

Tehnologiya_shveynyh_izdeliy_2012
.pdfОбработка застежек тесьмой-молнией (рисунок 5.25 а). Ста-
чивают боковые срезы швом шириной 1,0 см: правый – от верхнего среза до низа, левый – от надсечки, определяющей конец застежки, до низа. Разутюживают швы, одновременно заутюживая в сторону изнанки припуски швов в области застежки. К припускам швов прикладывают тесь- му-молнию и настрачивают еѐ на машине со спецприспособлением на 0,4–0,7 см от заутюженных краев, совмещая сгибы с серединой застѐгнутой тесьмы молнии (рисунок 5.25 б).
В зависимости от модели расстояние от строчек до края застѐжки может быть неодинаковым. С одной стороны настрачивают припуск заднего полотнища на тесьму-молнию на расстоянии 0,2 см от звеньев, а с другой – заутюженным припуском шва переднего полотнища закрывают строчку и настрачивают на вторую часть тесьмы-молнии на расстоянии 0,7–1,0 см от сгиба (рисунок 5.25 в). Внизу застѐжку закрепляют строчкой, перпендикулярной или под углом ко шву. Она располагается на 0,1–0,5 см ниже последнего звена молнии. При использовании специальной двухигольной машины для настрачивания тесьмы-молнии строчки заканчивают закрепками (рисунок 5.25 г).
При использовании универсальной машины тесьму-молнию притачивают на расстоянии 0,2 см от звеньев (строчка 1, рисунок 5.25 д). Заутюженный припуск шва переднего полотнища настрачивают на вторую часть тесьмы-молнии на 0,7 см от сгиба (строчка 2, рисунок 5.25 г), заканчивая строчку перпендикулярно или под углом к линии шва.
б |
в |
а |
г |
д |
Рисунок 5.25 – Обработка застежки юбки тесьмой-молнией
281

При плотном облегании юбки, во избежание попадания под звенья застежки белья, с изнанки подкладывают деталь под застежку А (рису-
нок 5.26).
Эту деталь изготавливают из полоски основного материала шириной 7,0–8,0 см, длиной на 1,0–1,5 см длиннее застежки. Нижний конец детали обтачивают швом шириной 0,5–0,7 см. Припуски шва в углах подрезают, деталь вывертывают на лицевую сторону и приутюживают. Боковой срез детали обметывают.
Деталь соединяют с застежкой после настрачивания тесьмымолнии. Обметанные срезы детали совмещают со срезами припуска шва со стороны узкой отделочной строчки и притачивают к припуску шва на расстоянии 0,3 см от строчки 1 (строчка 2, рисунок 5.26 а).
Возможен другой способ: уравнивают обметанные срезы детали и тесьмы-молнии, заутюженный припуск заднего полотнища юбки укладывают вплотную к звеньям тесьмы-молнии и настрачивают на расстоянии 0,2 см от звеньев (строчка 1, рисунок 5.26 б). Припуск переднего полотнища настрачивают на тесьму-молнию, отгибая деталь (строчка 2, рисунок 5.26 б).
Если верхний срез юбки обрабатывают обтачкой, то верхние концы тесьмы-молнии предварительно притачивают к припускам швов на 0,5 см от верхних срезов (строчка 1, рисунок 5.27), а затем обтачивают верхний срез обтачкой и настрачивают тесьму-молнию.
Застежка на тесьму-молнию может быть смещенной от шва стачивания срезов. При обработке такой застежки на переднем и заднем полотнищах юбки оставляют припуск шириной 2,5–3,0 см на всю длину застежки. Срезы юбки обметывают, стачивают и разутюживают, заутюживая припуск на застежку переднего полотнища юбки по намеченной линии. Одну сторону тесьмы-молнии настрачивают на припуск на застежку заднего полотнища юбки на расстоянии 0,3–0,5 см от края тесьмы (строчка 1, рисунок 5.28).
а |
б |
Рисунок 5.26 – Обработка застежки юбки на тесьму-молнию с дополнительной деталью
282

