

4 Строительная часть………………………………………………………..…139
4.1 Общие сведения о здании……………………………………………….…139
4.1.1 Объемно-планировочные решения…………………………………..…139
4.1.2 Конструктивное решение…………………………………………….…139
4.2 Расчетная часть……………………………………………………………..140
4.2.1 Классификация производства…………………………………………….140
4.2.2 Данные о районе строительства…………………………………………140
4.2.3 Расчет численности рабочих……………………………………………..141
4.3 Расчет помещений………………………………………………...................141
4.3.1 Расчет гардеробного оборудования………………………………………141
4.3.2 Расчет санитарно-технического оборудования………………………….141
4.3.3 Расчет помещений общественного питания……………………………..142
4.3.4 Расчет площади окон помещений………………………………………..142.
Заключение………………………………………………………………………143
Библиографический список………………………………………………….…145
Приложение А
Приложение Б
Приложение В
Приложение Г
Приложение Д
Приложение Ж
Приложение З
Приложение И
Приложение К
Приложение Л
Введение
Отрасль бытового обслуживания населения по пошиву и ремонту одежды является одной из важных. Главная задача данной отрасли – удовлетворение потребности людей в одежде высокого качества и разнообразного ассортимента. Решение этой задачи осуществляется на основе повышенной эффективности производства, ускорения научно-технического процесса, роста производительности труда, всемирного улучшения качества работы, совершенствования труда и производства.
Способность предприятий сервиса удовлетворять индивидуальные потребности влияет на перспективы качественного экономического и духовного подъема страны. При этом большое значение для развития данного сектора имеет подготовка высоко квалифицированных кадров.
Подход к решению вопросов о качестве для каждого вида продукции, в том числе швейных изделий, должен быть широким и комплексным, т. е. охватывать все сферы производства от подготовки сырья до получения готовой продукции. Большое значение для повышения качества продукции имеет техническое перевооружение производства с использованием новейшего оборудования, системы управления качеством при постоянном росте профессионального уровня рабочих и инженерно-технического персонала.
Основой дипломного проекта является технологическая часть, в которой решаются вопросы разработки процесса и технологии оказания услуг, планирование и организации сервисной деятельности предприятия, прогнозирования развития предприятия, проектирования и моделирования технологических процессов оказания услуг, оптимизация использования технологических ресурсов, организации контактной зоны предприятия, обеспечение требуемого уровня качества оказываемой услуги.
|
1 Технологическая часть 1.1 Исходные данные для проектирования 1.1.1 Анализ рынка товаров и услуг В современных условиях необходимо обеспечивать конкурентные преимущества продукции и услуг предприятия, а так же рассматривать возможности прибыльности их реализации. Для выбора ассортимента изделий, которые будет изготавливать предприятие проанализирована экономическая ситуация в сфере услуг. Она характеризуется следующими свойствами: постоянное обновление и повышение качества производимой продукции, пополнение товарного ассортимента, удовлетворение покупательского спроса и конкуренция. Рынок потребителя обуславливается наличием широкого ассортимента товаров, которые выпускаются различными производителями. Следовательно, появляется конкуренция между производителями товаров, которые удовлетворяют одни и те же запросы потребителей. В последнее время на рынке уделяется всё больше внимания к качеству одежды. Потребитель стремиться выбирать товар более высокого качества по сравнительно низкой цене. Поэтому некачественный товар вытесняется с рынка более современным и новым товаром. Качественная одежда известных торговых марок и произведенная в странах Европы продается в фирменных магазинах. Она отличается высоким качеством, однако ее цена остается высокой и недоступной для большинства потребителей.
|
||||||||||
|
|
|
|
|
|
ВКР-5040645-100101-431.ПЗ |
|||||
|
|
|
|
|
|
||||||
|
Изм |
Лист |
№ докум. |
Подп. |
Дата |
||||||
|
Разработ. |
Ибраева |
|
|
Пояснительная записка
|
Лит. |
Лист |
Листов |
|||
|
Проверил |
Старовойтова |
|
|
У |
|
|
9 |
150 |
||
|
Т.Контр. |
Старовойтова |
|
|
ОГИС. Гр 91-Сизу |
||||||
|
Н.Контр. |
Алексеенко |
|
|
|||||||
|
Утвердил |
Алексеенко |
|
|
|||||||
В связи с этим постоянно возрастает количество людей, желающих носить одежду по своему вкусу, соответствующую обстановке, в которой они работают или отдыхают. Кроме того, в изготовлении одежды по индивидуальным заказам нуждаются люди с нетиповыми фигурами.
Магазины предлагают значительное количество разнообразных тканей. Это синтетические ткани, производимые в Корее, а так же более качественные ткани, натуральные и синтетические, производимые в Германии и Италии. Ассортимент тканей постоянно обновляется в соответствии с модными тенденциями.
Одним из наиболее эффективных путей изучения потребителей является проведения опросов или анкетирование. Проведения анкетирования позволяет выявить сегмент рынка, внутри которого существует группы клиентов со сходными характерами, которые в разной степени заинтересованы в наших услугах. Пример анкеты представлен в приложении А.
Проанализировав результаты проведения анкетирования, в качестве потенциальных заказчиков предприятия выбран сегмент: женщины младшей (18 – 29 лет) и средней (29 – 44 года) групп, которые смогут воспользоваться услугами ателье.
В основном уровень жизни и материальное положение – средний, такая категория граждан имеет доход от 7000 до 12000 руб.
Отсюда следует, что потребители будут выбирать многофункциональную, удобную в эксплуатации одежду, по средствам достаточно доступную.
Было выявлено, что в основном предпочитают одежду спортивного и романтического стиля. По силуэтной форме изделия приталенного, расклешенного и прилегающего, с различным покроем рукавов и воротников.
На основе исследований составлены статистические диаграммы, а также разработаны эскизы моделей. Статистические диаграммы представлены в приложении Б.
В городе имеется большое количество предприятий сервиса, которые оказывают услуги на достаточно высоком уровне и пользуются популярностью у потребителей. Выделены следующие виды предприятий:
Дома моды и ателье «люкс» предназначены для изготовления особо модных индивидуальных изделий любой сложности и из всех видов материалов, включая изделия перспективной моды, а также уникальные и авторские изделия. Прием заказов производится по эскизам художников-модельеров, разработанным с учетом индивидуальных запросов заказчиков. Художник-модельер может также выполнить услугу по созданию эскизов одежды без заказов на ее изготовление и предоставить информацию о заказанных изделиях, сведения о приеме заказов и другие виды информации.
