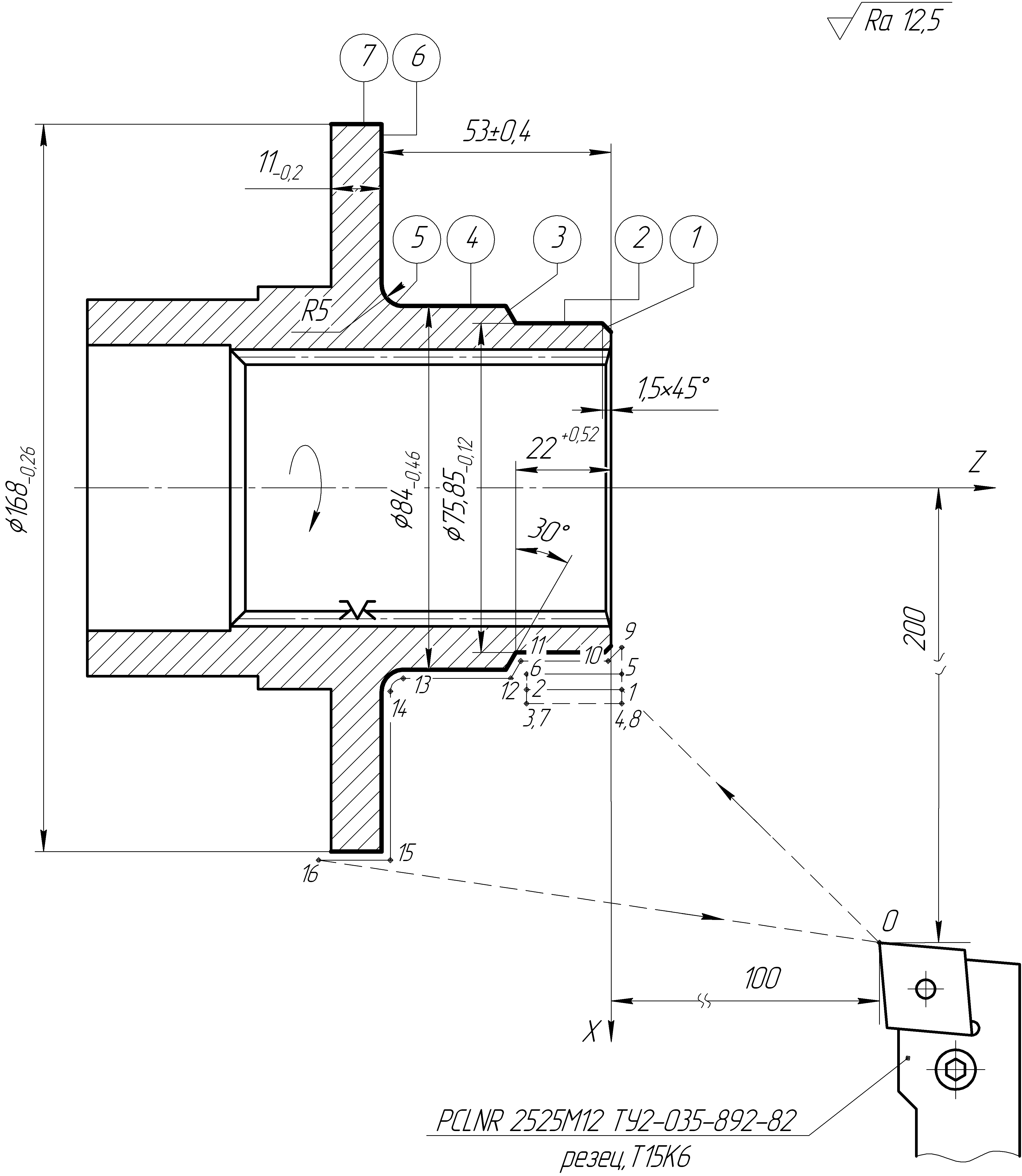
Рисунок – Эскиз операционный

Рисунок – Эскиз операционный
Содержание операции.
А.Установить и закрепить заготовку.
1.Точить поверхности 1,2,3,4,5,6,7;
2.Нарезать резьбу 8;
Б.Открепить и снять деталь.
Исходные данные:
Деталь.
Наименование – фланец скользящий передний.
Материал – сталь 40 ГОСТ 1050-88.
НВ 2410…2850 МПа.
Обработка с охлаждением.
Заготовка.
Метод получения – поковка, предварительно обработанная.
Станок – 16К20Ф3, Nдв = 11 кВт, η = 0,8;
Установка на шлицевой оправке.
Поверхности заготовки 2,4 обработаны с точностью 15-го квалитета;
Поверхность заготовки 7 обработана с точностью 14-го квалитета.
Поверхность детали 2 обработана с точностью 10-го квалитета;
Поверхность детали 4 обработана с точностью 13-го квалитета;
Поверхность детали 7 обработана с точностью 12-го квалитета.
Выбор стадии обработки.
Рекомендуемые стадии обработки для поверхности 2 – получистовая и чистовая, для поверхности 4 – черновая и получистовая, для поверхности 7- получистовая.
[ 6 ] с.35-36
С учётом небольшой величины припуска и уменьшением стадий обработки на одну принимаем для обработки всех поверхностей получистовую стадию обработки.
Переход 1.
Выбор инструмента.
Принимаем резец токарный проходной с ромбической пластиной из твердого сплава Т15К6 PCLNR 2525M12 ТУ 2 – 035 – 892 – 82.
Способ крепления пластины – качающимся элементом (№2). [ 5 ] с.303
Размеры резца.
Сечение державки - 25×25 мм;
Длина резца L = 150 мм;
Высота твердосплавной пластины – 6,4 мм.
[ 5 ] с.164
Геометрические параметры резца.
Форма передней поверхности – радиусная с фаской;
φ = 950, φ1 = 50, ε = 80, задний угол α = 60, передний угол γ = 50, λ = 0;
- ширина фаски вдоль главного режущего лезвия – ƒ = 0,3 мм;
- радиус округления режущей кромки ρ = 0,03 мм;
- радиус вершины резца – rв = 1 мм.
Период стойкости резца Т = 30 мин.
[ 5 ] с.316
Определяем глубину резания.
![]() мм; принимаем i
= 3;
мм; принимаем i
= 3;
![]() мм;
мм;
![]() мм;
мм;
![]() мм;
мм;
![]() мм;
мм;
![]() мм;
мм;
![]() мм;
мм;
![]() мм.
мм.
Определяем подачу на оборот детали.
![]() ;
[ 6 ] с.19
;
[ 6 ] с.19
где Sот – табличное значение подачи;
![]() мм/об;
мм/об;
![]() мм/об;
мм/об;
![]() мм/об;
мм/об;
![]() мм/об.
мм/об.
[ 6 ] с.40
Кsи1 = 0,95 - поправочный коэффициент, зависящий от материала инструмента;
Кsи2,3,4,5,6,7 = 1.
Кsр1 = 0,9 - поправочный коэффициент, зависящий от способа крепления пластины;
Кsр2,3,4,5,6,7 = 1,1.
