

1 Экономическая эффективность естпп
По предварительным расчетам научно-исследовательских институтов Госстандарта внедрение ЕСТПП позволяет повысить производительность труда на 30—-35 % в мелкосерийном и 10— 15 % в крупносерийном и массовом производствах, сократить в 1,5—2,5 раза сроки технологической подготовки производства и затраты на ее проведение, высвободить из сферы подготовки производства значительное количество материальных ресурсов.
Для определения экономической эффективности в сфере производства с 1 сентября 1975 г. введен в действие ГОСТ 14.005—75 «ЕСТПП. Методы расчетов экономической эффективности». Этот стандарт предназначен для выбора оптимальных решений при совершенствовании технологической подготовки производства отрасли или предприятия на основе ЕСТПП; применения экономических показателей при оценке и оптимизации уровня ТПП на предприятии или в отрасли; учета соответствующего экономического эффекта в планах развития отрасли или предприятия; оценки окупаемости затрат на внедрение ЕСТПП в отрасли или на предприятии, а также определения поощрения за разработку и внедрение системы ТПП.
На
рисунке 1 представлен экономический
эффект ЕСТД.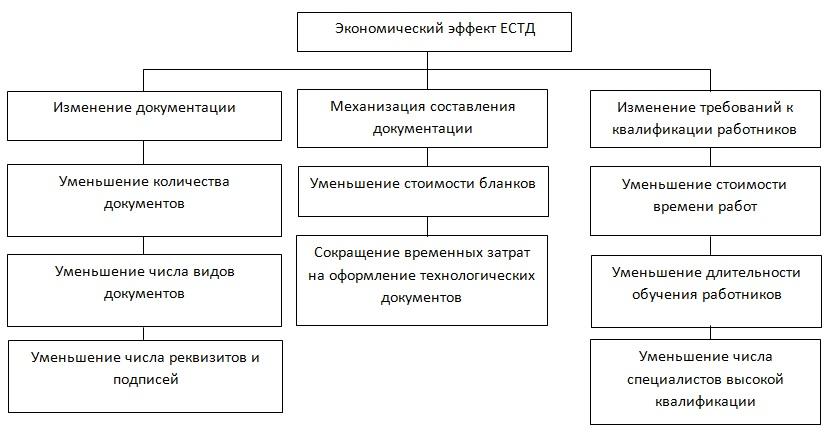
Рисунок 1 - Экономический эффект ЕСТД
В стандарте приведен ряд формул для расчета экономического эффекта при внедрении отдельных решений ЕСТПП, что позволяет сравнивать эти данные, а следовательно, выбирать оптимальный вариант. Для выбора маршрутной или операционной технологии, установления объема информации, уровня типизации, степени механизации даны расчетные методы, по которым можно находить оптимальные варианты.
На рисунке 2 представлен эффект удешевления технологической подготовки.

Рисунок 2 - Эффект удешевления технологической подготовки
Определение уровня технологической подготовки, производства — сложная проблема, поскольку необходимо учитывать как уровень механизации и автоматизации ее разработки, так и степень совершенства самой технологии. Методы расчета и расчетные формулы, установленные стандартом, позволяют сопоставлять стоимость изготовления аналогичных изделий или стоимость изготовления, отнесенную к какой-либо условной единице (мощности, массы, грузоподъемности и т. п.), по различным технологическим процессам.
На рисунке 3 представлен экономический эффект в производстве.