Ателье предназначены для изготовления изделий любой сложности современного направления моды, а также обновление и ремонт изделий любой сложности. Могут выполнятся заказы на изготовления одежды из заранее изготовленных полуфабрикатов. Заказы принимают по эскизам закройщика или заказчика, а также моделям журналов мод.
Проанализировав данные о предприятиях сервиса в, в дипломном проекте предложено спроектировать предприятия, характеризующееся как ателье первого разряда, так как постоянно обновляющийся ассортимент материалов, изменяющиеся тенденции моды требуют постоянного совершенствования технологических процессов, своевременное обеспечение готовности всех рабочих функционирующих технологических процессов к изготовлению изделий новых фасонов, покроев, силуэтных форм.
В целях более оперативного внедрения технологических особенностей обработки изделий новой моды, обработки материалов нового ассортимента, обеспечения качества изготовления одежды необходимо постоянно разрабатывать или уточнять и внедрять на предприятиях прогрессивные (современные) технологические схемы разделения труда, проектирование изделий в автоматизированном режиме, разработку и оформление конструкторско-технологической документации на заказ в автоматизированном режиме.
1.1.2 Характеристика услуг, оказываемых предприятием
Основной вид деятельности предприятия изготовление и ремонт изделий женской легкой и верхней одежды.
Предоставление услуг по изготовлению и ремонту одежды является перспективным нужным видом деятельности. Изготовление одежды по индивидуальным заказам удовлетворяет потребности большой группы населения разного возраста в качественных, красивых современных и удобных вещах.
Источником услуги является высоко квалифицированный персонал. Процесс производства услуги механизирован. Оказывается услуга персонально за эквивалентную плату и имеет материальное воплощение в виде произведенного изделия. Так как предполагается, высокое качество услуг, то работа будет идти с постоянным клиентом, а не только разово.
Деятельность предприятия направлена на средний уровень дохода клиента. Предприятием оказывается комплекс услуг, помимо основного вида деятельности производства и ремонта одежды планируется предоставлять услуги по изготовлению небольшого ассортимента отделок.
Для увеличения осязаемости услуги помимо предлагаемых материалов необходимо использовать каталоги фотографии и образцы предлагаемых к производству изделий и отделок.
Для обеспечения конкурентоспособности услуг необходимо повышать уровень качества обслуживания. Уровень качества характеризуется формами обслуживания:
– по месту приема и выдачи заказа - прием и выдача на предприятии;
– по месту выполнения заказа - выполнение заказов в стационарных условиях:
– по срокам выполнения - выполнение в сроки, установленные правилами бытового обслуживания, срочное выполнение в течение 1-3 суток, экспресс-выполнение ремонта одежды;
– по форме расчета - по единовременному расчету;
– услуги посредством особых условий приема заказов по образцам.
Основная продукция предприятия – это изделия одежды платьево-блузочного ассортимента. Предполагается, что модели будут высокого качества и при этом по доступной потенциальному потребителю цене, для стимулирования спроса предусматривается система скидок постоянным клиентам. Модели максимально удобны и просты в уходе. Изделия платьево-блузочного ассортимента для поддержания их в хорошем состоянии должны храниться на плечиках и подвергаться химической чистке.
В соответствии с «Правилами бытового обслуживания населения в Российской федерации» и законом «О защите прав потребителей» установлены гарантийные сроки на явные дефекты 3 дня; скрытые – 14 дней.
1.1.3 Характеристика рынка сбыта
На основании анализа конъюнктуры рынка предприятие концентрирует свои силы на работе с женщинами младшей и средней возрастной группы, работающими и имеющими средний уровень дохода. В периоды сезонного спада потребительской активности производятся малые серии женской одежды, которые можно реализовывать по договору в магазинах города.
Конъюнктура рынка это – состояние рынка в определенный момент времени, характеризуется определенным соотношением спроса и предложения на товары, а также рядом других факторов. Цель изучения конъюнктуры рынка состоит в определении влияния объективных факторов на состояние рынка и выявлении мер для полного удовлетворения спроса населения в товарах и услугах, с учетом имеющихся у производителя ресурсов [15].
Для современного рынка свойственны постоянное обновление и повышение качества производимой продукции, пополнение товарного ассортимента, удовлетворение покупательского спроса и конкуренция. Рынок проявляет интерес к любым новшествам, новыми считаются товары, не имеющие аналогов.
На объем производства товаров и услуг оказывает влияние фактор сезонности, который характеризуется спадом или подъемом потребительской активности, пик приходится на весну - лето-осень.
Основные факторы, по которым можно проанализировать различные группы потребителей и выбрать сегмент рынка, можно разделить на следующие виды:
1. Географические (регион, административное деление, численность населения, плотность населения, климат).
2. Демографические (возраст, пол, размер семьи, вид профессии, уровень образования, религия, национальность).
3. Психографические (социальный слой, стиль жизни, личные качества).
4. Поведенческие (степень случайности покупки, поиск выгод, статус постоянного клиента, степень лояльности, эмоциональное отношение).
5. Социальные (уровень дохода).
Для производителей одежды наиболее значимыми являются последние четыре вида признаков. Выбор признаков для сегментации рынка должен основываться на целях производственной деятельности. Сегментирование помогает найти свой участок рынка, на котором можно проявить себя наилучшим образом.
После определения целевых рынков следует ознакомиться с конкурентами, занимающимися сходной деятельностью. При выходе на конкретный рынок товаров или услуг производитель обязательно сталкивается с конкурентами, предлагающими аналогичные товары и услуги. Конечно, конкурентов можно и не замечать, но оставаться на рынке длительное время и укрепить свои реальные позиции без оценки конкурентов и конкурентоспособности продукции невозможно.
Основные характеристики продукции и ее преимущества на рынке: платье женское изготавливаемое с соответствиями с особенностями фигуры заказчика и направлениями моды. Высокое качество изготовления по невысокой цене. Фирменная упаковка. Основные мероприятия, осуществляемые для обеспечения конкурентоспособности ателье: повышение качества продукции, рекламные мероприятия, снижение цены на услуги, качественное обслуживание.
1.1.4 Стратегия и план маркетинга
Выбор правильной стратегии маркетинга позволяет предприятию не только выжить, но и получить прибыль и достигнуть стабильного положения. Комплекс маркетинга рассматривает вопросы распространения товара, ценообразования, методы стимулирования продаж, вопросы рекламы и формирование общественного мнения.