[ 6 ] с.40
Кsм = 0,7 - поправочный коэффициент, зависящий от механических свойств обрабатываемого материала; [ 6 ] с.43
Кsд = 1 - поправочный коэффициент, зависящий от сечения державки резца;
Кsh = 1,05 - поправочный коэффициент, зависящий от прочности режущей части;
[ 6 ] с. 42
Кsу = - - поправочный коэффициент, зависящий от способа установки заготовки;
[ 6 ] с.43
Кsn = 1 - поправочный коэффициент, зависящий от состояния поверхности заготовки;
Кsφ = 1 - поправочный коэффициент, зависящий от геометрических параметров резца;
[ 6 ] с.44
Кsj = 1 - поправочный коэффициент, зависящий от жёсткости станка.
[ 6 ] с.45
![]() мм/об;
мм/об;
![]() мм/об;
мм/об;
![]() мм/об;
мм/об;
![]() мм/об.
мм/об.
Проверяем рассчитанную подачу по осевой Рх и радиальной Ру составляющим сил резания, допустимыми прочностью механизма подач станка.
![]() ;
;
![]() [
6 ] с.19
[
6 ] с.19
где Рхт – табличное значение осевой составляющей силы резания;
Рут – табличное значение радиальной составляющей силы резания.
![]() Н;
Н;
![]() Н;
Н;
![]() Н;
Н;
![]() Н;
Н;
![]() Н;
Н;
![]() Н.
Н.
[ 6 ] с.98
Крмх = Крму = 1,25 - поправочный коэффициент, учитывающий механические свойства обрабатываемого материала;
Крφх = Крφу = 1 - поправочный коэффициент, зависящий от главного угла в плане;
[ 6 ] с.99
Крγх = Крγу = 1- поправочный коэффициент, зависящий от главного переднего угла;
Крλх = Крλу = 1 - поправочный коэффициент, зависящий от угла наклона режущей кромки.
[ 6 ] с.100
![]() Н;
Н;
![]() Н;
Н;
![]() Н;
Н;
![]() Н;
Н;
![]() Н;
Н;
![]() Н.
Н.
Рассчитанные значения составляющих сил резания меньше чем допускаются механизмом подач станка:
Рх доп. = 8000 Н, Ру доп. = 3600 Н.
Скорость резания:
![]() ;
[ 6 ] с.19
;
[ 6 ] с.19
где Vт – табличное значение скорости резания;
![]() м/мин;
м/мин;
![]() м/мин;
м/мин;
![]() м/мин.
м/мин.
[ 6 ] с.73
Кvи2,3,4,5,6,7 = 1 - поправочный коэффициент, зависящий от материала инструмента;
Кvи1 = 1,05.
[ 6 ] с.73
Кvс = 1 - поправочный коэффициент, зависящий от группы обрабатываемости материала;
Кvо1,2,3,4,5,7 = 1 - поправочный коэффициент, зависящий от вида обработки;
Кvо6
= 1,2 (![]() )
)
[ 6 ] с.82
Кvj = 1 - поправочный коэффициент, зависящий от жёсткости станка;
Кvм = 0,6 - поправочный коэффициент, зависящий от свойств обрабатываемого материала;
[ 6 ] с.83
Кvφ = 1 - поправочный коэффициент, зависящий от геометрических параметров резца;
Кvт = 1 - поправочный коэффициент, зависящий от периода стойкости режущего инструмента;
Кvж = 1 - поправочный коэффициент, зависящий от наличия охлаждения.
[ 6 ] с.84
![]() м/мин;
м/мин;
![]() м/мин;
м/мин;
![]() м/мин;
м/мин;
![]() м/мин.
м/мин.
Частота вращения шпинделя:
![]() ;
;
![]() мин-1;
мин-1;
![]() мин-1;
мин-1;
![]() мин-1;
мин-1;
![]() мин-1;
мин-1;
![]() мин-1.
мин-1.
Корректируем по паспорту станка:
принимаем
![]() мин-1,
мин-1,
![]() мин-1,
мин-1,
![]() мин-1,
мин-1,
![]() мин-1.
мин-1.
Фактическая скорость резания:
![]() ;
;
![]() м/мин;
м/мин;
![]() м/мин;
м/мин;
![]() м/мин;
м/мин;
![]() м/мин.
м/мин.
Мощность резания:
![]() ;
;
где Nт – табличное значение мощности резания;
Nт1 = 6 кВт;
Nт2,3,6,7 = 7,5 кВт;
Nт4,5 = 8,2 кВт.
[ 6 ] с.73
KN = 1,2 - поправочный коэффициент, зависящий от твёрдости обрабатываемого материала. [ 6 ] с.85
![]() кВт;
кВт;
![]() кВт;
кВт;
![]() кВт;
кВт;
![]() кВт;
кВт;
![]() кВт.
кВт.
Т.к. Nрез1 = 4,47 кВт < Nшп = Nдв×η = 11×0,8 = 8,8 кВт, то обработка возможна;
Т.к. Nрез2,3 = 4,21 кВт < Nшп = Nдв×η = 11×0,8 = 8,8 кВт, то обработка возможна;
Т.к. Nрез4,5 = 5,04 кВт < Nшп = Nдв×η = 11×0,8 = 8,8 кВт, то обработка возможна;
Т.к. Nрез6 = 5,9 кВт < Nшп = Nдв×η = 11×0,8 = 8,8 кВт, то обработка возможна;
Т.к. Nрез7 = 4,72 кВт < Nшп = Nдв×η = 11×0,8 = 8,8 кВт, то обработка возможна.
Минутная подача:
![]() ;
;
![]() мм/мин;
мм/мин;
![]() мм/мин;
мм/мин;
![]() мм/мин;
мм/мин;
![]() мм/мин;
мм/мин;
![]() мм/мин.
мм/мин.
Переход 2.
Выбор режущего инструмента.
Принимаем резец токарный резьбовой правый 035-2159-0543 ОСТ 2И10-9-84 с пластиной из твёрдого сплава Т15К6 для нарезания наружной метрической резьбы.
Способ крепления пластины – одноплечим прихватом (№4). [ 6 ] с.303
Размеры резца:
Сечение державки - 25×25 мм;
Длина резца L = 150 мм;
Высота твердосплавной пластины – 6,4 мм.
Геометрические параметры резца.
Форма передней поверхности – плоская;
φ = 600, ε = 600, задний угол α = 80; передний угол γ = 00; λ = 00.
радиус вершины резца – rв = 0,45 мм.
Период стойкости резца Т = 30 мин
[ 4 ] с.122
Число рабочих ходов:
Черновых – 3;
Чистовых – 2.
[ 6 ] с.101
Высота профиля резьбы для черновых проходов: h = 0,62 мм;
Высота профиля резьбы для чистовых проходов: h = 0,3 мм.
[ 6 ] с.101
Глубина резания для черновых проходов: t = h/2 = 0,62/3 = 0,207 мм;
Глубина резания для чистовых проходов: t = h/2 = 0,3/2 = 0,15 мм.
Подача на оборот детали.
So8 = P = 1,5 мм/об.
Скорость резания.
![]() ;
;
![]() м/мин.
м/мин.