Рисунок 3 - Экономический эффект в производстве
Расчетные формулы дают возможность предварительно сравнивать стоимость предстоящих работ по подготовке производства •с существовавшими ранее и рассчитывать достигаемую в производстве экономию с выделением отдельных составляющих (экономия материалов, заработной платы, уменьшение амортизационных отчислений). Эти показатели используются при разработке годовых планов предприятий и отраслей, а также перспективных планов их развития.
2 Методы определения и оценки технологичности конструкции изделия
Оценка технологичности конструкции изделия может быть качественной и количественной. Количественная оценка технологичности конструкции изделия посредством системы показателей является одним из принципов ЕСТПП. Целью такой оценки является обеспечение эффективной отработки конструкции изделия на технологичность для снижения затрат на ее проектирование, изготовление и эксплуатацию. Количественная оценка основана на системе показателей, включающей: базовые показатели технологичности, устанавливаемые в техническом задании на проектирование изделия; показатели технологичности, достигнутые при разработке конструкции; уровень технологичности (отношение достигнутых показателей к базовым). Показатели технологичности могут быть частными и комплексными.
Частные показатели технологичности конструкции (единичные и групповые) характеризуют отдельные (частные) признаки технологичности изделия. Большое количество изделий обусловливает применение большого числа частных показателей технологичности. Но для каждого изделия из числа частных показателей можно выделить показатели, которые для данного изделия являются основными. Число показателей при отработке конструкции на технологичность должно быть минимальным, но достаточным для ее характеристики.
Качественная сравнительная оценка вариантов конструкции допустима на всех стадиях проектирования, когда осуществляется выбор лучшего конструктивного решения и не требуется определения степени различия технологичности сравниваемых вариантов. При сравнении вариантов конструкции в процессе проектирования изделия качественная оценка предшествует количественной, определяет целесообразность количественной оценки и соответственно затрат времени на определение численных значений показателей технологичности сравниваемых вариантов. Классификация показателей технологичности конструкции изделия приведена на рисунке 4.
Показатели технологичности конструкции
По области проявления
Производственные
Эксплуатационные

Технические
Технико-экономические
Базовые
По области анализа

Уровня технологичности
Разрабатываемой конструкции
По системе оценки

Основные
Дополнительные
По значимости

По количеству признаков технологичности
Частные
Комплексные

Абсолютные
Относительные
По способу выражения

Рисунок 4 – Классификация показателей технологичности конструкции
Для определения уровня технологичности конструкции по трудоемкости существует ряд методов укрупненного определения трудоемкости изготовления изделия на стадии разработки конструкторской документации:
- определение трудоемкости изготовления путем сравнения с изделиями аналогичных конструкций (по массе, по размерам обрабатываемых поверхностей) с учетом корректирующих коэффициентов серийности, степени освоения, роста производительности труда, сложности;
- определение трудоемкости по массе изделия с применением нормативов трудоемкости и корректирующих коэффициентов;
- определение трудоемкости путем составления математических моделей зависимости трудоемкости от конструктивнотехнологических факторов.
Первый метод применяется для укрупненного расчета трудоемкости изготовления новых машин, для которых не разработаны рабочие чертежи, а известны только их основные параметры. Этот метод наиболее простой, но наименее точный. Все расчеты здесь основаны на принципе подобия и учитывают только различные размеры. В основном метод целесообразен для экономической оценки конструкции изделия в начале проектирования при разработке технического задания.
Метод определения нормативной трудоемкости по массе изделия с учетом распределения по массе составляющих ее деталей (для различных видов обработки) позволяет уточнить влияние конструкции машины на технологию ее изготовления и выявить при анализе технологичности конструкции неиспользованные резервы. Расчеты по этому методу требуют независимости от вида изделия и специфики отрасли установления классификатора изделий по группам сложности, нормативов расчетной серийности в зависимости от средней массы изделия, нормативов удельной трудоемкости в зависимости от расчетной серийности и от групп сложности изготовления изделия, значений различных коэффициентов для корректировки названных выше нормативов.
Третий метод определения трудоемкости изготовления изделия на стадии проектирования основан на использовании регрессионных моделей связи трудоемкости с определяющими ее факторами. С помощью такой модели можно с достаточной точностью определить, какой должна быть трудоемкость изделий, подготовляемых к производству; сопоставить трудоемкость технологических и конструктивно однородных изделий, выпускаемых на одном или нескольких предприятиях; выявить резервы снижения трудоемкости; определить оптимальную величину каждого фактора, дающего возможность получить минимальную трудоемкость. Этот метод нашел наибольшее распространение в практике.