Цена товара должна обеспечить предприятию не только выживаемость, но и прибыль. С другой стороны цена всегда сравнивается с ценами конкурентов. Для предприятия ценовая политика играет важную роль, поэтому цены устанавливаются в соответствии с желаемой прибылью и на основе анализа текущих цен. Для стимулирования потребительской активности предусматривается система скидок для постоянных клиентов.
Качество продукции и услуг – серьезное оружие борьбы с конкурентами. Повышение качества стимулирует спрос и цену товаров. Так же повышает количество постоянных клиентов. Повышению качества способствуют: повышение уровня квалификации персонала и уровня техники, внедрение контроля на всех этапах производства.
Реклама является важным элементом конкурентной борьбы. Она дает информацию о товаре, о производителе, она заставляет улучшать и совершенствовать продукцию. Цель рекламной компании – доведение до большего числа потенциальных покупателей информации об изготавливаемом продукте [16].
В плане проведения рекламной кампании предусматривается периодичность осуществления отдельных рекламных мероприятий, определяется их общее количество, а иногда и точные даты проведения, учитываются сезонные колебания спроса, то есть составляется график рекламной кампании.
При составлении графика рекламных мероприятий необходимо учитывать, что основной задачей при выборе средства распространения рекламы является донесение рекламного сообщения до максимального числа потенциальных покупателей при минимальных затратах.
Планирование рекламной кампании состоит из нескольких этапов:
1. Определение целей.
2. Определение рыночного сегмента.
3. Выбор средства распространения рекламы.
4. Определение бюджета рекламной кампании.
5. Оценка эффективности проведенной рекламной кампании.
Объявления в газете проинформируют потенциальных потребителей о наличии ателье и предоставляемых услугах. Газета бесплатно распространяется по городу и объявление в ней стоит расположить на листе программы передач. Рекламные объявления покрывают периоды предпраздничных покупок, а так же сезонные смены гардероба.
Постоянным напоминанием и обозначением места нахождения ателье служит вывеска и витрина. Она постоянно на виду и охватывает большой круг потенциальных потребителей.
Календарики, они же визитки следует класть в каждый выполненный заказ, и это будет приятным дополнением и способом передачи информации о предприятии между людьми. Те же календарики, вложенные к готовым изделиям из малых серий, так же проинформируют потребителя о возможности индивидуального пошива.
План рекламной кампании составлен так, чтобы охватить все стратегически важные моменты в году, это позволит не упустить потенциальных клиентов и повысить количество продаж.
1.1.5 Характеристика проектируемого предприятия
1.1.5.1 Общая характеристика предприятия
Предприятие ателье «Колибри» находится в городе Петропавловск, ул. Интернациональная 25. Ателье специализировано на производстве женской одежды платьево-блузочного, пальтово-костюмного ассортимента и изготовление женской поясной одежды любой сложности, соответствующие современному направлению моды, а также обновлению и ремонту одежды. Предприятие направлено на обслуживание женщин младшей (18 – 29 лет) и средней (29 – 44 года) возрастных групп, со средним уровнем дохода (6000 – 12000 рублей в месяц).
Для организации предприятия была выбрана форма собственности - частная. Индивидуальный предприниматель отвечает за результаты своей деятельности своим имуществом. По уровню качества услуг и форм обслуживания – предприятие первого разряда и по технологическому принципу характеризуется как ателье.
В ателье работает 18 человек, ответственность за организацию работ по охране труда лежит на работодателе. Площадь данного ателье превышает 300 м2, на ней располагаются: приемный салон, участок запуска, склад материалов и готовых изделий, наибольшая площадь предприятия отдана под швейный цех и раскроенный участок.
По территориальному признаку ателье является городским. Находится рядом с жилым массивом и проезжей частью, имеет подъездные пути и места парковки рядом со зданием.
1.1.5.2 Производственный состав предприятия
Производственные подразделения предприятия – цехи, участки, обслуживающие хозяйства и службы, связи между ними, взятые в совокупности, – составляют его производственную структуру. Она определяет уровень производительности труда, издержек производства, эффективность эксплуатации природных богатств и техники.
В соответствии с ассортиментом изделий выбраны производственные подразделения, которые входят в состав проектируемого предприятия ателье «Колибри». Производственные подразделения предприятия организованы в виде производственных цехов, обеспечивающих выполнение законченной части производственного процесса, и участков, выполняющих функции цеха, но с небольшим объемом работ. Основные функции подразделений предприятия приведены в таблице 1. Производственный состав предприятия представлен на рисунке 1.
Таблица 1 – Основные производственные подразделения предприятия
|
Производственное подразделение |
Основные функции подразделения |
|
Салон приема заказов |
Прием и оформление заказа |
|
Участок запуска |
Комплектование суткопартий отрезов материалов, деталей кроя, изделий после обмеловки для подачи в раскройный и швейный цеха |
|
Склад материалов |
Хранение и подготовка материалов предприятия к раскрою |
|
Склад изделий |
Хранение и выдача изделий |
|
Швейный цех |
Изготовление изделий |
|
Раскройный участок |
Раскрой материалов и обмеловка изделий после примерки |

Рисунок 1 – Производственный состав предприятия
На проектируемом предприятии процесс оказания услуг рассмотрен как экономический обмен, при котором происходит обмен ресурсами между заказчиком и предприятием сервиса. Предприятие сервиса предлагает свои ресурсы в форме труда, умения, технологии, информации, средств обслуживания [13]. Процесс оказания услуг на предприятии сервиса в общем виде состоит из нескольких этапов и представлен на рисунке 2.
|
Прием и оформление заказа |
|
|
|
Раскрой деталей изделия |
|
|
|
Подготовка изделий к примерке |
|
|
|
Проведение примерки |
|
|
|
Уточнение изделий после примерки |
|
|
|
Дошив изделия |
|
|
|
Сдача готового изделия заказчику |
|
|
|
Гарантийное и послегарантийное обслуживание |
Рисунок 2 – Этапы оказания услуг на швейном предприятии сервиса
Срок выполнения услуги является важнейшим показателем, характеризующим деятельность предприятия сервиса. Под сроком оказания услуги понимается длительность процесса выполнения заказа на услугу, то есть от момента приема заказа до момента его выдачи. Сокращения срока положительно влияет на уровень обслуживания населения и на экономику предприятия сервиса. Сроки исполнения заказов и услуг приведены в таблицы 2.
