

Лабы по ТЭТТМ
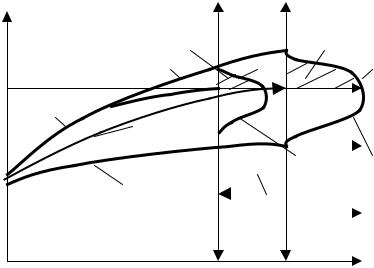
.pdfкоторой вероятность отказа F элемента не превышает заранее заданной величины (рисунок 4.15), называемой риском
Вероятность безотказной работы
РД {xi ≥ L0 } ≥ R Д =γ, т.е.L0 = xγ , |
(4.9) |
где xi – наработка на отказ; RД - допустимая вероятность безотказной работы; γ = 1 – F; L0 – периодичность ТО; хγ – гамма - процентный ресурс.
Для агрегатов и механизмов, обеспечивающих безопасность движения, RД = 0,9 … 0,98; для прочих узлов и агрегатов RД = 0,85…0,90.
Определенная таким образом периодичность значительно меньше средней наработки на отказ (рисунок 4.15) и связана с ней следующим образом: L0 = βn x , где βп - коэффициент рациональный периодичности,
учитывающий величину и характер вариации наработки на отказ или ресурса, а также принятую допустимую вероятность безотказной работы (таблица 4.4).
На рисунке 4.16 приведены распределения наработки на отказы двух элементов (1 и 2), имеющих одинаковые средние наработки ( х1 = х2 = х) на
разные вариации, причем υ1<υ2. При назначении для этих элементов периодичностей ТО, соответствующих равным рискам (F1=F2), L01 > L02/
f |
RД |
F
xγ х
L0 |
x, L |
F 1
F
L0 |
x, L |
Рисунок 4.15 – Определение периодичности ТО по допустимому уровню безотказности
125

Таблица 4.4 – Коэффициент рациональной периодичности при различных значениях допустимой вероятности безотказной работы и коэффициента вариации ресурса
RД |
Коэффициент вариации ресурса |
|
||||||||
0,2 |
|
0,4 |
|
0,6 |
0,8 |
|||||
|
|
|
||||||||
0,85 |
0,80 |
|
0,55 |
|
0,40 |
0,25 |
||||
0,95 |
0,67 |
|
0,37 |
|
0,20 |
0,01 |
||||
|
f |
|
|
|
1 |
|
2 |
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
||
|
|
|
F1 |
F2 |
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
L01 |
L02 |
х |
x |
Рисунок 4.16 – Влияние вариации на оптимальную периодичность
Таким образом, чем меньше вариация случайной величины, тем большая периодичность ТО при прочих равных условиях может быть назначена.
Поэтому одной из главных задач технической эксплуатации является принятие технологических и организационных мер по сокращению вариации наработки на отказ профилактируемых элементов:
-повышение качества ТО и ремонта;
-обеспечение выполнения ТО в установленные периодичности, т.е. регулярность ТО;
-группировка автомобилей при конкретном обслуживании по возрасту и условиям эксплуатации, обеспечивающая относительную однородность технического состояния.
Преимущества метода: простота и учет риска. Недостатки метода:
-неполное использование ресурса изделия, так как L0 < х, а Rд изделий имеет наработку на отказ хi > L0;
-отсутствие прямых экономических оценок последствий отказа (косвенный учет - при назначении риска F).
Сферы применения:
-при незначительных экономических и других последствиях отказа;
-для массовых объектов, когда влияние каждого из них на надежность изделия в целом невелико (несиловые крепежные детали);
126
- при практической невозможности или большой стоимости последовательной фиксации изменения параметров технического состояния (электропроводка, транзисторы, гидро- и пневмомагистрали);
- при необходимости минимизировать риски, затраты на которые обеспечиваются экономией по другим статьям (доставка опасных и скоропортящихся грузов, доставка точно в срок, специальные операции).
Определение периодичности ТО по закономерности изменения параметра технического состояния и его допустимому значению.
Для группы автомобилей (или элементов) изменение параметров технического состояния по наработке является случайным процессом и графически изображается пучком функций.
Для обеспечения доступности понимания этого метода рассмотрим алгоритм определения периодичности ТО по закономерности изменения параметра технического состояния и его допустимого значению;
- выделим условно из этого пучка три изделия с разной интенсивностью а изменения параметра технического состояния (рисунок 4.17): максимальной (7), средней (2) - выделяем или вычисляем, минимальной
(3).
- определим средний ресурс (изделие № 2) хр2 при УП.Д.; - построим при фиксированной наработке всех изделий хр2 график 5
плотности вероятности распределения параметра технического состояния f(У) для всей совокупности изделий;
У |
У |
У |
|
|
|
|
F2 ≤ FД |
6 |
F1 |
||
УПД |
7 |
5 |
|||
1 |
|
|
|
||
|
|
|
|||
|
|
|
|
||
|
2 |
|
|
|
|
УН |
|
|
|
|
|
3 |
4 |
f2(У) f1(У) |
|||
0 |
|
|
|
||
|
|
|
|||
|
|
|
|
||
хр7 (F2 ) хр7 (F1 ) |
х, t |
||||
|
|||||
0
LТО// LТО/ L
Рисунок 4.17 – Определение периодичности LТО по допустимому значению и изменению параметра технического состояния
127