[ 6 ] с.101
Кvи = 1 – поправочный коэффициент, зависящий от материала инструмента;
КvR = 1 – поправочный коэффициент, учитывающий вид подачи резца;
КvN = 0,75 – поправочный коэффициент, зависящий от способа нарезания резьбы;
КvB = 1 – поправочный коэффициент, учитывающий вид резьбы.
[ 6 ] с.103
![]() м/мин.
м/мин.
Частота вращения шпинделя:
![]() ;
;
![]() мин-1.
мин-1.
Корректируем по паспорту станка:
принимаем:
![]() мин-1.
мин-1.
Фактическая скорость резания:
![]() ;
;
![]() м/мин.
м/мин.
Мощность резания:
![]() ;
;
![]() м/мин.
м/мин.
[ 6 ] с.101
КNи = 1 – поправочный коэффициент, зависящий от материала инструмента;
КNR = 1 – поправочный коэффициент, учитывающий вид подачи резца;
КNN = 0,75 – поправочный коэффициент, зависящий от способа нарезания резьбы;
КNB = 1 – поправочный коэффициент, учитывающий вид резьбы.
[ 6 ] с.103
![]() м/мин.
м/мин.
Т.к. Nрез8 = 1,05 кВт < Nшп = Nдв×η = 11×0,8 = 8,8 кВт, то обработка возможна.
Минутная подача:
![]() ;
;
![]() мм/мин.
мм/мин.
Таблица 12 - Элементы режима резания.
|
Элементы режима резания |
Стадия обработки | ||||||||
|
Получистовая |
| ||||||||
|
№ поверхности | |||||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 | ||
|
Глубина резания t, мм |
3,03 |
1,53 |
1,53 |
0,5 |
0,5 |
0,85 |
0,75 |
0,96 | |
|
Табличная подача Sот, мм/об |
0,3 |
0,43 |
0,43 |
0,61 |
0,61 |
0,49 |
0,49 |
- | |
|
Принятая подача Sо, мм/об |
0,19 |
0,35 |
0,35 |
0,49 |
0,49 |
0,4 |
0,4 |
1,5 | |
|
Табличная скорость резания Vт, м/мин |
215 |
203 |
203 |
185 |
185 |
203 |
203 |
106 | |
|
Паспортная частота вращения шпинделя nп, мин-1 |
500 |
355 |
355 |
355 |
355 |
250 |
200 |
280 | |
|
Фактическая скорость резания Vф, м/мин |
133,5 |
94,8 |
94,8 |
94,8 |
94,8 |
133,1 |
106,5 |
66,7 | |
|
Табличная мощность резания Nт, кВт |
6,0 |
7,5 |
7,5 |
8,2 |
8,2 |
7,5 |
7,5 |
1,4 | |
|
Фактическая мощность резания Nф, кВт |
4,47 |
4,21 |
4,21 |
5,04 |
5,04 |
5,9 |
4,72 |
1,05 | |
|
Минутная подача Sм, мм/мин |
95 |
124,3 |
124,3 |
174 |
174 |
100 |
80 |
420 | |
Определяем время цикла автоматической работы станка по программе.
Для станка 16К20Ф3 время фиксации револьверной головки 2секунды и время поворота револьверной головки на одну позицию 1секунда. Ёмкость револьверной головки 6 инструментов.
Таблица 13 - Время автоматической работы станка по программе.
|
Участок траектории или номера позиции инструмента, установленного из предыдущего в рабочее положение
|
Приращение по оси OZ, ΔZ мм |
Приращение по оси OХ, Δ X мм |
Длинна i – го участка траектории Li, мм |
Минутная подача на i – м участке траектории, Sмi, мм/мин |
Основное время автоматической работы станка по программе То, мин |
Машино – вспомогательное время Тмв, мин |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
Инструмент 2-1 0-1 1-2 2-3 3-4 4-5 5-6 6-7 7-8 8-9 9-10 10-11 11-12 12-13 13-14 14-15 15-16 16-0 Инструмент 1-2 0-1 1-2 2-3 3-4 4-5 5-6 6-7 7-8 8-9 9-10 10-11 11-12 |
-98 -23 0 23 0 -23 0 23 0 -3,5 -20,5 -2,35 -24,11 -5 0 -12 165,46
-98 -20 0 20 0 -20 0 20 0 -20 0 20 |
-159,03 0 5 0 -6,53 0 6,53 0 -11,56 3,5 0 4,075 0 5 37 0 116,015
-162,207 0 3 0 -3,207 0 3,207 0 -3,414 0 3,414 0 |
186,8 23 5 23 6,53 23 6,53 23 11,56 4,95 20,5 4,71 24,11 7,07 37 12 202,1
189,5 20 3 20 3,207 20 3,207 20 3,414 20 3,414 20 |
4000 124,3 300 300 300 124,3 300 300 300 95 124,3 124,3 174 174 100 80 4000
4000 420 420 420 420 420 420 420 420 420 420 420 |
- 0,185 - - - 0,185 - - - 0,052 0,165 0,038 0,139 0,041 0,37 0,15 -
- 0,048 - - - 0,048 - - - 0,048 - - |
0,117 0,047 - 0,017 0,077 0,022 - 0,022 0,077 0,039 - - - - - - - 0,051 0,05 0,047 - 0,007 0,048 0,007 - 0,007 0,048 0,007 - 0,007 0,048 |
Продолжение таблицы 13.
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
12-13 13-14 14-15 15-16 16-17 17-18 18-19 19-20 20-0 |
0 -20 0 20 0 -20 0 20 98 |
-3,564 0 3,564 0 -3,714 0 3,714 0 159,207 |
3,564 20 3,564 20 3,714 20 3,714 20 187 |
420 420 420 420 420 420 420 420 4000 |
- 0,048 - - - 0,048 - - - |
0,008 - 0,008 0,048 0,008 - 0,008 0,048 0,047 |
|
|
|
|
|
|
1,57 |
0,92 |
![]()
![]() мин.
мин.
Определяем штучное время.
![]() ;
;
где Тц.а. – время цикла автоматической работы станка по программе;
Тв – вспомогательное время;
Кtв – поправочный коэффициент на вспомогательное время;
атех+аорг+аотл - время на обслуживание рабочего места, отдых и личные надобности.
![]() ;
;
где Туст – время на установку и снятие детали;
Туст = 0,65 мин.
[ 7 ] с.61
Топ – вспомогательное время, связанное с операцией с учётом переустановки;
Тв.оп1 = 0,32 мин;
Тв.оп2 = 0,15 мин;
Тв.оп3 = 0,03 мин.
[ 7 ] с.79
Тв.оп = 0,32 + 0,15 + 0,03 = 0,5 мин.
Тизм – время на измерение детали;
Время на измерение включает в себя:
- пять измерений штангенциркулем;
- два измерения штангенглубиномером;
- одно измерение радиусным шаблоном;
- одно измерение калибр-кольцом резьбовым проходным;
- одно измерение калибр-кольцом резьбовым непроходным.
Тизм = 0,14×2 + 0,05 + 0,11×2 + 0,09 + 0,045 + 0,17 + 0,34 + 0,1 = 1,295 мин.
[ 7 ] с.84-88
Т.к. на данной операции время Тц.а. больше времени Тизм, то последнее является перекрываемым и в норме штучного времени не учитывается.