Таблица 2 – Этапы и сроки оказания услуг
|
Виды услуг |
Сроки исполнения, дни |
|
Прием и оформление заказа |
1 |
|
Получение материала со склада |
1 |
|
Распаривание и чистка изделий на обновление |
1 |
|
Хранение отрезов материалов и спорков |
2 |
|
Комплектование суткопартий |
1 |
|
Раскрой изделия |
1 |
|
Хранение кроя |
2 |
|
Комплектование суткопартий кроя |
1 |
|
Подготовка изделия к примерке |
1 |
|
Хранение подготовленного к примерке изделия |
5 |
|
Проведение примерки |
1 |
|
Уточнение изделия после примерки |
1 |
|
Хранение уточненного после примерки изделия |
2 |
|
Комплектование суткопартий уточненных после примерки изделий |
1
|
|
Изготовление отделок на деталях изделия |
2 |
|
Дошив изделия |
1 |
|
Хранение готовых изделий |
5 |
|
Сдача готового изделия заказчику |
|
1.1.5.3 Производственная программа предприятия
Производственная программа предприятия определяется исходя из ассортимента услуг и изделий предприятия, и устанавливает объемы выпуска, трудоемкость и ценностные показатели, которые должны быть достигнуты предприятием. Условная производственная программа предприятия необходима для определения объемов работ производства, расчета цехов, участков, показателей экономической эффективности. Производственная программа предприятия представлена в таблице 3.
Таблица 3 – Производственная программа предприятия
|
Ассортимент видов услуг и изделий |
Удельный вес в общем объеме услуг ,% |
Выпуск в штуках, шт. |
Трудоемкость изготовления изделия, мин. |
Количество рабочих, чел. |
|
|
годовой |
суточный |
||||
|
Платьево-блузочный ассортимент |
|||||
|
Платье |
10 |
1025,2 |
4,4 |
339,90 |
3 |
|
Блузка |
7 |
745,6 |
1,2 |
456 |
1 |
|
Жакет б/п |
7 |
745,6 |
1,2 |
456 |
1 |
|
Итого: |
24 |
2516,4 |
6,8 |
1242,9 |
5 |
|
Пальтово-костюмный ассортимент |
|||||
|
Пальто зим. |
3 |
284,3 |
0,4 |
1176 |
1 |
|
|
|
|
|
|
|
|
Жакет |
5 |
389,1 |
0,7 |
858 |
1 |
|
Итого: |
12 |
1022,9 |
1,1 |
3000 |
2 |
|
Поясные изделия |
|||||
|
Юбка |
14 |
1467,9 |
2,3 |
228 |
1 |
|
Брюки |
15 |
1561,1 |
2,7 |
216 |
1 |
|
ремонт |
35 |
3728 |
11 |
30 |
0 |
|
Итого: |
29 |
3029 |
13 |
444 |
2 |
|
Всего: |
100 |
10601,5 |
18,1 |
4716,9 |
9 |
Таблица 4 – Характеристика подразделений предприятия
|
Наименования подразделения |
специализация |
Мощность и количество бригад |
Общее количество рабочих, чел. |
Коэффициент сменности |
производственная площадь, м2 |
|
|
подразделение |
На 1-го работающего |
|||||
|
Салон |
Прием и оформление заказов |
1 |
3 |
1 |
68 |
6 |
|
Участок запуска и склад материалов |
Хранения материалов и суткопартий |
1 |
1 |
1 |
28 |
6 |
|
Склад готовой продукции |
Хранение готовых изделий |
– |
– |
1 |
17,5 |
6 |
|
Швейный цех |
Изготовление женской одежды |
1-9
|
9 |
1 |
180 |
6 |
|
Раскройный участок |
Раскрой женской одежды |
1 |
3 |
1 |
46 |
12 |
1.2 Проектирование материального объекта услуги
1.2.1 Характеристика материального объекта услуги
При изготовлении одежды по индивидуальным заказам изготавливаемые в одном процессе модели отличаются большим разнообразием по фасону, конструктивным элементам, применяемым материалам, а сам процесс обладает сменяемостью. Для проектирования такого процесса используют условное изделие средневзвешенной трудоемкости, разработанное на базе пяти моделей, представленных на рисунке 3. Описание условного изделия представляется в виде графической модели условного изделия. При изготовлении одежды на индивидуального потребителя определяющим фактором применения секционных процессов является наличие примерки.
Проектируемый процесс подразделяется на технологически специализированные участки (секции): подготовки изделий к примерке и обработки изделий после примерки, графическая модель процесса строится отдельно на каждую секцию. Графическая модель представляет собой описание условного изделия и одновременно является схемой его сборки к примерке, а также после примерки. Схема подготовки изделия к примерке и схема дошива после примерки представлена в виде графической модели приложении В и Г соответственно.
В графической модели условного изделия блоками обозначены конкретные элементы, детали и узлы, а дугами – взаимосвязи между ними. В каждом блоке записаны его кодовое обозначение, номера моделей и процент повторяемости. Кодовое обозначение описывается шестизначной цифрой. Первая пара цифр обозначает обработку крупной детали изделия, либо отдельный этап обработки, который включает несколько этапов технологической обработки. Вторая пара цифр обозначает различные уровни обработки одной крупной детали. Третья пара цифр кода обозначает обработку различных элементов одного уровня [2]. Расшифровка кодовых обозначений блоков модели условного изделия представлена в Приложении Д.
Р

|
1.2.2 Разработка конструкции
1.2.2.1 Назначение изделия и описание внешнего вида
Проектируемое изделие – женское платье предназначено для повседневной носки. Рекомендуемые размеры потребителей: рост 158 -170; размер по ОгIII – 88- 100; первой и второй, третей полнотных групп; младшей и средней возрастной групп. Платье прилегающего силуэта длиной выше колена. Конструктивно форма достигнута за счет конфигурации среднего шва спинки и боковых швов, а также введением рельефных швов на передней и задней половинке. Застежка центральная, с планкой, на петли и пуговицы. Воротник отложной с цельновыкроенной стойкой. Рукав длинный двухшовный. В рельефных швах расположены карманы. Линия талии занижена и подчеркнута ремнем, продетым в шлевки. Средний шов спинки заканчивает шлица. Эскиз модели представлен на рисунке 4. 1.2.2.2 Анализ конструктивного решения модели
Для правильного определения величин конструктивных участков использован эскиз модели, представленный в виде технического рисунка. Технический рисунок выполнен с учетом того, что высота головы укладывается в росте 8 раз. Для более точного перенесения фасонных линий на конструктивную основу на эскиз модели нанесены линии середины переда и середины спинки, линии основания шеи- 1, линию груди – 2, линию талии - 3, линию бедер - 4, линию колена - 5.
|
||||||
|
Разраб. |
Ибраева |
|
|
ВКР-5040645-100101-431.ПЗ |
Лист |
|
|
Проверил |
Шалмина |
|
|
|||
|
Изм |
Лист |
№ докум |
Подпись |
Дата |
||
В результате конструктивного анализа модели получаем числовую исходную информацию для построения конструкции: величины прибавок на свободное облегание, положение линий, вытачек, длины деталей.