- если периодичность ТО LТО будет равна хр2 , то значительная часть
изделий (F1 на рисунке 4.17) откажет при наработке х < LТО, так как у них Уi >
УП.Д.;
-назначим допустимое для данного изделия значение риска FД;
-уменьшим периодичность ТО до величины LТО// таким образом, чтобы
вероятность отказа была равна или меньше допустимой FД (сдвиг по стрелке 4 на рисунке 4.17);
-получим новое распределение плотности вероятности отказа, f2(У) - 6 на рисунке 4.17;
- при этом варианте рациональная периодичность ТО Lто = хр7 (F2);
-при этой периодичности обеспечиваются заданные условия, а именно:
вероятность, что параметр превысит предельно допустимый: Р(Уi>УПД)≤FД; вероятность, что отказ возникнет раньше постановки на ТО: Р(хi>LТО)≤FД;
-определим изделие 7 на рисунке 4.17, которое имеет предельно допустимое значение интенсивности изменения параметра технического
состояния аПД, соответствующее условию нулевого риска при LТО// |
= хр7 (F2 ) ; |
|||||
- по кривой 7 рисунке 4.17 или аналитически определим |
|
|||||
L |
УПД |
−УН |
; а |
ПД |
= µа, |
(4.10) |
|
|
|||||
ТО |
аПД |
|
|
|
||
|
|
|
|
|
||
где а – средняя интенсивность изменения параметра технического состояния (для 2 изделия на рисунке 4.17); µ – коэффициент максимально допустимой интенсивности изменения параметра технического состояния, превышение которого означает, что риск отказа до направления изделия на обслуживание будет больше заданного, т.е. F2 > FД1.
Коэффициент µ зависит от вариации наработки до отказа, заданного значения вероятности безотказной работы при межосмотровой наработке и вида закона распределения.
Для нормального закона распределения
µ =1 + t Дυ, |
|
(4.11) |
||
где t Д = (аПД − а) / σ - |
нормированное отклонение, |
соответствующее |
||
доверительному уровню вероятности. |
|
|
||
Для закона Вейбулла - Гнеденко |
|
|
||
µ = |
− m − ln(1 − R Д ) |
, |
(4.12) |
|
|
||||
Г(1 +1/ m) |
||||
|
|
|
||
где Г – гамма-функция, m – параметр распределения.
128