Рисунок 5.27 – Соединение тесьмы- |
Рисунок 5.28 – Обработка застежки, |
молнии с верхним срезом юбки при |
смещенной от шва стачивания срезов, |
обработке его обтачкой |
на тесьму-молнию |
Вторую часть тесьмы-молнии настрачивают на припуск на застежку переднего полотнища, укладывая ее на 1,0–1,5 см от сгиба застежки и прокладывая строчку на 0,2–0,4 см от края тесьмы (строчка 2). Внутреннюю сторону тесьмы-молнии настрачивают второй строчкой на припуск на застежку на заднем полотнище на расстоянии 1,0 см от края (строчка 3). По краю застежки на переднем полотнище может быть проложена отделочная строчка 4. Если она отсутствует, то внутренний край застежки подшивается к переднему полотнищу на машине потайного стежка.
Потайную застежку на тесьму-молнию обрабатывают как до стачивания срезов, в которых она располагается, так и после, используя специальную лапку.
В первом случае тесьму-молнию укладывают на лицевую сторону изделия, уравнивая края тесьмы с припусками на шов, и притачивают на 0,1 см от звеньев (рисунок 5.29). Затем стачивают срезы, не доходя до строчек притачивания тесьмы на 0,5 см, и разутюживают швы.
Во втором случае стачивают срезы до надсечек, определяющих место расположения тесьмы-молнии; притачивают тесьму-молнию к припуску на
застежку (величина его на 0,2 см Рисунок 5.29 – Потайная за- |
|
больше припуска на шов). Ширина |
стежка на тесьму-молнию |
|
|
283 |
|

шва притачивания 0,9 см. Строчку прокладывают, начиная от верхних срезов юбки. Шов разутюживают, приутюживая застежку. Нижний конец одной части тесьмы-молнии точечно прикрепляют к припуску шва.
Обработка застежек на петли и пуговицы или крючки и пет-
ли. Для обработки данной застежки заднее и переднее полотнища юбки чаще всего имеют соответствующие припуски в левом боковом шве.
В изделиях из легко осыпающихся тканей внутренний срез припуска на застежку переднего полотнища обметывают и застрачивают, перегибая в сторону изнанки на 0,7 см и прокладывая строчку на 0,1 см от сгиба (рисунок 5.30 а).
В изделиях из плотных тканей этот же срез припуска окантовывают (рисунок 5.30 б). При использовании универсальной машины окантовку притачивают шириной шва 0,3–0,5 см (строчка 1) и настрачивают на 0,2 см от сгиба (строчка 2).
Если верхний край юбки обрабатывают корсажной лентой, то предварительно обтачивают верхний срез застежки от сгиба до надсечки, определяющей конец притачивания корсажной ленты, шириной шва 1,0 см (строчка 3, рисунок 5.30 в). Припуски шва в углу подрезают, верхний край застежки вывертывают на лицевую сторону, выправляют и приутюживают.
Если переднее полотнище юбки не имеет припуска на застежку, то срез на участке застежки обрабатывают обтачкой из основного материала (рисунок 5.30 г). Ширина шва обтачивания среза застежки 0,7 см (строчка 1). Внутренний срез обтачки подгибают на 0,7 см и застрачивают на 0,2 см от сгиба.
Припуск на застежку на заднем полотнище юбки обтачивают (рисунок 5.31 а) или окантовывают (рисунок 5.31 б) полоской подкладочной ткани. Для повышения прочности крепления пуговиц на изнаночную сторону припуска приклеивают клеевую прокладку.
а б в г
Рисунок 5.30 – Обработка припуска на застежку переднего полотнища юбки
284


а |
б |
Рисунок 5.33 – Обработка разреза припусками на подгиб низа
ки, которые определяют величину разреза (расстояние между точками I и II равно удвоенной высоте разреза) и стачивают срезы заднего полотнища юбки швом шириной 1,0 см, оставляя пропуск на участке разреза (строчка 1, рисунок 5.33 а).
Обтачивают края разреза отдельно на каждой стороне, совмещая точки I и II, швом шириной 1,0 см, продолжая строчки по одной линии (строчка 2, рисунок 5.33 б).
Нижние углы разрезов вывертывают. Средний шов заднего полотнища юбки и участок припуска на подгиб низа разутюживают, края разреза приутюживают. После соединения боковых швов уточняют припуск на подгиб низа, обмѐтывают нижние срезы юбки, заутюживают припуск на изнаночную сторону изделия. Подшивают низ юбки на специальной машине потайного стежка, прокладывая строчку на расстоянии 0,5–1,0 см от обметанного среза (строчка 3, рисунок 5.33 б).
Если шлицы длиннее припуска на подгиб низа и располагаются в швах, то срезы заднего полотнища юбки имеют припуски на их обработку. Срезы шлиц можно обрабатывать обтачкой и застрачивать (рисунок 5.34) или обметывать (рисунок 5.35).
В первом случае срезы припуска верхней части шлицы застрачивают, подгибая срез на 0,7–1,0 см, прокладывая строчку на расстоянии 0,2–0,3 см от подогнутого края (строчка 1, рисунок 5.34 а). Так же застрачивают внутренний срез обтачки (строчка 2, рисунок 5.34 а). Срез нижней части шлицы обтачивают обтачкой швом шириной 0,5 см (строчка 3, рисунок 5.34 а) по боковой стороне и линии подгиба низа. Нижний угол верхней шлицы обтачивают, перегибая заднее полотнище
286