Кtв = 0,93.
[ 7 ] с.50
Тв = 0,65 + 0,5 = 1,15 мин.
Оперативное время.
![]() .
.
![]() мин.
мин.
Время на обслуживание рабочего места, отдых и личные надобности.
(атех+аорг+аотл) составляет 8% от оперативного времени.
[ 7 ] с.90
![]() мин.
мин.
![]() мин.
мин.
Подготовительно – заключительное время Тп-з состоит из суммы времён, затраченных на организационную подготовку и суммы времён, затраченных на наладку станка, инструмента, приспособления.
Оно включает время на:
- получение технологической документации – 4 мин;
- получение инструмента и оснастки – 9 мин;
- ознакомление с чертежом, работой, осмотром заготовок – 2 мин;
- инструктаж мастера – 2 мин;
- установку и снятие трехкулачкового патрона – 4 мин;
- установку и снятие оправки или центра – 1,2 мин;
- смещение задней бабки рукояткой – 0,4 мин;
- установку исходных режимов работы – 0,2 мин;
- установку и снятие инструментального блока или отдельного режущего инструмента – 0,8 мин;
- набрать программу кнопками на пульте управления устройства ЧПУ и проверить её. Время на один размер – 0,4 мин;
- настроить нулевое положение – 2,5 мин;
- настройку устройства для подачи СОЖ – 0,3 мин.
[ 7 ] с.96-97
- время на пробную обработку – 7,4 мин. [ 7 ] с.104