Для правильного установления величины основных конструктивных участков определен масштаб рисунка как отношение длины отрезка, измеренного на чертеже, к длине отрезка, измеренного на рисунке.
М=Рн/Рр, (1)
где М – переходный масштаб;
Рн – номинальный размер детали в натуральную величину, см.;
Рр – размер на детали на рисунке модели, см.
Технический эскиз представлен на рисунке 5.
С помощью масштаба определены размеры основных деталей, положение карманов, размеры лацканов и концов воротника, которые занесены в таблицу 5.
Таблица 5 – Величина конструктивных участков модели по масштабу рисунка
|
Наименование участка или детали модели |
Условное обозначение участка |
Размеры участка на рисунке модели, см. |
Коэфф. перехода |
Размеры участка на основе чертежа, см |
|
Длина платья |
а |
9 |
10 |
90 |
|
Длина рукава |
б |
5,8 |
10 |
58 |
|
Ширина воротника |
в |
0,7 |
10 |
7 |
|
Положение рельефных швов относительно середины |
г |
1 |
10 |
10 |
|
Положение линии кармана относительно линии талии |
д |
0,15 |
10 |
1,5 |
|
Положение линии кармана относительно середины |
е |
1 |
10 |
10 |
Рисунок 4 – Эскиз
модели


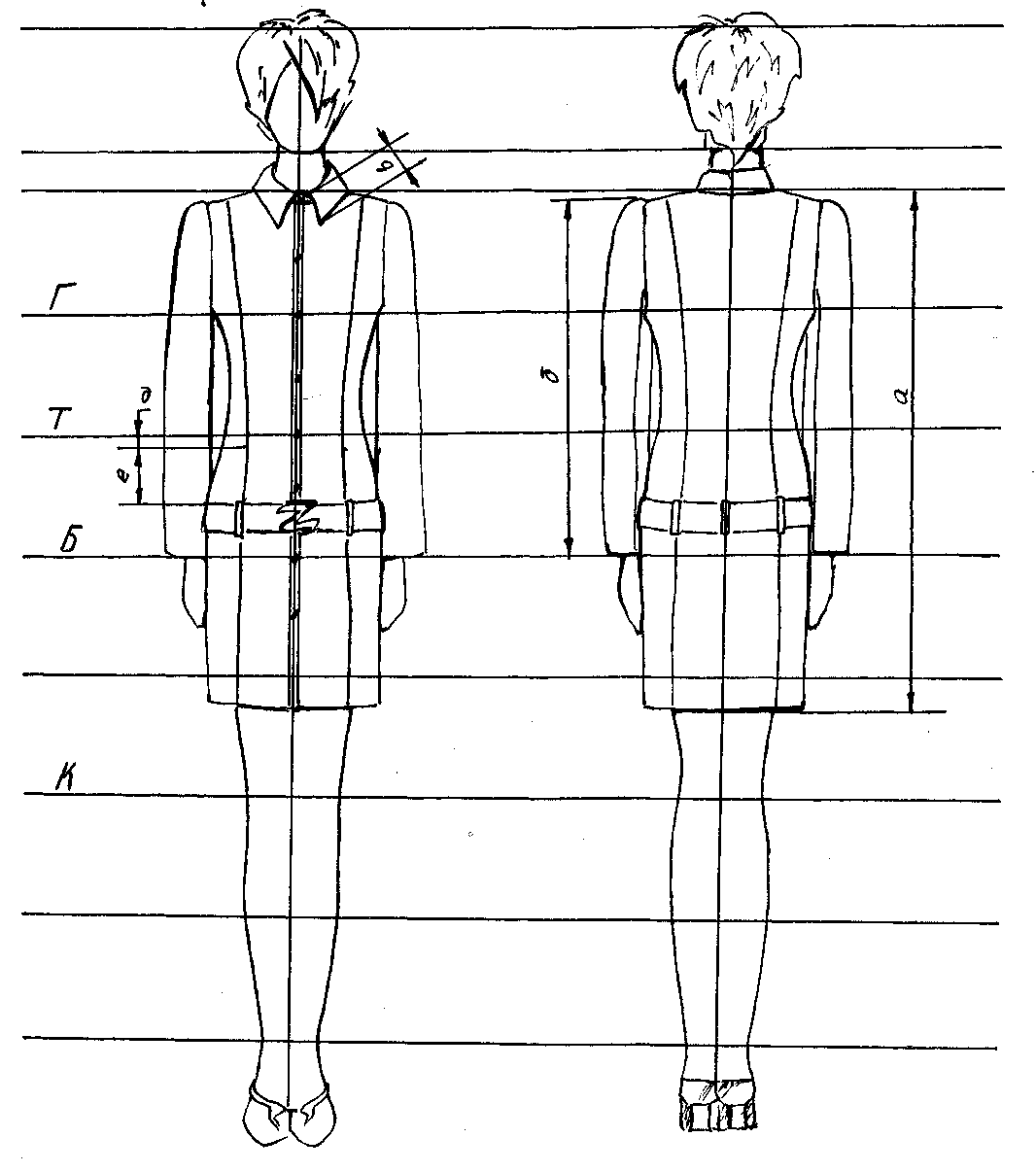
Рисунок 5 - Технический эскиз модели
1.2.2.2 Требования, предъявляемые к конструкции изделия
К данному виду изделий предъявляется целый комплекс требований, которые условно можно разделить на две группы: потребительские и технико-экономические.
Потребительские требования включают функциональные, эргономические, эстетические и эксплуатационные. Технико-экономические требования включают требования технологичности и экономичности, стандартизации и унификации.
