

4. Гидравлическая схема кругло-шлифовального станка 315
Гидравлическая система этого станка (рис. 10) включает следующие основные узлы:
а) шестеренный насос 47ПГ11 (см. рис. 11);
б) клапан типа 545 (рис. 12);
в) реверсивный механизм стола 1 с плунжером 2 и призмой 3;
г) цилиндр стола 4;
д) золотник автоматической поперечной подачи шлифовального круга 5;
е) цилиндр автоматической поперечной подачи шлифовального круга 6;
ж) цилиндр включения и выключения ручного перемещения стола 7;
з) цилиндр ускоренного подвода и отвода шлифовальной бабки 8;
и) золотник ускоренного подвода и отвода шлифовальной бабки 9.
Масло от шестеренного насоса по трубопроводу 10 поступает к реверсивному механизму стола 7. Через реверсивный золотник 11 (в зависимости от его положения) масло может поступать в левую или правую полость цилиндра 4. Выход жидкости из цилиндра в бак происходит через реверсивный золотник и далее через каналы 12, 13 отверстие 14, перекрываемое дросселем 15, и трубопровод 16. Постоянное давление 10-15 атм в трубопроводе 10 создается настройкой клапана.
В гидросистеме применен цилиндр 4 с двухсторонним штоком, поэтому скорости перемещения стола в обоих направлениях одинаковы.
Р
16

Рис. 24. Трехпозиционный золотник ручного управления
типа Vickers
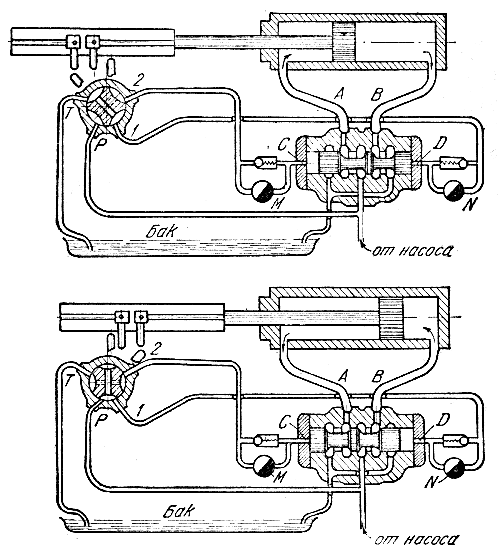