При этом, чем больше υ или RД , тем больше µ и меньше периодичность
ТО.
µ
RД = 0,99 |
0,98 |
|
0,95 |
||
|
2,4
2,0
0,90
0,85
1,6
0,80
0,70
1,2
0,8
0 |
0,2 |
0,4 |
0,6 |
υ |
Рисунок 4.18 – Влияние коэффициента вариации υ на коэффициент максимально допустимой интенсивности µ
Таким образом, оценив значение µ и определяя в процессе эксплуатации интенсивность изменения параметра технического состояния конкретного изделия аi, (конструктивный параметр), можно прогнозировать его безотказность в межосмотровом периоде:
при аi> аПД = µа изделие откажет до технического обслуживания с
вероятностью F2: Р(аi> аПД) = F2 = FПД;
при аi ≤ аПД изделие не откажет до очередного ТО с вероятностью
R = 1 - F2: Р(аi ≤ аПД) = 1 - F2 = RПД.
Следовательно:
-сокращение вариации увеличивает при прочих равных условиях периодичность ТО;
-ориентация при определении Lто на средние данные (а, кривая 2 на рисунке 4.17)
-не может обеспечить высокую безотказность между ТО (F1 ≈ 0,5). Преимущества метода:
-учет фактического технического состояния изделия (диагностика);
-возможность гарантировать заданный уровень безотказности F;
-учет вариации технического состояния.
Недостатки метода:
- отсутствие прямого учета экономических факторов и последствий;
129
-необходимость получать (или иметь) информацию о закономерностях изменения параметров технического состояния.
Сферы применения:
-объекты с явно фиксируемым и монотонным изменением параметра технического состояния (постепенные отказы) - регулируемые механизмы (тормоза, сцепление, установка передних колес, клапанный механизм);
-при реализации стратегии профилактики по состоянию.
Пример. Определить рациональную периодичность Lто контроля и регулирования тормозного механизма грузового автомобиля с пневматическим приводом при работе в городских условиях, обеспечивающую с вероятностью 90% сохранение работоспособности между ТО.
Исходные данные: Rд = 0,9 (90%);
УН = 0,38 мм; УПД = 1 мм;
а= 0,056 мм/1000 км;
υ= 0,3;
tд = 1,28 при R = 0,9 (приложение).
Решение:
µ= 1 + υtд = 1 + 0,3·1,28 = 1,38
L = |
УПД −УН |
= |
|
1 − 0,38 |
≈8 тыс.км |
|
|
|
|||
ТО |
µа |
|
1,38 0,056 |
|
|
|
|
|
|||
При коэффициенте вариации υ = 0,15
µ/ = 1+0,15·1,28 = 1,19; L /ТО =8,7 тыс. км.
Средний ресурс (при Rд = 0,5 и tд = 0) хр = 11 тыс. км.
Технико-экономический метод определения периодичности ТО.
Этот метод сводится к определению суммарных удельных затрат на ТО и ремонт и их минимизации. Минимальным затратам соответствует оптимальная периодичность технического обслуживания L0. При этом удельные затраты на ТО определяются по формуле:
С1 = d/L , |
(4.13) |
где L - периодичность ТО; d - стоимость выполнения операции ТО.
130

Таблица 4.5 – Влияние периодичности на стоимость смазочных работ
Периодичность |
Средняя удельная стоимость одной смазочной |
||
|
операции, % |
||
смазочных работ, км |
|
||
ЗИЛ-431410 |
|
МАЗ-5335 |
|
|
|
||
1000 |
100 |
|
100 |
1500 |
74 |
|
70 |
2000 |
60 |
|
57 |
2500 |
54 |
|
45 |
3000 |
43 |
|
36 |
а)
d |
С1 |
d = const |
C1 = d/LТО |
LТО |
LТО |
Рисунок 4.19, а - Изменение d и C1 в зависимости от периодичности ТО
б)
Lр |
|
C2 |
C2 = c/LТО |
|
|
|
|
LТО |
LТО |
Рисунок 4.19, б - Изменение Lр и C2 в зависимости от периодичности ТО
При увеличении периодичности разовые затраты на ТО (d) или остаются постоянными, или незначительно возрастают (рисунок 4.19, а), а удельные затраты значительносокращаются(рисунок 4.19, б; таблица 4.5).
Увеличение периодичности ТО, как правило, приводит к сокращению ресурса детали или агрегата (рисунок 4.19, а) и росту удельных затрат на ремонт: С2 = с/Lр (рисунок 4.19, б), где с - разовые затраты на ремонт; Lр - ресурс до ремонта. Выражение U = C1 + С2 = CΣ является целевой функцией, экстремальное значение которой соответствует оптимальному решению. В данном случае оптимальное решение соответствует минимуму удельных затрат. Определение минимума целевой функции и оптимального значения
131

периодичности ТО проводится графически (рисунок 4.20) или аналитически в том случае, если известны зависимости С1 =f(LТО) и С2 = ψ(LТО).
С1,С2, CΣ
CΣ
CΣMIN
С2 |
С1 |
|
|
L0 |
L |
Рисунок 4.20 – Изменение удельных затрат в зависимости от периодичности ТО
Если при назначении уровня риска учитывать потери, связанные с дорожными происшествиями, то технико-экономический метод применим для определения оптимальной периодичности операций, влияющих на безопасность движения.
Преимущества метода:
-учет экономических последствий принимаемых решений (L0);
-простота, ясность, универсальность.
Недостатки метода:
-необходимость в достоверной информации о стоимости операций ТО и ремонта, влияния периодичности ТО на ресурс элемента;
-отсутствие учета вариации (случайность) всех показателей (L, х, d, с);
-отсутствие гарантии определенного уровня безотказности.
Сферы применения:
-для сложных и дорогих систем (элементов, агрегатов), не оказывающих прямого влияния на безопасность (смена масел и смазок, фильтров, регулировочные работы - сцепление, клапанный механизм, антикоррозионная защита кузова и др.);
-для определения периодичности ТО по группе автомобилей, работающих в одинаковых условиях.
Экономико-вероятностный метод определения периодичности ТО.
Этот метод обобщает предыдущие и учитывает экономические и вероятностные факторы, а также позволяет сравнивать различные стратегии и тактики поддержания и восстановления работоспособности автомобиля.
Одна из стратегий поддержания автомобилей в исправном состоянии (С2) сводится к устранению неисправностей изделия по мере их возникновения,
132