Для обеспечения комфортных условий потребления изделие должно обеспечивать определенней пододежный микроклимат, а так же удобство выполнения движений. Эти требования обеспечиваются за счет правильного выбора материалов и конструктивного решения изделия, соответствующего фигуре заказчика в динамике и в статике.
Эстетические требования обеспечиваются путем соответствия изделия цветотипу и особенностям темперамента и телосложения заказчика, модным тенденциям для данного ассортимента и группы потребителей.
В процессе эксплуатации изделие должно сохранять свои первоначальные свойства, обеспечивать легкость ухода. Эти требования обеспечиваются за счет правильного подбора материалов и качества технологической обработки изделия.
Технологичность изделия обеспечивается путем выбора конструкции и технологии обработки, обеспечивающей экономию материальных и трудовых ресурсов в процессе изготовления изделия.
1.2.2.3 Выбор материалов на изделие
Разрабатываемое изделие – платье для повседневной носки. В соответствии с этим на первый план выходят эксплуатационные требования к изделию и материалам. Возникает необходимость в устойчивости к разрывным нагрузкам, формоустойчивости и износостойкости материалов.
Ткань должна обладать хорошей воздухопроницаемостью и высокой гигроскопичностью. Сохранение внешнего вида изделия будет определять несминаемость используемых материалов.
Поверхностная плотность тканей может составлять до 300 г/м2.
В соответствие с моделью ткань должна обладать жёсткостью 2000 –3000 мкН см2. Для наименьшей трудоёмкости в процессе изготовления изделия желательна низкая осыпаемость материалов (2–5мм).
Прокладочные материалы должны соответствовать основному по поверхностной плотности и усадочным свойствам. Обладать средней жёсткостью, небольшой толщиной.
Требование к скрепляющим материалам – это высокая прочность, гибкость и эластичность для обеспечения выносливости шва. Нитки должны обладать термостойкостью, высокой устойчивостью окраски, а также быть ровными по толщине. Главное требование к швейным ниткам – это соответствие по линейной плотности поверхностной плотности материала. Важен также волокнистый состав и толщина.
1.2.2.4 Разработка основы конструкции изделия
Целью конструирования является получение из плоского материала одежды, имеющей объёмную форму, соответствующую телу человека. При построении чертежей конструкции решается обратная задача – перевод объёмной поверхности одежды на плоскость, то есть построение развёрток деталей одежды. В зависимости от характера исходной информации все известные методы конструирования можно разделить на 2 класса:
1. Методы, базирующиеся на измерении фигур типового и нетипового телосложения, припусках, данных о типовом членении деталей и способе их формообразования. Они позволяют лишь приближенно находить положения важнейших конструктивных точек деталей одежды. Это методы 1 класса – приближенные методы конструирования.
К ним относятся: муляжный метод построения развёрток, расчётно-графические и расчётно-пропорциональные методы проектирования, методика ЦНИИШП, ЕМКО СЭВ, ЦОТШЛ.
2. Более точные инженерные методы получения развёрток поверхности относятся ко 2 классу. Они основаны на прямых измерениях оболочек развёртываемой поверхности образца-эталона одежды или манекена. К ним относятся методы секущих плоскостей, методы конструирования развёрток деталей в чебышевских сетях, методы геодезических линий. Они основаны на учёте
изменений в геометрической структуре ткани, происходящих при переходе её из объёмного в плоское состояние. Сюда также относятся бесконтактные методы проектирования одежды, изучающие формы поверхности объемных тел при помощи специальной аппаратуры, изучающей световые или электромагнитные волны. Это фотографический, стереографический, метод световых сечений и другие [17].
В данном проекте была использована Единая методика конструирования одежды ЦОТШЛ, которая базируется на расчетно-аналитическом способе ЦНИШП. Используемые в нём расчётные формулы установлены в результате математического анализа антропометрических данных о строение фигуры человека и данных о форме одежды (её объёме, расположении и оформлении конструктивно-декоративных линий). Построение чертежей деталей осуществляется путём графических развёрток сглаженного контура фигуры с учётом необходимых прибавок. Каждый участок конструкции строится по данным измерений соответствующего участка фигуры. Всё это обеспечивает точность построения чертежей конструкции, соответствие изделий фигуре по размерам, посадке и исходным данным проектируемой модели.
Для построения конструкции платья необходимы следующие исходные данные: размерная характеристика типовой фигуры представлена в таблице 6, прибавки на свободное облегание с учетом свойств материалов – в таблице 7.
Таблица 6 – Размерная характеристика фигуры типового телосложения
Размер 92-108 Рост 170 Полнотная группа 3
|
Измерение |
Условное обозначение |
Величина размерного признака , см |
|
1 |
2 |
3 |
|
Рост |
Р |
170 |
|
Полуобхват шеи |
Сш |
18,6 |
|
Полуобхват груди первый |
СгI |
45,2 |
|
Полуобхват груди второй |
CгII |
48,6 |
|
Полуобхват груди третий |
СгIII |
46 |
|
Полуобхват тали |
Ст |
37,3 |
|
Полуобхват бедер |
Сб |
54 |
|
Обхват плеча |
Оп |
30,1 |
|
Длина спины до талии II |
ДтсII |
44,1 |
|
Длина талии переда II |
ДтпII |
44,1 |
|
Высота груди II |
ВгII |
26,1 |
|
Высота плеча косая II |
Впк |
43,9 |
|
Высота проймы задняя II |
Впрз |
18,3 |
|
Ширина спины |
Шс |
18,0 |
|
Ширина груди |
Шг |
17,3 |
|
Ширина плеча |
Шп |
13,2 |
|
Центр груди |
Цг |
26,1 |
|
Длина руки |
Др |
57,3 |
Таблица 7 – Прибавки на свободное облегание
|
Наименование участка, к которому дается прибавка |
Условное обозначение |
Величина. см. |
|
По линии груди |
Пг |
4 |
|
По линии бедер |
Пб |
2,5 |
|
К ширине спины |
Пшс |
1 |
|
К ширине переда |
Пшп |
0 |
|
К длине спины до линии талии |
Пдтс |
0,5 |
|
На свободу проймы по глубине |
Пспр |
2 |
|
К глубин горловины |
Пшг |
0,5 |
|
К полуобхвату талии |
Пт |
1 |
|
К обхвату плеча |
Поп |
4 |
Построение чертежа конструкции выполняется в 2 этапа: построение конструктивной основы; нанесение модельных особенностей в соответствии с эскизом модели и данными таблицы 6.