Поправочный коэффициент:
К = 0,9 – поправочный коэффициент на пробную обработку. [ 7 ] с.105
![]()
Штучно – калькуляционное время:
![]() ;
;
где n – количество деталей в партии;
![]() мин.
мин.
Операция 055 - Токарная с ЧПУ
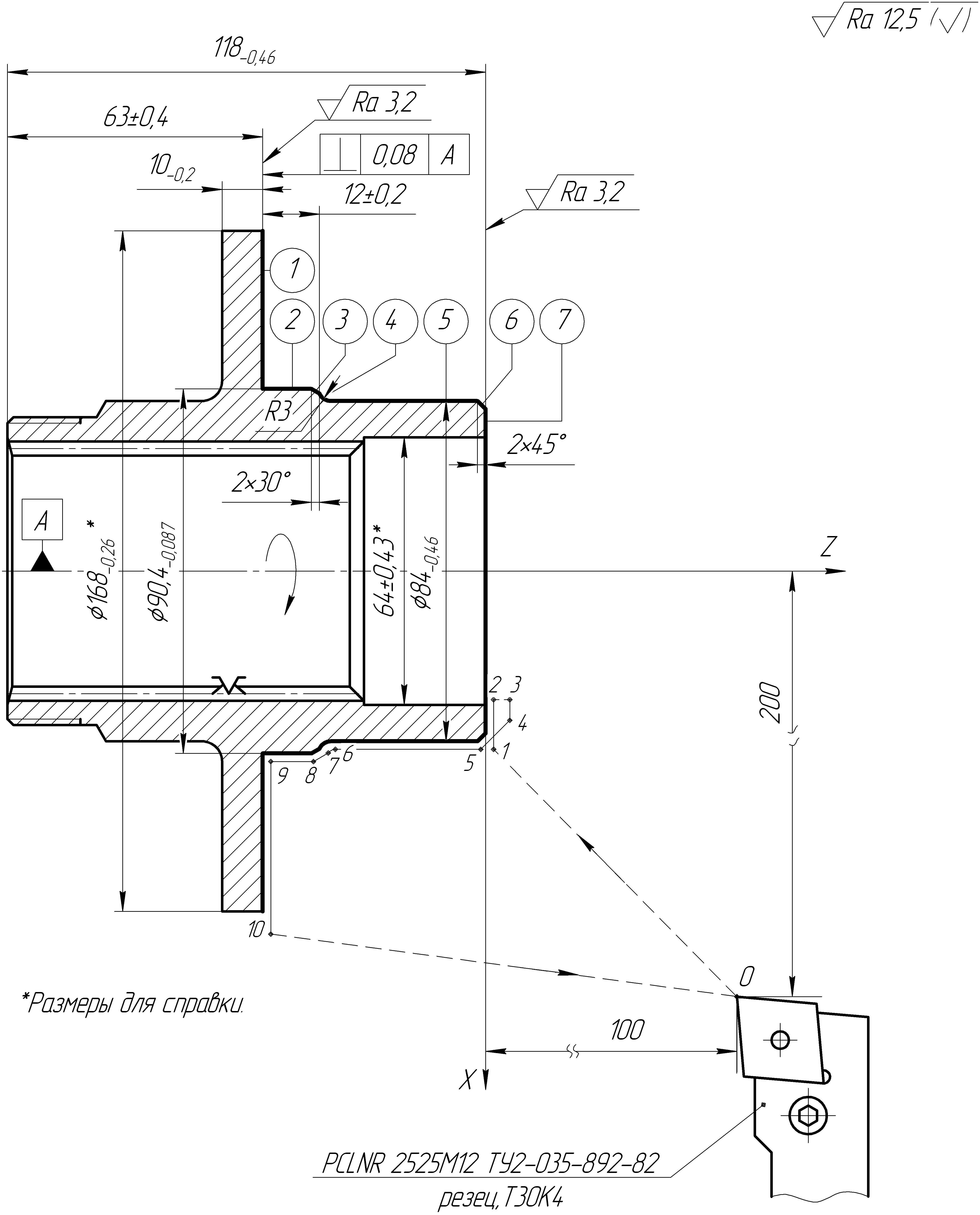
Рисунок – Эскиз операционный
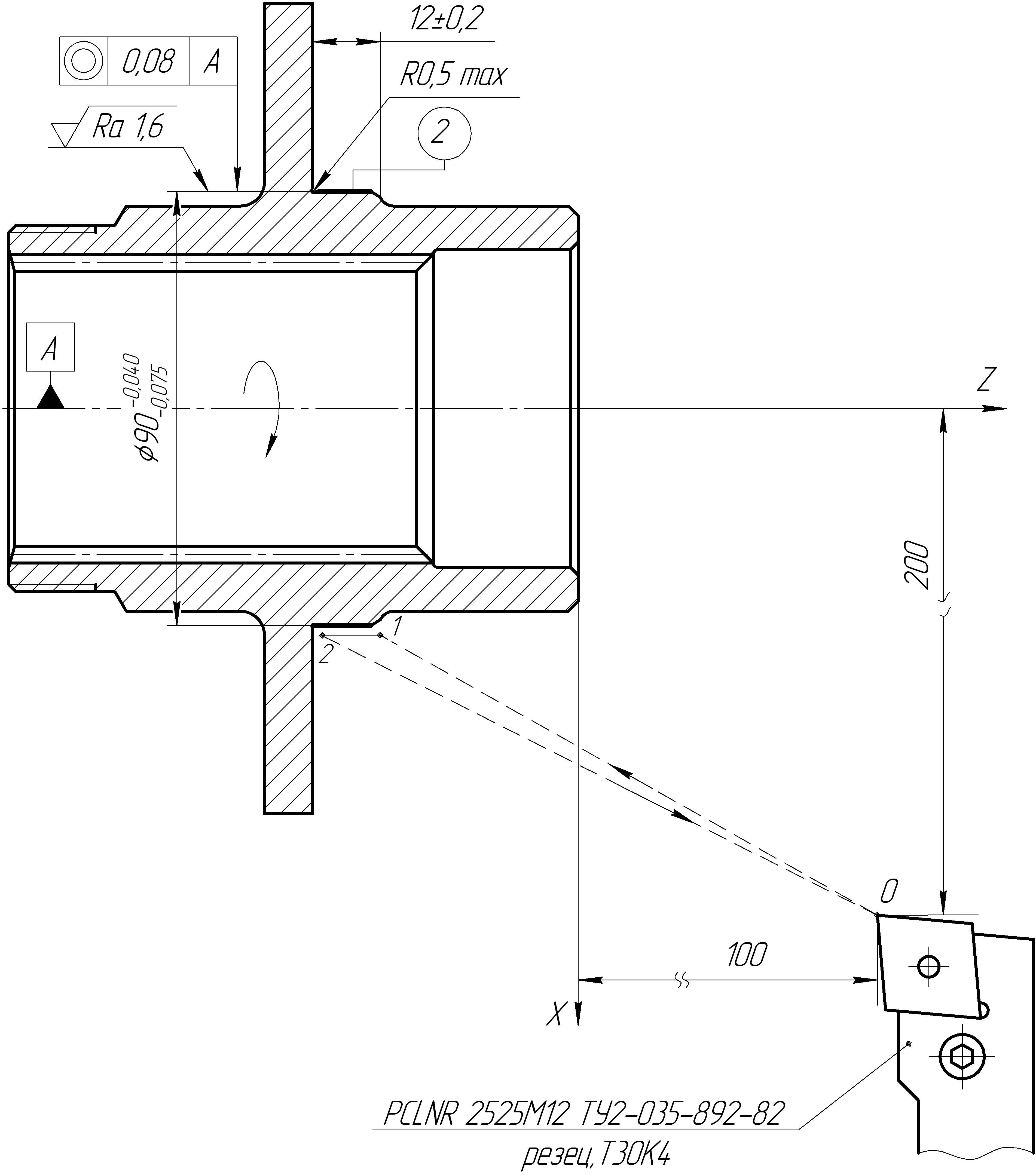
Рисунок – Эскиз операционный
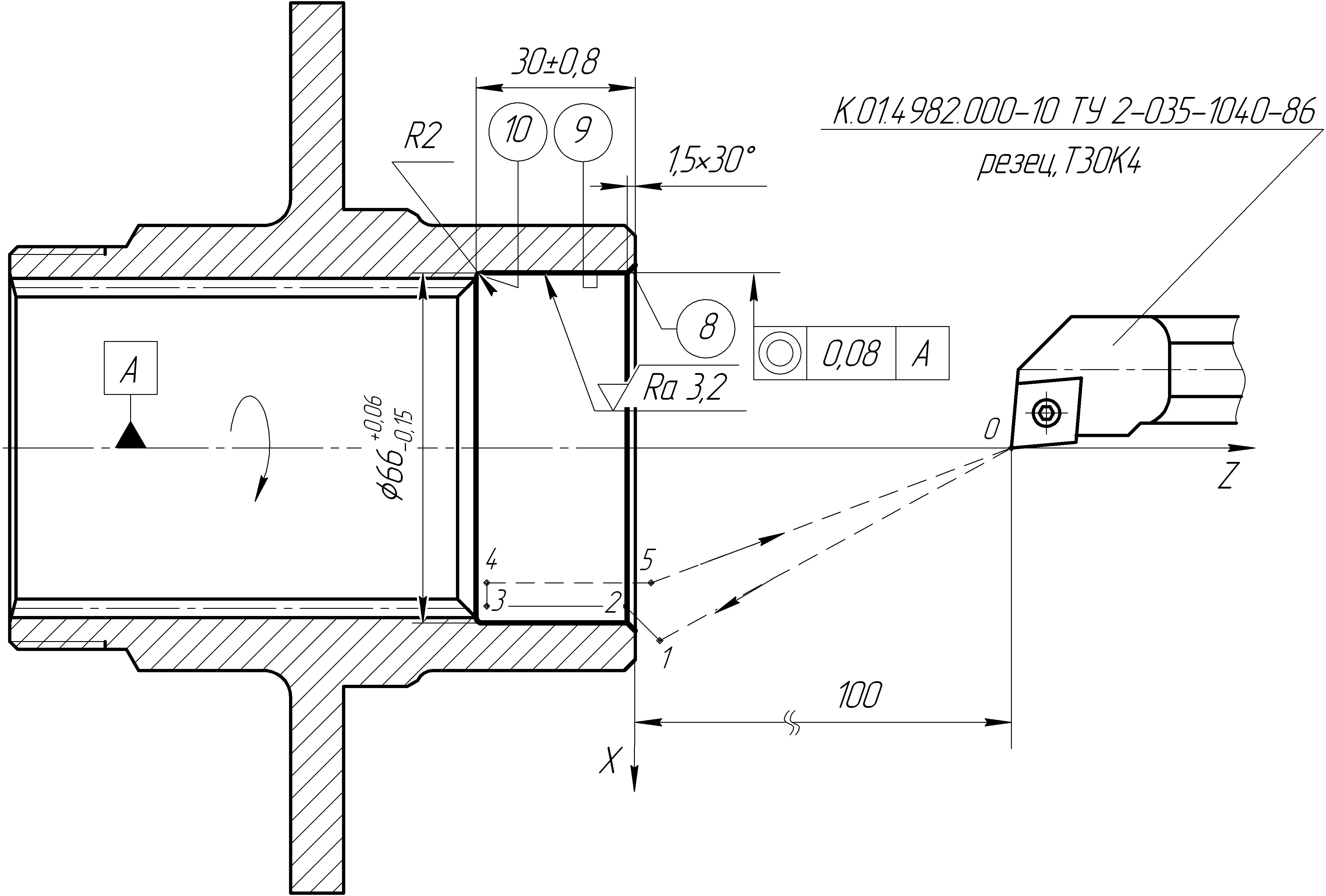
Рисунок – Эскиз операционный
Содержание операции.
А.Установить и закрепить заготовку.
1.Точить поверхности 1,2,3,4,5,6,7;
2.Точить поверхность 2;
3.Расточить поверхности 8,9,10;
Б.Открепить и снять деталь.
Исходные данные:
Деталь.
Наименование – фланец скользящий передний.
Материал – сталь 40 ГОСТ 1050-88.
НВ 2410…2850 МПа.
Обработка с охлаждением.
Заготовка.
Метод получения – поковка, предварительно обработанная.
Станок – 16К20Ф3, Nдв = 11 кВт, η = 0,8;
Установка на шлицевой оправке.
Поверхности заготовки 2,9 обработаны с точностью 14-го квалитета;
Поверхность заготовки 5 обработана с точностью 15-го квалитета.
Поверхность детали 2 обработана с точностью 7-го квалитета;
Поверхность детали 5 обработана с точностью 13-го квалитета;
Поверхность детали 9 обработана с точностью 11-го квалитета.
