

2.4 Расчет распределенных и сосредоточенных
сопротивлений
Общее сопротивление при установившемся движении ленты по всей трассе загруженного конвейера равно тяговому усилию привода.
Так как лента конвейера имеет прямолинейные и изгибающиеся участки, то при движении ленты возникают два вида сопротивлений: линейные или распределенные и сосредоточенные [5].
Расчет распределенных сопротивлений
Распределенными или линейными называются сопротивления, действующие на прямолинейных участках груженой и порожней ветвях ленты конвейера.
Величина этих сопротивлений зависит как от типа ленты, конструкции конвейера, массы груза, так и от длины и направления транспортирования груза.
Для определения распределенных сопротивлений рассчитываются следующие показатели:
а) погонная масса груза qГР , кг/м, – это количество груза, приходящееся на один метр длины ленты конвейера, определяется по формуле:
![]() ;
(6)
;
(6)
б) погонная масса ленты qл, кг/м, – это вес одного метра ленты, определяется по формуле:
![]() ,
(7)
,
(7)
где В – ширина ленты принятая по ГОСТу, м;
ε – масса одного квадратного метра ленты, кг/м2.
Масса одного квадратного метра ленты выбирается по таблицам 5 или 6. Предварительно необходимо принять тип ленты (резинотканевая или резинотросовая) и количество тяговых прокладок у резинотканевых лент. При меньших значениях ширины ленты принимают от 3 до 5 тяговых прокладки; при больших значениях ширины ленты от 5 до 10 тяговых прокладок [1];
в) погонная масса вращающихся частей роликоопор qр, кг/м, – масса вращающихся частей роликоопор, приходящаяся на один метр длины ленты и создающая сопротивление движению ленты.
Для грузовой ветви ленты конвейера:
![]() .
(8)
.
(8)
Для порожней ветви ленты конвейера:
![]() ,
(9)
,
(9)
где GР – масса вращающихся частей роликоопор, кг;
LРГ, LРП – шаг роликоопор, соответственно на груженой и порожней ветвях конвейера, м.
Значения величин для расчета формул (8) и (9) выбираются в зависимости от параметров выбранного типа ленты по таблицам 7 и 8.
Таблица 5 – Характеристика резинотросовых лент
|
Тип ленты |
Ширина ленты, мм |
Прочность ленты на разрыв, кН/мм |
Масса 1 м2, кг/м2 |
Диаметр приводного барабана, м |
|
РТЛ – 1500 |
800 ÷ 1400 |
1,5 |
28 |
0,8 |
|
РТЛ – 2500 |
800 ÷ 1400 |
2,5 |
37 |
0,8 |
|
РТЛ – 3150 |
800 ÷ 1400 |
3,15 |
43 |
1,25 |
|
РТЛ – 4000 |
1600 ÷ 2000 |
4,0 |
39 |
1,6 |
|
РТЛ – 5000 |
1600 ÷ 2000 |
5,0 |
42 |
1,6÷2 |
Таблица 6 – Характеристика резинотканевых лент
|
Тип ткани тягового каркаса
|
Ширина ленты, мм |
Прочность тяговой прокладки, кН/см
|
Количество прокладок |
Число тканевых прокладок | |||||||||
|
3 |
4 |
5 |
6 |
7 |
8 -10 | ||||||||
|
Масса 1 м2 ленты, кг/м2 | |||||||||||||
|
БКНЛ – 65 |
от 650 до 1400 |
0,5 |
3÷10 |
7,3 |
8,2 |
9,1 |
10 |
10,9 |
11,8 | ||||
|
БКНЛ – 150 |
от 650 до 1400 |
1,5 |
3÷8 |
10,8 |
11 |
14 |
15,3 |
16,6 |
17,9 | ||||
|
ТА –100 |
от 650 до 1400 |
1,0 |
3÷8 |
11,1 |
12,3 |
13,5 |
14,7 |
15,9 |
17,1 | ||||
|
ТА –300 |
от 1200 до 1400 |
3,0 |
4÷10 |
– |
13,5 |
15 |
16,5 |
18 |
19,5 | ||||
|
ТА –400 |
от 1200 до 2000 |
4,0 |
4÷8 |
– |
13,9 |
15,5 |
17,1 |
18,7 |
20,3 | ||||
|
ТК – 300 |
от 1200 до 2000 |
3,0 |
4÷10 |
– |
15,2 |
16,7 |
18,2 |
19,7 |
21,3 | ||||
При обозначении резинотканевых лент указывают состав ткани, из которых изготовлены тяговые прокладки: ТА – техническая, полиамидная; ТК – техническая капроновая; БКНЛ (наиболее часто используется) – бельтинг из комбинированных нитей с лавсаном (хлопколавсановая пряжа с полиэфирными волокнами).