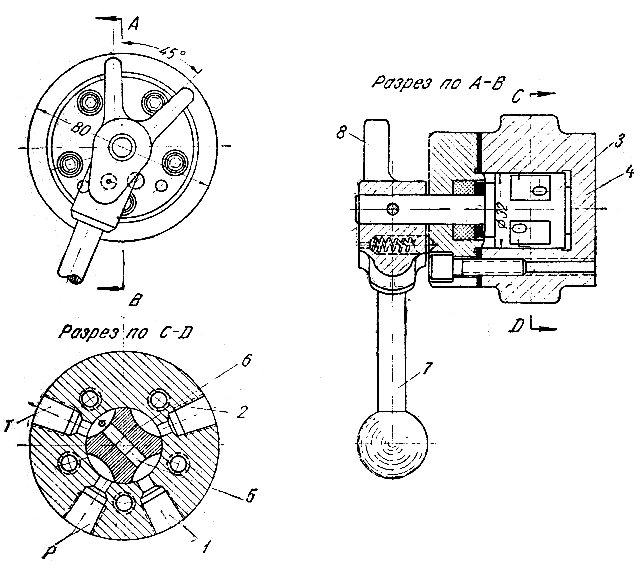
Рис. 25. Схема взаимодействия поворотного пилота
с
33
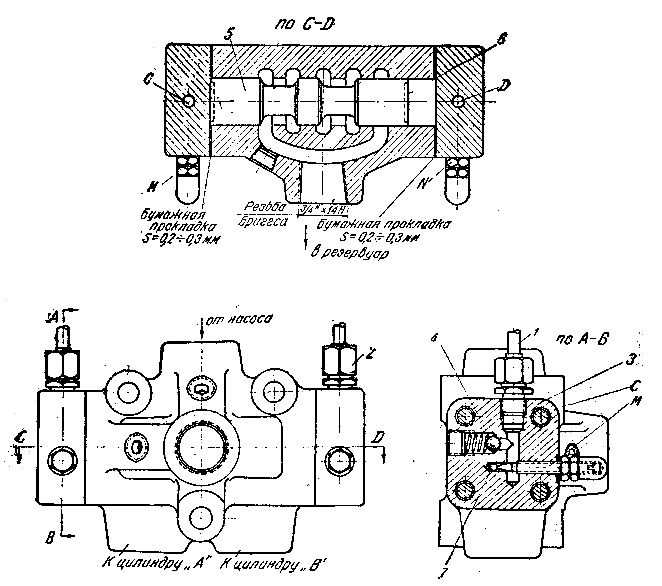
Рис. 22. Золотник с гидравлическим управлением типа Vickers
Р
32
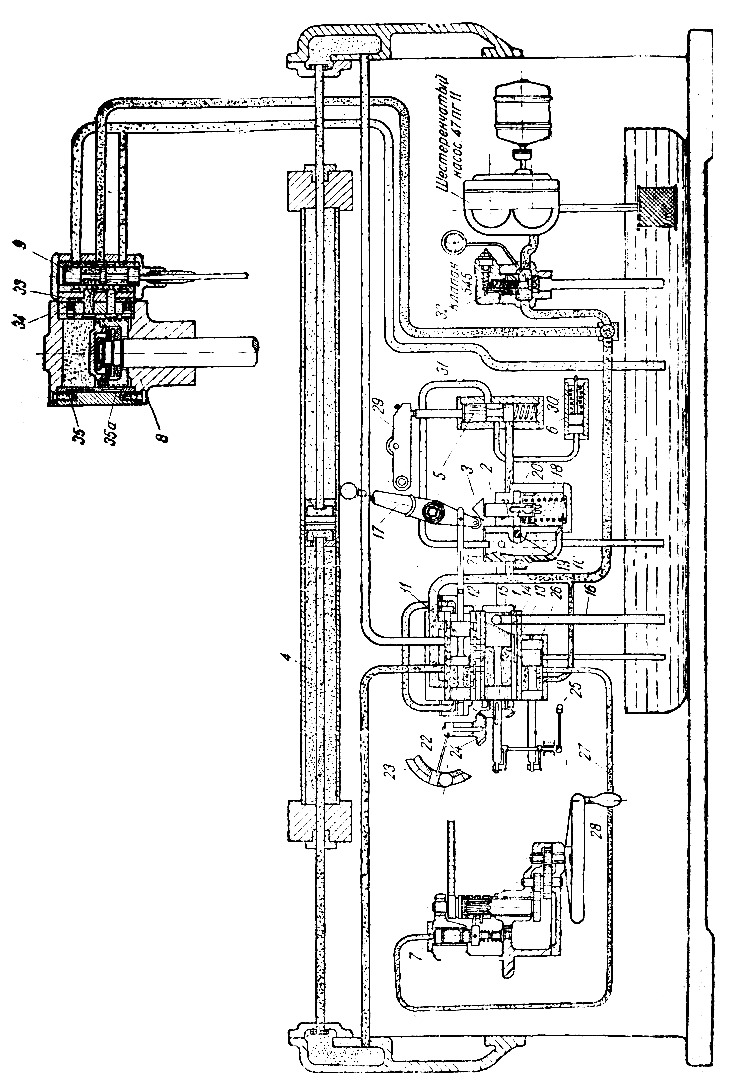
Рис. 10. Гидравлическая схема круглошлифовального
с
17
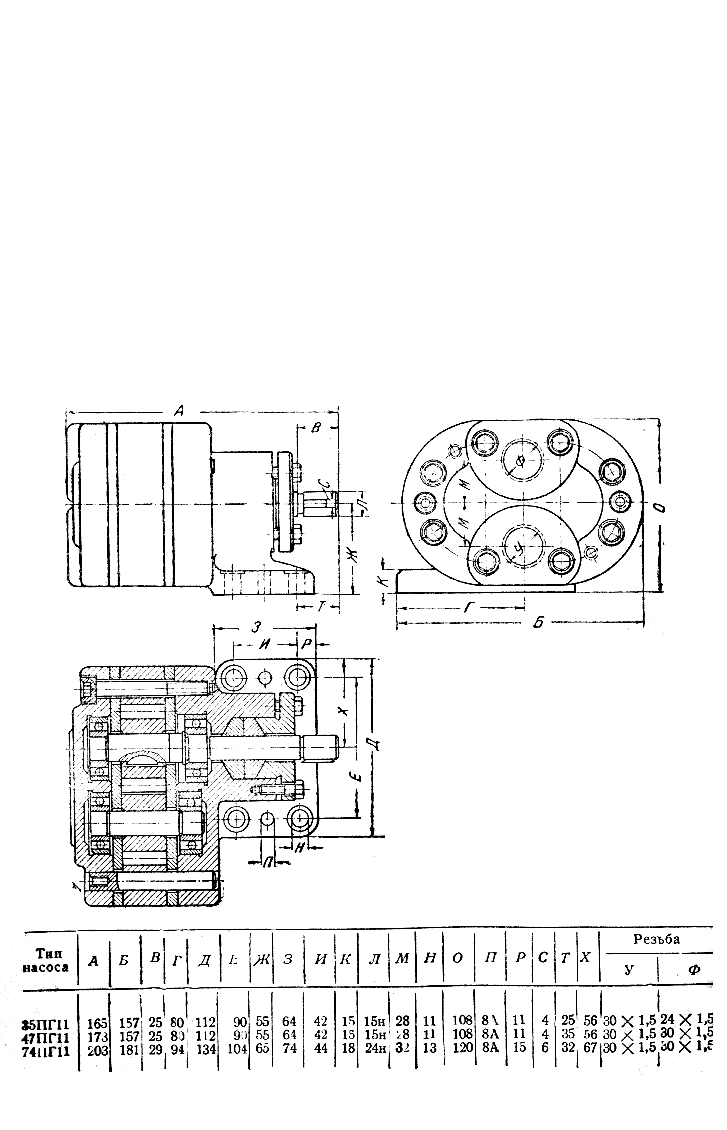
Рис. 11. Габаритные размеры шестеренных насосов
35Пг11, 47пг11 и 74пг11
м
18
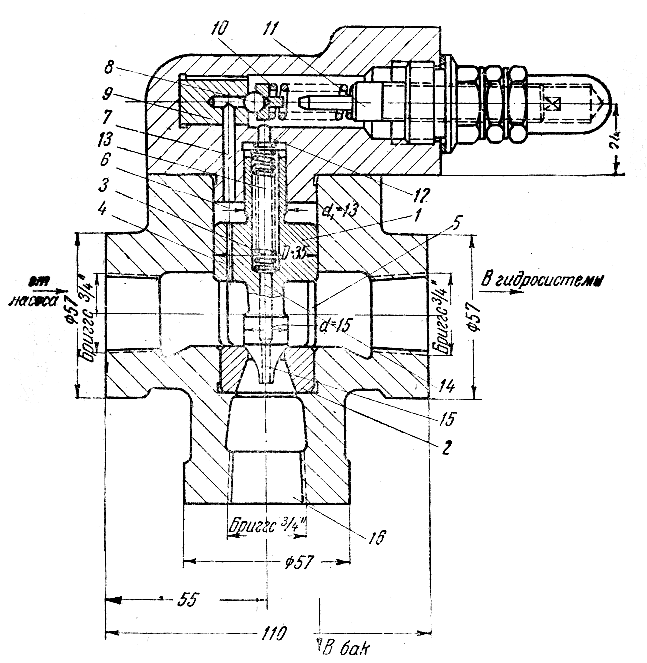
Рис. 21. Клапан фирмы Vickers
г) реверсивного золотника (см. рис. 22);
д) поворотного пилота (типа, изображенного на рис. 23);
е) золотника пуска и остановки (см. рис. 24);
ж) рабочего цилиндра.