б
а
Рисунок 5.34 – Обработка шлицы юбки обтачкой
по надсечке лицевой стороной внутрь (строчка 4, рисунок 5.34 б). Уголки вывертывают на лицевую сторону и выправляют.
Стачивают средние срезы заднего полотнища юбки швом шириной 1,0 см, одновременно стачивая уступы шлицы (строчка 5, рисунок
5.34а). Разутюживают средние швы, заутюживают сгибы шлиц и припуска на подгиб низа и приутюживают край нижней части шлицы. Внутренние края обтачки и припуска верхней части шпицы настрачивают на припуск подгиба низа точечно или двойной обратной строчкой длиной 1,5–2,0 см, прокладывая еѐ по строчке застрачивания срезов в верхней части припуска (строчки 6, рисунок 5.34 б).
Низ юбки подшивают на специальной машине потайного стежка, прокладывая строчку на расстоянии 0,5–1,0 см от обметанного среза (строчка 7, рисунок 5.34 а) или приклеивают клеевой паутинкой.
Срезы шлиц обметывают при использовании клеевых прокладок в припусках на их обработку (рисунок 5.35 а). Вместо прокладки в нижней части шлицы используют кромку шириной 1,0–1,5 см, чтобы она не была видна с внутренней стороны изделия.
Стачивают средние срезы заднего полотнища юбки от надсечки, определяющей конец застѐжки, до уступа шлицы (строчка 1, рисунок
5.35б). Затем обтачивают нижние углы нижней части шлицы припуском на подгиб низа (строчка 2, рисунок 5.35 в). По краю нижней части шлицы прокладывают строчку на 0,2 см от сгиба (строчка 3, рисунок
5.35б, в). Нижний угол верхней части шлицы обтачивают, перегибая заднее полотнище по надсечке лицевой стороной внутрь (строчка 4, рисунок 5.35 б).
287
а |
б |
|
в
г
Рисунок 5.35 – Обработка шлицы с обмѐтанными срезами
После этого стачивают уступы шлицы и с лицевой стороны детали прокладывают отделочную строчку (строчки 5 и 6, рисунок 5.35 б).
Внутренние края припуска верхней части шлицы настрачивают на припуск подгиба низа двойной обратной строчкой длиной 1,5–2,0 см, прокладывая еѐ по строчке обмѐтывания срезов в верхней части припуска (строчка 7, рисунок 5.35 б).
Низ юбки подшивают на специальной машине потайного стежка, прокладывая строчку на расстоянии 0,5–1,0 см от обметанного среза (строчка 8, рисунок 5.35 б) или приклеивают клеевой паутинкой.
288