Таблица 7 – Масса вращающихся частей роликоопор
|
Ширина ленты, мм |
Масса вращающихся частей роликоопор, кг | |
|
Прямая роликоопора |
Желобчатая роликоопора | |
|
до 800 |
19,0 |
17,9 |
|
1000 |
21,5 |
20,7 |
|
1200 |
26,0 |
24,3 |
|
1400 |
37,3 |
47,5 |
|
1600 |
41,4 |
50,6 |
|
2000 |
51 |
82 |
Таблица 8 – Шаг роликоопор грузовой ветви конвейера
|
Плотность транспортируемого груза, т/м3 |
Ширина ленты конвейера, мм | |||
|
800 и менее |
1000 |
1200 |
1400÷2000 | |
|
До 1,0 |
1400 |
1400 |
1200 |
1200 |
|
1,1÷1,6 |
1400 |
1200 |
1000 |
1000 |
|
1,6÷2 |
1200 |
1000 |
1000 |
1000 |
|
Более 2 |
1000 |
900 |
900 |
900 |
|
Примечание: Шаг роликоопор на порожней ветви конвейера принимается в 2÷2,5 раза больше шага роликоопор на грузовой ветви, но не более 3,5 м [2]. | ||||
Для определения распределенных сопротивлений, на грузовой WГР, Н и порожней WП, Н, используются следующие формулы:
– для участков грузовой ветви:
![]() ;
(10)
;
(10)
– для участков порожней ветви:
![]() , (11)
, (11)
где L, H – горизонтальная и вертикальная проекции участков трассы конвейера, м;
ωГР, ωП – коэффициенты сопротивления движению ленты, соответственно на груженой и порожней ветвях конвейера. ωГР = 0,022÷0,024, ωП = 0,025÷0,036;
g – ускорение свободного падения, м/с2.
В формулах (10) и (11) знак «+» ставится если ветвь ленты конвейера движется вверх, а «–»ставится при её движении вниз.
Распределенные сопротивления движению ленты определяются для груженой и порожней ветвей замкнутого контура ленты конвейера, т.е. необходимо рассчитать WГР и WП для каждого участка транспортирования.
Расчет сосредоточенных сопротивлений
Сосредоточенные сопротивления определяются при тяговом расчете става конвейера только после разбивки участка конвейера на ставы, определения местоположения приводного и натяжного устройств и точек минимального и максимального натяжения [3].
К сосредоточенным относятся сопротивления движению ленты работающего конвейера, действующие на малых расстояниях.
Это могут быть сопротивления, возникающие при огибании лентой барабанов (хвостовых, натяжных, приводных) или отклоняющих роликов, в местах загрузки и разгрузки конвейера, от очистительных устройств. Сосредоточенными сопротивлениями от очистительных устройств можно пренебречь из-за малости их значения и нечастого применения (если груз липкий). Поэтому в расчете обхода по контуру определяются сосредоточенные сопротивления только от изгиба ленты.
Сосредоточенные сопротивления на приводном и хвостовом барабанах WБ, Н, могут быть двух видов:
1 Если известно натяжение ленты конвейера в точке набегания ленты на барабан ТНБ, Н, то сосредоточенное сопротивление определяется по формуле:
![]() .
(12)
.
(12)
2 Если известно натяжение ленты конвейера в точке сбегания ленты с барабана ТСБ, Н:
![]() .
(13)
.
(13)
где КБ – коэффициент, учитывающий угол охвата барабана лентой.
Коэффициент КБ принимается в зависимости от величины угла охвата барабана лентой, так если угол:
– менее 90о, КБ = 1,01÷1,02;
– равен или больше 90о, КБ = 1,02÷1,03;
– 180о и чуть более, КБ = 1,03÷1,04.
Сосредоточенное сопротивление от натяжного устройства зависит от схемы натяжного устройства. Величину сосредоточенного сопротивления от натяжного устройства WH, Н, можно определить по формуле:
![]() ,
(14)
,
(14)
где
![]() – натяжение ленты по порожней стороне
в точке набегания на первый
отклоняющий ролик натяжного устройства,
Н;
– натяжение ленты по порожней стороне
в точке набегания на первый
отклоняющий ролик натяжного устройства,
Н;
КК – комплексный коэффициент сопротивления на натяжном
барабане и отклоняющих роликах.
Коэффициент КК зависит от величины углов обхвата лентой натяжного барабана и отклоняющих роликов и определяется как произведение соответствующих значений КБ.
Если натяжное устройство расположено вблизи хвостового барабана, как на схеме приведенной на рисунке 6, то сопротивление определяется совместно от хвостового барабана и натяжного устройства. В этом случае комплексный коэффициент определяется по формуле:
![]() ,
(15)
,
(15)
где К90, К180 – величины КБ, указанные выше для углов охвата лентой барабанов 90º и 180º.
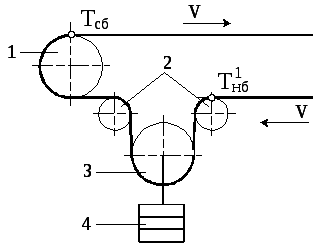
1 – хвостовой барабан; 2 – отклоняющие ролики; 3 – натяжной барабан;
4 – натяжной груз.
Рисунок 6 – Схема расположения натяжного устройства конвейера