По размерным признакам и прибавкам построены чертежи конструкций моделей. Чертежи конструкции платья и рукава, представлены в масштабе в приложении Е. Расчет конструкции чертежа платья, представлен в таблице 8.
Таблица 8 – Расчет чертежа конструкции платья
|
Участок конструкции |
Условное обозначение |
Формула и расчет |
Результат, см |
|
|
1 |
2 |
3 |
4 |
|
|
Предварительный расчет конструкции жакета |
||||
|
Ширина сетки |
А0 а1 |
СгIII +Пг+Гг =46+3,5+1,5 |
51 |
|
|
Ширина спинки |
А0а |
Шс + Пшс =18,0+0,5 |
18,5 |
|
|
Ширина полочки |
а1а2 |
Шг+(СгII – СгI) + Пшп 17,3+(48,6-45,2) |
20,7 |
|
|
Ширина проймы |
аа2 |
А0а1 – а1а2 – А0а 51-18,5 -20,7 |
11,8 |
|
|
Построение среднего шва спинки |
||||
|
Отвод средней линии |
ТТ1 |
- |
1,5 |
|
|
Уровень лопаток |
А0У |
0,4 Дтс II= 44,1*0.4 |
17.6 |
|
|
Уровень глубины проймы |
А0Г |
Впрз II+Пспр= 18,3+2,5 |
20,8 |
|
|
Продолжение таблицы 8 |
||||
|
1 |
2 |
3 |
4 |
|
|
Уровень линии талии |
А0Т |
ДтсII + Пдтс = 44,1+0,5 |
44,6 |
|
|
Уровень бедер |
ТБ |
0,5ДтсII – 2,0 |
20 |
|
|
Низ изделия |
АН1 |
- |
90 |
|
|
Горловина спинки и линия низа |
||||
|
Отвод горловины спинки |
А0 А01 |
- |
0,5 |
|
|
Ширина горловины |
А01 А2 |
1/3 Сш + Пшгор=1/3*18,6+0,5 |
6,7 |
|
|
Глубина горловины |
А2А1 |
1/3 А01 А2 =1/3*6,7 |
2,2 |
|
|
Плечевая линии спинки |
||||
|
Дуги для построении плечевой точки |
А2П1
|
Шп =13,2
|
13,2 |
|
|
ТП1 |
ДтсII + Пдтс = 44,1+0,5 |
44,6 |
||
|
Точка касания проймы |
Г1П3 |
1/3 П2Г1 + 2.0 = 1/3*17,5+2,0 |
7,5 |
|
|
Продолжение таблицы 8 |
||||
|
1 |
2 |
3 |
4 |
|
|
Вспомогательная точка 1 |
Г1 1 |
0,2 Г1Г4 + 0.3 = 0,2*13+03 |
2,7 |
|
|
Середина проймы |
Г1Г2 |
0,5Шпр = 0,5 Г1Г4=12,3/2 |
6,2 |
|
|
Расчет чертежа полочки |
||||
|
Расстояние до центра нагрудной вытачки |
Г3Г6 |
Г3Г4 / 2 =21,4/2
|
10,7 |
|
|
Уровень вершины горловины полочки |
Т8А3 |
ДтпII + Пдтп = 44,1+1,5
|
45,6 |
|
|
Отвод середины переда |
А3А31 |
- |
0,5 |
|
|
Горловина полочки |
||||
|
Ширина горловины |
А31А4 |
1/3 Сш + Пшгор=1/3*18,6+0,5 |
6,7 |
|
|
Глубина горловины |
А31А5 |
А31А4 +1,0=6,7+1 |
7,7 |
|
|
Нагрудная вытачка |
||||
|
Конец вытачки |
А4Г7 |
ВгII +0,5Пдтп=26,1+0,3 |
26,4 |
|
|
Раствор вытачки |
А4А9 |
2 (СгII – СгI)+2=2*(48.6-45,2)+2 |
8,8 |
|
|
Точка касания |
Г4П4 |
П2Г1-1 |
16 |
|
|
|
Г4П6 |
Г4П4/3=16/3 |
5,2 |
|
|
Вспомогательная точка П6 |
П6П61 |
– |
0,6 |
|
|
Дуги для построения плечевой точки |
П61П5 |
П61П4 |
10,2 |
|
|
А9П5 |
Шп |
13,2 |
||
|
Вспомогательная тока 2 |
Г4-2 |
0,2 Г1Г4 =12,1*0,2 |
2,4 |
|
|
Построение боковых швов полочки и спинки |
||||
|
Раствор талиевых вытачек |
Т4Т5 |
Т11Т3–(Ст+Пт)=50-(37,3+2) |
10,7 |
|
|
Положение боковых швов на линии бедер |
Б4Б5 |
Б1Б3–(Сб+Пб)=51-(54+1) |
-4 |
|
|
|
||||
|
Окончание таблицы 8 |
||||
|
1 2 |
2 |
3 |
4 |
|
|
Построение проймы |
||||
|
Высота оката |
О1О2 |
ОО1–ОО2=16,3-2,5 |
13,8 |
|
|
Ширина рукава |
РЛРП |
(Оп+Поп)/2=(30,1+4)/2 |
17 |
|
|
Длина рукава |
О3М |
Др |
58 |
|
|
Линия локтя |
О2Л |
О3М/2+3,0=58/2+3,0 |
31 |
|
|
Ширина рукава внизу |
ММ1 |
– |
12 |
|
|
Скос рукава |
М1М2 |
– |
2,5 |
|
|
Вспомогательные точки построения линии оката |
РП1, РЛР3 |
Г4П6 Г1П3 |
7,5 5,2 |
|
|
Вспомогательные точки для оформления верхней части оката рукава |
О6 О5 2 3 |
О3О6=0,5 О2О3–2,0=0,5*8,5–2,0 О2О6=0,5 О2О4=0,5*8,5 О52=2,0÷2,5 см (по биссектрисе) О63=1,0÷2,0 см (по биссектрисе) |
2,3 4,3 2,0 1,5 |
|
|
Вспомогательные точки для контура нижней части оката рукава |
1'' Р''3 Г2 8 |
11''=11' Р3Р''3= Р3Р'3 РПГ2=0,5Г1Г4+11'=0,5*12,3+0,5 РП8= Г42+11'=2,4+0,5 |
0,5 0,5 6,7 2,9 |
|
|
Построение втачного двухшовного рукава |
||||
|
Величина переднего переката
|
РПР1= РпР5 |
РПР1=РпР5, Л1Л11=Л1Л5, ММ3=ММ5_ |
2,5 0,75 0,5 |
|
|
Величина локтевого переката |
РлР4= РЛР2
|
РлР4=РЛР2, М2М4=М2М1 |
2,5
|
|
|
Построение конструкции воротника |
||||
|
Величина подъема середины воротника |
ОВ |
– |
2,5 |
|
|
Длина линии втачивания воротника |
ВА |
Lгорл-0,05*ОВ |
20,5 |
|
|
Высота стойки |
ВВ1 |
– |
2,5 |
|
|
Ширина воротника |
В1В2 |
– |
4 |
|
|
Ширина отлета |
А1А2 |
– |
7 |
|
|
Выступ переднего конца |
АА3 |
0,5*Шпланки |
1,5 |
|
1.2.2. 5 Нормирование расходов материала
Комплект лекал для раскроя на проектируемое изделие содержит лекала основных и мелких фасонных деталей без припусков. На всех деталях комплекта лекал указаны направления нитей основы и допускаемые отклонения, нанесены линии груди, талии, бедер, контрольные надсечки. На каждой детали помещены обозначения: наименование детали, размер изделия, количество деталей в крое [19].