т.е. по потребности. Удельные затраты при этом могут определяться по формуле:
U II |
= C2 |
= |
c |
= |
|
c |
, |
(4.14) |
x |
xmax |
|
||||||
|
|
|
|
∫xf (x)dx |
|
|
||
xmin
где x, xmax , xmin - средняя, максимальная и минимальная наработки на
отказ; с- разовые затраты на ремонт, т.е. на устранение отказа. Преимуществом этой стратегии является простота - ожидание отказа и
его устранение. Основным недостатком - неопределенность состояния изделия, которое может отказать в любое время. Кроме того, затрудняются планирование и организация ТО и ремонта.
f
f(x)
R= γ = 1-F
F = 1- γ
|
|
|
|
|
xmin Lр/ Lр |
x |
хmax |
x, L |
|
Рисунок 4.21 – Схема определения периодичности ТО экономиковероятностным методом
Альтернативная стратегия (С1) предусматривает предупреждение отказов и неисправностей, восстановление исходного или близкого к нему состояния изделия до того, как будет достигнуто предельное состояние. Эта стратегия реализуется при предупредительном ТО, предупредительных заменах деталей, узлов, механизмов и т.д. Причем возможны две тактики реализации этой стратегии: по наработке и по техническому состоянию.
Рассмотрим последовательно определение периодичности ТО экономико-вероятностным методом при тактике - профилактика по наработке.
Постановка задачи: требуется определить с учетом вариации наработки на отказ оптимальную периодичность L0, при которой суммарные удельные затраты на предупреждение (ТО) и устранение (Р) отказов будут минимальны, а риск отказа известен.
1. Исходными данными являются:
133
-наработка на отказы хi (в виде плотности вероятности f(х)) при эксплуатации изделия без профилактики (рисунок 4.21);
-разовая стоимость выполнения профилактических (d) и ремонтных (с)
работ.
2.Определяем базу для сравнения, удельные затраты на устранение отказов без профилактики, т.е. при стратегии II (формула (4.5)).
3.Выбираем целевую функцию - суммарные удельные затраты на
предупреждение (ТО) и устранение (Р) отказов U = СΣ = С1 + С2. Оптимальная периодичность ТО Lо соответствует минимуму целевой функции.
4.Назначаем исходную периодичность ТО Lр = х (рисунок 4.21), которая делит все поле возможных отказов на две группы:
случаи хi < Lр соответствуют отказам изделий с вероятностью F, так как
\изделие откажет до момента его направления на ТО. Средняя наработка устранения этих отказов
Lр
∫xf (x)dx
L |
/ |
= |
xmin |
; |
(4.15) |
р |
|
Lр
∫ f (x)dx
xmin
- случаи хi≥Lр соответствуют предупреждению отказов с вероятностью R = 1 - F, так как изделие будет направлено на ТО раньше, чем оно может отказать.
5.Рассмотрим варианты реализации стратегии профилактики и ремонта, показатели которых приведены в таблице 4.6.
6.Определим удельные затраты на предупреждение и устранение отказов как отношение взвешенной стоимости ТО и Р к взвешенной наработке выполнения операций ТО и Р.
U I −1 |
= CI −1 |
= |
cF + dR |
, |
(4.16) |
|
|||||
|
|
|
L/рF + L рR |
|
|
где сF + dR - средневзвешенная стоимость выполнения операции ТО и Р; R - вероятность выполнения операции ТО; d - разовая стоимость операции ТО; F - вероятность отказа при выполнении ТО с периодичностью Lр и вероятность выполнения ремонтной операции (устранение отказа); с - стоимость устранения отказа; Lр/F+LрR - средневзвешенная наработка выполнения операции ТО и Р; Lр - периодичность ТО при выполнении по наработке; Lр/ - средняя наработка отказавших с вероятностью F элементов (хi <
Lр).
134