Выбор стадии обработки.
С учётом небольшой величины припуска и уменьшением стадий обработки на одну принимаем для обработки поверхности 2 – чистовую и отделочную стадии обработки, а для остальных поверхностей чистовую стадию обработки.
[ 6 ] с.35-36
Переход 1.
Выбор инструмента.
Принимаем резец токарный проходной с ромбической пластиной из твердого сплава Т30К4 PCLNR 2525M12 ТУ 2-035-892-82.
Способ крепления пластины – качающимся элементом (№2). [ 5 ] с.303
Размеры резца.
Сечение державки - 25×25 мм;
Длина резца L = 150 мм;
Высота твердосплавной пластины – 6,4 мм.
[ 5 ] с.164
Геометрические параметры резца.
Форма передней поверхности – радиусная с фаской;
φ = 950, φ1 = 50, ε = 80, задний угол α = 60, передний угол γ = 50, λ = 0;
- ширина фаски вдоль главного режущего лезвия – ƒ = 0,3 мм;
- радиус округления режущей кромки ρ = 0,03 мм;
- радиус вершины резца – rв = 1 мм.
Период стойкости резца Т = 30 мин.
[ 5 ] с.316
Определяем глубину резания.
![]() мм;
мм;
![]() мм;
мм;
![]() мм;
мм;
[ 6 ] с.37
![]() мм;
мм;
![]() мм;
мм;
![]() мм;
мм;
![]() мм;
мм;
![]() мм;
мм;
![]() мм.
мм.
Определяем подачу на оборот детали.
![]() ;
;
[ 6 ] с.19
где Sот – табличное значение подачи;
![]() мм/об;
мм/об;
![]() мм/об.
мм/об.
[ 6 ] с.46
Кsм = 0,7 - поправочный коэффициент, зависящий от механических свойств обрабатываемого материала;
Кsу = 1,2 - поправочный коэффициент, зависящий от способа установки заготовки;
[ 6 ] с.48
Кsr = 1 - поправочный коэффициент, зависящий от радиуса вершины резца;
Кsк1,3,4,5,6,7 = 1 - поправочный коэффициент, зависящий от квалитета обработки;
Кsк2 = 0,8.
[ 6 ] с.49
![]() мм/об;
мм/об;
![]() мм/об.
мм/об.
Скорость резания:
![]() ;
[ 6 ] с.19
;
[ 6 ] с.19
где Vт – табличное значение скорости резания;
![]() м/мин;
м/мин;
![]() м/мин;
м/мин;
![]() м/мин;
м/мин;
![]() м/мин.
м/мин.
[ 6 ] с.81
Кvи1,2,7 = 0,8 - поправочный коэффициент, зависящий от материала инструмента;
Кvи3,4,5,6 = 1.
[ 6 ] с.81
Кvс = 1 - поправочный коэффициент, зависящий от группы обрабатываемости материала;
Кvо2,3,4,5,6,7 = 1 - поправочный коэффициент, зависящий от вида обработки;
Кvо1
= 1,2 (![]() )
)
[ 6 ] с.82
Кvj = 1 - поправочный коэффициент, зависящий от жёсткости станка;
Кvм = 0,6 - поправочный коэффициент, зависящий от свойств обрабатываемого материала;
[ 6 ] с.83
Кvφ = 1 - поправочный коэффициент, зависящий от геометрических параметров резца;
Кvт = 1 - поправочный коэффициент, зависящий от периода стойкости режущего инструмента;
Кvж = 1 - поправочный коэффициент, зависящий от наличия охлаждения.
[ 6 ] с.84
![]() м/мин;
м/мин;
![]() м/мин;
м/мин;
![]() м/мин;
м/мин;
![]() м/мин;
м/мин;
![]() м/мин.
м/мин.
Частота вращения шпинделя:
![]() ;
;
![]() мин-1;
мин-1;
![]() мин-1;
мин-1;
![]() мин-1;
мин-1;
![]() мин-1;
мин-1;
![]() мин-1;
мин-1;
![]() мин-1.
мин-1.
Корректируем по паспорту станка:
принимаем
![]() мин-1,
мин-1,
![]() мин-1,
мин-1,
![]() мин-1,
мин-1,
![]() мин-1.
мин-1.
Фактическая скорость резания:
![]() ;
;
![]() м/мин;
м/мин;
![]() м/мин;
м/мин;
![]() м/мин;
м/мин;
![]() м/мин;
м/мин;
![]() м/мин.
м/мин.
Проверяем подачу по шероховатости:
![]() мм/об.
мм/об.
[ 6 ] с.86
Корректируем подачу по шероховатости с учётом поправочных коэффициентов по карте 26:
- механических свойств обрабатываемого материала - Кsм = 1,3;
- инструментального материала – Кsи = 1;
- вида обработки – Kso = 1;
- наличия охлаждения – Ksж = 1.
[ 6 ] с.88
So1,7
=
![]() мм/об.
мм/об.
Рассчитанная подача не превышает этого значения, поэтому обработка возможна.
Для шероховатости поверхности Ra = 12,5 мкм проверка подач по шероховатости справочником не предусматривается.
Минутная подача:
![]() ;
;
![]() мм/мин;
мм/мин;
![]() мм/мин;
мм/мин;
![]() мм/мин;
мм/мин;
![]() мм/мин;
мм/мин;
![]() мм/мин.
мм/мин.
Переход 2.
Выбор инструмента.
Принимаем резец проходной правый с ромбической пластиной из твёрдого сплава Т30К4 PCLNR 2525M12 ТУ 2 – 035 – 892 – 82.
Способ крепления пластины – качающимся элементом (№2). [ 6 ] с.303
Размеры резца.
Сечение державки - 25×25 мм;
Длина резца L = 150 мм;
Высота твердосплавной пластины – 6,4 мм.
[ 5 ] с.164
Геометрические параметры резцов.
Форма передней поверхности – радиусная с фаской;
φ = 930, φ1 = 50, ε = 800, задний угол α = 80, передний угол γ = 50, λ = 0;
радиус округления режущей кромки ρ = 0,03 мм;
радиус вершины резца – rв = 0,5 мм.
Период стойкости резца Т = 30 мин
[ 5 ] с.316
Определяем глубину резания.
![]() мм.
мм.
Определяем подачу на оборот детали.
![]() ;
;
[ 6 ] с.19
где Sот – табличное значение подачи;
![]() мм/об.
мм/об.
[ 6 ] с.47
Кsм = 0,7 - поправочный коэффициент, зависящий от механических свойств обрабатываемого материала;
Кsу = - - поправочный коэффициент, зависящий от способа установки заготовки;
[ 6 ] с.48
Кsr = 0,85 - поправочный коэффициент, зависящий от радиуса вершины резца;
Кsк = 0,85 - поправочный коэффициент, зависящий от квалитета обработки;
[ 6 ] с.49
![]() мм/об.
мм/об.
Скорость резания:
![]() ;
[ 6 ] с.19
;
[ 6 ] с.19
где Vт – табличное значение скорости резания;
![]() м/мин.
м/мин.