Ж
31
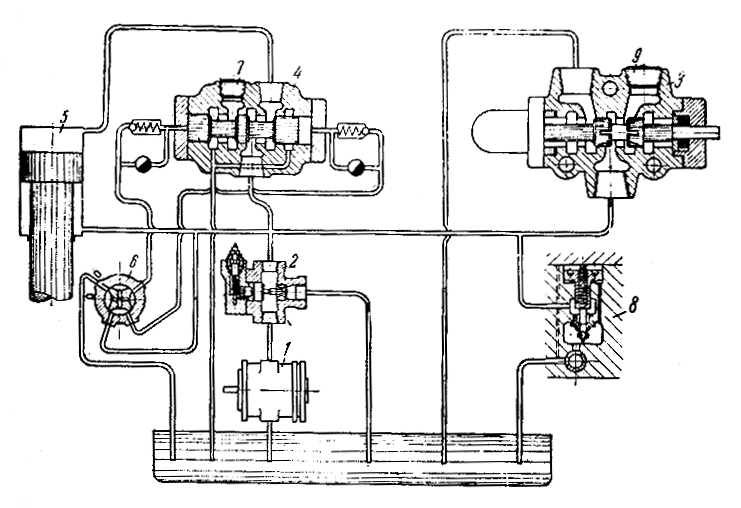
Рис. 19. Гидравлическая схема вертикального
хонинговального станка фирмы Barnes Drill
Р
30
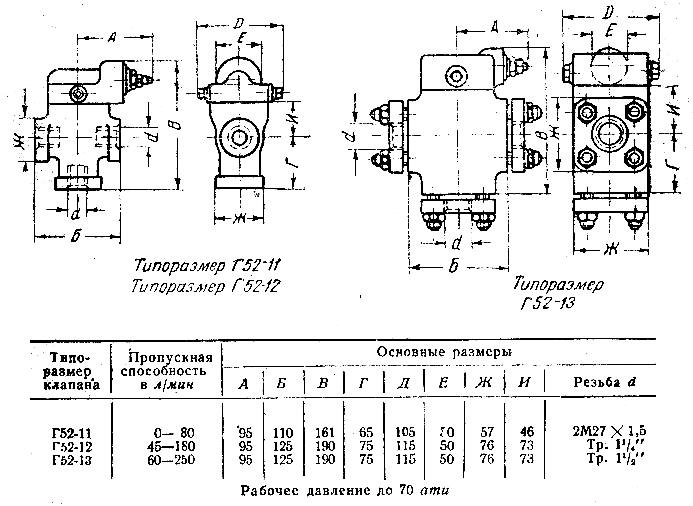
Рис. 12. Клапаны переливные пропускной способностью
до 250 л/мин
Если повернуть рукоятку 25 в положение «стоп», дроссель 15 и золотник 26 перемещаются вправо. При этом золотник 26 сообщает с баком линию 27, ведущую к цилиндру 7; плунжер цилиндра под действием пружины отходит вверх, включая механизм ручного перемещения стола. Одновременно дроссель 15 сообщает друг с другом обе полости цилиндра; при вращении маховичка 28 стол может перемещаться, причем жидкость из одной полости цилиндра перетекает в другую.
А
19
Когда упор стола сойдет с ролика рычага 29, золотник 5 под действием пружины перемещается вверх, соединяя цилиндр 6 с трубопроводом 31, и поршень цилиндра 6 возвращается пружиной 30 в исходное положение, вытесняя масло из цилиндра 6 в ванну 21; при таком устройстве достигается автоматическое пополнение маслом ванны 21.
Для ускоренного подвода шлифовальной бабки золотник 9 должен занимать положение, изображенное на рис. 10. Тогда масло по трубопроводу 32 через золотник 9, узкий канал 33 (предварительно открыв шарик 34), а затем по каналу 35 поступает в верхнюю полость цилиндра 8, перемещая его поршень; шток поршня через специальный механизм связан с корпусом шлифовальной бабки. В начале хода поршня большое сечение канала 35 перекрыто и масло поступает в цилиндр через шариковый клапан 34, поэтому поршень начинает перемещаться с малой скоростью, которая постепенно увеличивается по мере открытия канала 35. Из нижней полости цилиндра масло сначала выходит через большое сечение канала 35а, а затем через малое его сечение, что обеспечивает плавное торможение бабки в конечных ее положениях.
Описанная гидросистема обеспечивает следующие паспортные данные станка:
а) скорость возвратно-поступательного перемещения стола в пределах от 0,4 до 10 м/мин;
б) среднюю скорость ускоренного подвода-отвода шлифовальной бабки 2 м/мин.