Можно применять и несколько иной порядок обработки шлицы. Вначале застрачивают срез нижней части шлицы, подгибая его в
сторону изнанки на 0,7–1,0 см, прокладывают строчку на 0,2 см от сгиба (строчка 1, рисунок 5.35 г). Стачивают средние срезы заднего полотнища юбки и одновременно уступы шлицы. После разутюживания шва и заутюживания припусков шлицы с лицевой стороны детали прокладывают отделочную строчку по шлице (строчки 2 и 3, рисунок 5.35 г).
Внешние края припуска нижней части шпицы застрачивают, прокладывая строчку на участке припуска по строчке 1 (строчка 4, рисунок
5.35 г).
Обработка шлицы на цельной детали представлена на рисунке
5.36. Для ее изготовления используют дополнительные детали: обтачку Б и полоску ткани В. На детали А (полотнище юбки) размечают по лекалу линию разреза шлицы и разрезают по прямой линии. К левому срезу притачивают обтачку Б швом шириной 0,7 см (строчка 1). Припуск шва настрачивают на обтачку для закрепления канта (строчка 2). Продублированную полоску ткани для обработки правого среза заутюживают и по сгибу прострачивают строчку 3 на расстоянии 0,2–0,3 см от края. Притачивают деталь к правой стороне разреза швом шириной 0,7 см (строчка 4). Припуск шва со стороны основной детали в верхнем конце шлицы (строчки 1 и 4) уменьшается до 0,2 см.
Слицевой стороны шлицы прокладывают отделочную строчку 5,
аверхний конец шлицы закрепляют двойной обратной строчкой 6. Строчки 7 и 8 – притачивание подкладки юбки к обтачке и полоске ткани (ширина шва 1,0 см).
Детали юбки с разрезами в швах имеют припуски на их обработку
(рисунок 5.37).
Рисунок 5.36 – Обработка |
Рисунок 5.37 – Обработка |
шлицы на цельной детали |
разрезов в швах юбок |
|
289 |

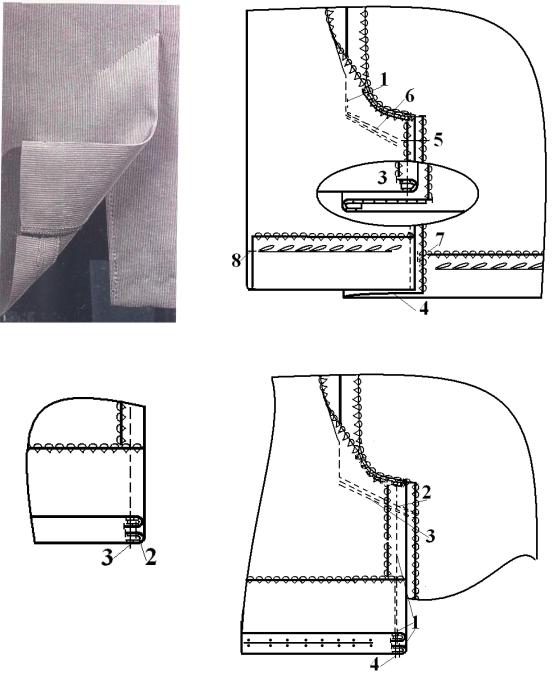
После стачивания средних срезов задних полотнищ юбки обтачивают нижние углы разрезов по линии перегиба низа (строчки 1 и 2, рисунок 5.37). Углы вывертывают и выправляют. По краям разрезов может быть проложена отделочная строчка (строчка 3, рисунок 5.37). Внутренние края разрезов настрачивают на припуск на подгиб низа на стачивающей машине на расстоянии 0,3–0,5 см от среза (строчка 4, ри-
сунок 5.37).
Низ юбки чаще всего обметывают и подшивают на машине потайного стежка (строчка 5, рисунок 5.37). В моделях из хлопчатобумажных, льняных и штапельных тканей нижние срезы юбок застрачивают швом в подгибку с закрытым срезом. В некоторых моделях срез припуска на подгиб низа обрабатывают тесьмой. Один край тесьмы притачивают к припуску на подгиб низа, другой подшивают к низу юбки на машине потайного стежка. В юбках, изготовленных из тканей и материалов с неосыпающимися срезами, низ подшивают швом в подгибку с открытым срезом на машине потайного стежка без предварительного обметывания.
5.2.3 Обработка пояса и верхних срезов юбки
Верхние срезы юбки обрабатывают притачным или отложным поясом, обтачками, корсажной лентой или швом вподгибку (с эластичной лентой).
Пояс в юбках может быть с прокладкой или без нее. Прокладка может быть клеевая или неклеевая. Клеевую прокладку приклеивают к внутренней части пояса со стороны изнанки, уравнивая ее верхний срез с линией сгиба пояса (рисунок 5.38 а), или располагая на 1,0 см за линию перегиба пояса, или на всю ширину пояса (рисунок 5.38 б, в). Неклеевую прокладку настрачивают на внутреннюю часть пояса со стороны изнанки на расстоянии 0,5 см от верхнего края прокладки (строчка 1, рисунок 5.38 г).
а |
б |
в |
г |
Рисунок 5.38 – Соединение прокладки с поясом
290