[ 6 ] с.81
Кvи = 0,8 - поправочный коэффициент, зависящий от материала инструмента;
[ 6 ] с.81
Кvс = 1 - поправочный коэффициент, зависящий от группы обрабатываемости материала;
Кvо = 1 - поправочный коэффициент, зависящий от вида обработки;
[ 6 ] с.82
Кvj = 1 - поправочный коэффициент, зависящий от жёсткости станка;
Кvм = 0,6 - поправочный коэффициент, зависящий от свойств обрабатываемого материала;
[ 6 ] с.83
Кvφ = 1 - поправочный коэффициент, зависящий от геометрических параметров резца;
Кvт = 1 - поправочный коэффициент, зависящий от периода стойкости режущего инструмента;
Кvж = 1 - поправочный коэффициент, зависящий от наличия охлаждения.
[ 6 ] с.84
![]() м/мин.
м/мин.
Частота вращения шпинделя:
![]() ;
;
![]() мин-1.
мин-1.
Корректируем по паспорту станка:
принимаем
![]() мин-1.
мин-1.
Фактическая скорость резания:
![]() ;
;
![]() м/мин.
м/мин.
Проверяем подачу по шероховатости:
![]() мм/об.
мм/об.
[ 6 ] с.86
Корректируем подачу по шероховатости с учётом поправочных коэффициентов по карте 26:
- механических свойств обрабатываемого материала - Кsм = 1,3;
- инструментального материала – Кsи = 1;
- вида обработки – Kso = 1;
- наличия охлаждения – Ksж = 1.
[ 6 ] с.88
So
=
![]() мм/об.
мм/об.
Рассчитанные подачи не превышают это значение, поэтому обработка возможна.
Минутная подача:
![]() ;
;
![]() мм/мин.
мм/мин.
Переход 3.
Выбор режущего инструмента.
Для растачивания принимаем резец токарный расточной с ромбической пластиной из твёрдого сплава Т30К4 К.01.4982.000-10 ТУ 2-035-1040-86.
Способ крепления пластины – качающимся элементом - №2. [ 6 ] с.303
Размеры резца.
Диаметр державки - 25 мм;
Длина резца L = 150 мм;
Высота твердосплавной пластины – 6,4 мм.
[ 5 ] с.171
Геометрические параметры резца.
Форма передней поверхности – радиусная с фаской;
φ = 930, φ1 = 50, ε = 800, задний угол α = 80, передний угол γ = 150, λ = 0;
- радиус округления режущей кромки ρ = 0,03 мм;
- радиус вершины резца – rв = 1 мм.
[ 6 ] с.305
Период стойкости резца Т = 30 мин. [ 6 ] с.316
Определяем глубину резания.
![]() мм;
мм;
![]() мм;
мм;
![]() мм.
мм.
Определяем подачу на оборот детали.
![]() ;
[ 6 ]
с.19
;
[ 6 ]
с.19
где Sот – табличное значение подачи;
![]() мм/об;
мм/об;
![]() мм/об.
мм/об.
[ 6 ] с.56
Кsм = 0,7 - поправочный коэффициент, зависящий от механических свойств обрабатываемого материала;
Кsl=1,15
- поправочный коэффициент, зависящий
от вылета резца(![]() L/D=
L/D=![]() 150/25=2);
150/25=2);
[ 6 ] с.58
Кsд = 0,62 - поправочный коэффициент, зависящий от диаметра детали;
Кsr = 1 - поправочный коэффициент, зависящий от радиуса вершины резца;
Кsк = 1,15 - поправочный коэффициент, зависящий от квалитета обрабатываемой детали;
[ 6 ] с.59
![]() мм/об;
мм/об;
![]() мм/об.
мм/об.
Скорость резания:
![]() ;
[ 6 ] с.19
;
[ 6 ] с.19
где Vт – табличное значение скорости резания;
![]() м/мин;
м/мин;
![]() м/мин.
м/мин.
[ 6 ] с.81
Кvи9,10 = 0,8 - поправочный коэффициент, зависящий от марки инструментального материала;
Кvи8 = 1. [ 6 ] с.81
Кvс = 1 - поправочный коэффициент, зависящий от группы обрабатываемости материала;
Кvо = 1 - поправочный коэффициент, зависящий от вида обработки;
[ 6 ] с.82
Кvj = 1 - поправочный коэффициент, зависящий от жёсткости станка;
Кvм = 0,6 - поправочный коэффициент, зависящий от свойств обрабатываемого материала;
[ 6 ] с.83
Кvφ = 1 - поправочный коэффициент, зависящий от геометрических параметров резца;
Кvт = 1 - поправочный коэффициент, зависящий от периода стойкости режущего инструмента;
Кvж = 1 - поправочный коэффициент, зависящий от наличия охлаждения.
[ 6 ] с.84
![]() м/мин;
м/мин;
![]() м/мин.
м/мин.
Частота вращения шпинделя:
![]() ;
;
![]() мин-1;
мин-1;
![]() мин-1.
мин-1.
Корректируем по паспорту станка:
принимаем
![]() мин-1,
мин-1,
![]() мин-1.
мин-1.
Фактическая скорость резания
![]() ;
;
![]() м/мин;
м/мин;
![]() м/мин.
м/мин.
Проверяем подачу по шероховатости:
![]() мм/об.
мм/об.
[ 6 ] с.86
Корректируем подачу по шероховатости с учётом поправочных коэффициентов по карте 26:
- механических свойств обрабатываемого материала - Кsм = 1,3;
- инструментального материала – Кsи = 1;
- вида обработки – Kso = 1;
- наличия охлаждения – Ksж = 1.
[ 6 ] с.88
So
=
![]() мм/об.
мм/об.
Рассчитанные подачи не превышают это значение, поэтому обработка возможна.
Для шероховатости поверхности Ra = 12,5 мкм проверка подач по шероховатости справочником не предусматривается.
Минутная подача:
![]() ;
;
![]() мм/мин;
мм/мин;
![]() мм/мин.
мм/мин.
Таблица 14 - Элементы режима резания.
|
Элементы режима резания |
Стадия обработки | ||||||||||
|
Чистовая |
Отделочная | ||||||||||
|
№ поверхности | |||||||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
2 | |
|
Глубина резания t, мм |
1,0 |
0,3 |
1,16 |
1,5 |
1,5 |
3,5 |
1,0 |
1,87 |
1,0 |
1,0 |
0,2 |
|
Табличная подача Sот, мм/об |
0,22 |
0,31 |
0,22 |
0,22 |
0,22 |
0,22 |
0,22 |
0,12 |
0,27 |
0,27 |
0,08 |
|
Принятая подача Sо, мм/об |
0,18 |
0,21 |
0,18 |
0,18 |
0,18 |
0,18 |
0,18 |
0,069 |
0,155 |
0,155 |
0,041 |
|
Табличная скорость резания Vт, м/мин |
300 |
348 |
295 |
295 |
295 |
266 |
300 |
325 |
300 |
300 |
487 |
|
Паспортная частота вращения шпинделя nп, мин-1 |
280 |
560 |
560 |
630 |
630 |
560 |
500 |
800 |
710 |
710 |
800 |
|
Фактическая скорость резания Vф, м/мин |
147,7 |
160 |
160 |
172,1 |
172,1 |
153 |
136,6 |
160,8 |
142,7 |
142,7 |
227,1 |
|
Табличная мощность резания Nт, кВт |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
Фактическая мощность резания Nф, кВт |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
Минутная подача Sм, мм/мин |
50,4 |
117,6 |
100,8 |
113,4 |
113,4 |
100,8 |
90 |
55,2 |
110 |
110 |
32,8 |
Определяем время цикла автоматической работы станка по программе.
Для станка 16К20Ф3 время фиксации револьверной головки 2секунды и время поворота револьверной головки на одну позицию 1секунда. Ёмкость револьверной головки 6 инструментов.
Таблица 15 - Время автоматической работы станка по программе.
|
Участок траектории или номера позиции инструмента, установленного из предыдущего в рабочее положение
|
Приращение по оси OZ, ΔZ мм |
Приращение по оси OХ, Δ X мм |
Длинна i – го участка траектории Li, мм |
Минутная подача на i – м участке траектории, Sмi, мм/мин |
Основное время автоматической работы станка по программе То, мин |
Машино – вспомогательное время Тмв, мин |
|
Инструмент 3-1 0-1 1-2 2-3 3-4 4-5 5-6 6-7 7-8 8-9 9-10 10-0 Инструмент 1-2 0-1 1-2 2-0 Инструмент 2-3 0-1 1-2 2-3 3-4 4-5 5-0 |
-100 0 2 0 -4 -38 -3 -2 -10 0 155
-143 -12 155
-98 -3,5 -28,5 0 32 98 |
-154 -15 0 7 4 0 3 1,16 0 42 111,84
-155 0 155
35,87 -2,87 0 -3 0 -30 |
183,6 15 2 7 5,66 38 4,24 2,31 10 42 191,1
210,9 12 219,2
104,4 4,53 28,5 3 32 102,5 |
4000 90 300 300 100,8 113,4 113,4 100,8 117,6 50,4 4000
4000 32,8 4000
4000 55,2 110 110 300 4000 |
- 0,167 - - 0,056 0,335 0,037 0,023 0,085 0,834 -
- 0,366 -
- 0,082 0,259 0,027 - - |
0,1 0,046 - 0,007 0,024 - - - - - - 0,048 0,05 0,053 - 0,055 0,05 0,026 - - - 0,107 0,026 |
|
|
|
|
|
|
2,27 |
0,59 |
![]()
![]() мин.
мин.
Определяем штучное время.
![]() ;
;
где Тц.а. – время цикла автоматической работы станка по программе;
Тв – вспомогательное время;
Кtв – поправочный коэффициент на вспомогательное время;
атех+аорг+аотл - время на обслуживание рабочего места, отдых и личные надобности.
![]() ;
;
где Туст – время на установку и снятие детали;
Туст = 0,65 мин.
[ 7 ] с.61
Топ – вспомогательное время, связанное с операцией с учётом переустановки;
Тв.оп1 = 0,32 мин;
Тв.оп2 = 0,15 мин;
Тв.оп3 = 0,03 мин.
[ 7 ] с.79
Тв.оп = 0,32 + 0,15 + 0,03 = 0,5 мин.
Тизм – время на измерение детали;
Время на измерение включает в себя:
- семь измерений штангенциркулем;
- одно измерение штангенглубиномером;
- одно измерение радиусным шаблоном;
- одно измерение скобой;
- одно измерение калибр-пробкой гладким двусторонним.
Тизм = 0,045×4 + 0,19 + 0,11×2 + 0,07 + 0,1×2 + 0,09 = 0,95 мин.
[ 7 ] с.84-88
Т.к. на данной операции время Тц.а. больше времени Тизм, то последнее является перекрываемым и в норме штучного времени не учитывается.
Кtв = 0,93.
[ 7 ] с.50
Тв = 0,65 + 0,5 = 1,15 мин.
Оперативное время.
![]() .
.
![]() мин.
мин.
Время на обслуживание рабочего места, отдых и личные надобности.
(атех+аорг+аотл) составляет 8% от оперативного времени.
[ 7 ] с.90
![]() мин.
мин.
![]() мин.
мин.
Подготовительно – заключительное время Тп-з состоит из суммы времён, затраченных на организационную подготовку и суммы времён, затраченных на наладку станка, инструмента, приспособления.
Оно включает время на:
- получение технологической документации – 4 мин;
- получение инструмента и оснастки – 9 мин;
- ознакомление с чертежом, работой, осмотром заготовок – 2 мин;
- инструктаж мастера – 2 мин;
- установку и снятие трехкулачкового патрона – 4 мин;
- установку и снятие оправки или центра – 1,2 мин;
- смещение задней бабки рукояткой – 0,4 мин;
- установку исходных режимов работы – 0,2 мин;
- установку и снятие инструментального блока или отдельного режущего инструмента – 0,8 мин;
- набрать программу кнопками на пульте управления устройства ЧПУ и проверить её. Время на один размер – 0,4 мин;
- настроить нулевое положение – 2,5 мин;
- настройку устройства для подачи СОЖ – 0,3 мин.
[ 7 ] с.96-97
- время на пробную обработку – 6,6 мин. [ 7 ] с.104
Поправочный коэффициент:
К = 0,9 – поправочный коэффициент на пробную обработку. [ 7 ] с.105
![]()
Штучно – калькуляционное время:
![]() ;
;
где n – количество деталей в партии;
![]() мин.
мин.
Таблица 16 - Сводная таблица норм времени по операциям.
-
№ и наименование операции
То, мин
Тв, мин
Кt.в
Топ,
мин
Тобсл, мин
Тотл, мин
Тшт, мин
Тп-з, мин
n,
шт
Тшт-к, мин
Туст, мин
Тпер, мин
Т
 ,
,мин
Тизм, мин
1
2
3
4
5
6
7
8
9
10
11
12
13
14
005
Токарная полуавтоматная
0,76
1,65
2,41
0,28
2,69
25
120
2,9
010
Токарная полуавтоматная
0,79
1,7
2,49
0,22
2,71
25
120
2,92
015
Вертикально-сверлильная
1,81
0,88
2,69
0,2
2,89
20
120
3,06
020
Токарная полуавтоматная
0,75
1,36
2,11
0,34
2,45
25
120
2,66
030
Токарно-винторезная
0,29
0,42
0,77
0,5
0,21
1,32
2,8
0,11
0,11
3,02
24
120
3,22
035
Горизонтально-протяжная
0,32
0,81
1,13
0,14
1,27
21
120
1,45
040
Горизонтально-протяжная
0,32
0,83
1,15
0,06
1,21
15
120
1,34
Продолжение таблицы 16.
-
1
2
3
4
5
6
7
8
9
10
11
12
13
14
050
Токарная с ЧПУ
2,49
0,65
0,5
1,265
перек.
0,93
3,56
0,29
3,85
44,26
120
4,22
055
Токарная с ЧПУ
2,86
0,65
0,5
0,95
0,93
3,93
0,32
4,25
49,14
120
4,66
060
Вертикально-сверлильная
0,2
1,58
1,78
0,05
1,83
15
120
1,96
065
Радиально-сверлильная
0,39
0,98
1,37
0,06
1,43
14
120
1,55