Технические требования к расположению лекал включают в себя: соответствие направления нитей основы ткани с положением основных нитей на лекалах деталей изделия; особенности ткани; способ раскладки. Ткань, выбранная на проектируемое изделие, позволяет раскладывать лекала в любом направлении, т.к. не имеет ворса и направленного рисунка.
Выбранный (оптимальный) способ раскладки – всгиб. Обводка лекал на материале выполняется мелом, при условиях: толщина линии не более 1мм, внутренняя сторона обводки совпадает с контуром лекал. При выполнении раскладки лекал в производстве одежды по индивидуальным заказам к контурным линиям лекал, в чертеже раскладки даются припуски на швы, приведенные в таблице 9. Раскладка лекал для основной ткани разрабатываемого изделия представлена на миллиметровой бумаге в приложении Ж.
Таблица 9 – Припуски на уточнение изделия, припуски на швы
|
Деталь и ее участки |
Припуски, см |
Величина швов ,см |
|
1 |
2 |
3 |
|
Средняя деталь спинки |
||
|
Срез средней линии |
2,0 |
1,5 |
|
Срез горловины |
2,0 |
1,0 |
|
Плечевой срез |
2,0 |
1,5 |
|
Срез рельефного шва |
2,0 |
1,5 |
|
Срез низа |
4,0 |
3,0 |
|
|
||
|
Окончание таблица 9 |
||
|
1 |
2 |
3 |
|
Боковая деталь спинки |
||
|
Срез рельефного шва |
2,0 |
1,5 |
|
Плечевой срез |
2,0 |
1,5 |
|
Срез проймы |
2,0 |
1,5 |
|
Боковой срез |
3,0 |
2,0 |
|
Срез низа |
4,0 |
3,0 |
|
Средняя деталь переда |
||
|
Плечевой срез |
2,0 |
1,5 |
|
Срез рельефного шва |
2,0 |
1,5 |
|
Срез борта |
1,0 |
0,3 |
|
Срез низа |
4,0 |
3,0 |
|
Боковая деталь переда |
||
|
Срез рельефного шва |
2,0 |
1,5 |
|
Плечевой срез |
2,0 |
1,5 |
|
Срез проймы |
2,0 |
1,5 |
|
Боковой срез |
3,0 |
2,0 |
|
Срез низа |
4,0 |
3,0 |
|
Верхняя половинка рукава |
||
|
Локтевой срез |
2,0 |
1,5 |
|
Передний шов |
2,0 |
1,5 |
|
Срез оката |
2,0 |
1,2 |
|
Низ рукава |
4,0 |
3,0 |
|
|
2 |
3 |
|
Нижняя половинка рукава |
||
|
Локтевой срез |
2,0 |
1,5 |
|
Передний шов |
2,0 |
1,5 |
|
Срез оката |
2,0 |
1,2 |
|
Низ рукава |
4,0 |
3,0 |
|
Воротник |
||
|
Швы обтачивания |
1 |
0,5 |
|
Нижний срез |
1 |
0,7 |
Экономичность раскладки лекал характеризуется величиной межлекальных выпадов и зависит от следующих факторов: ширины и вида материала; вида поверхности материала; формы, размера и числа деталей в раскладке; вида раскладки; расположение лекал.
Существует несколько способов определения площади раскладки лекал. В данном случае применён комбинированный способ. Суть заключается в том, что площади фигур, ограниченных прямыми линиями, устанавливают геометрическим способом, а площади, ограниченные кривыми линиями определяются по формуле приближённого интегрирования [18]. Процент межлекальных выпадов определяется по формуле:
![]() ,
(2)
,
(2)
где Sр – площадь раскладки;
Sл – площадь лекал (с учётом припусков на швы и уточнение на фигуре заказчика);
р – процент межлекальных выпадов.
Таблица 10 – Нормировочная карта расхода материала на платья
|
Наименование ткани |
Вид раскладки |
Рамка раскладки, см |
Расход ткани, см2 |
Площадь лекал см2 |
Межле кальные потери, % |
|
|
длина ткани |
ширина с кромкой |
|||||
|
джинсовая |
Всгиб |
185 |
75 |
13500 |
11367 |
15 |
При раскрое тканей по индивидуальным заказам допускается 15 % межлекальных выпадов, следовательно, предлагаемая раскладка лекал деталей изделия является рациональной.
1.2.3 Конфекционирование материалов
1.2.3.1 Требования, предъявляемые к материалам
В данном проекте разрабатывается технологический процесс по изготовлению женского легкого платья для повседневной носки. Женское платье выполняет эстетические и утилитарно - практические функции.
К женскому платью предъявляются следующие требования: эстетические, эргономические, конструкторско-технологические, экономические.
В соответствии с эстетическими требованиями модель должна обладать целостностью композиции; должно быть соблюдено соответствии конструкции материалу, силуэтной форме, фасону; соответствие художественно–колористического оформления материала внешнему облику заказчика и модным тенденциям.
В соответствии с эргономическими требованиями изделие должно обеспечивать комфортные условия для потребителя и удобство выполнения движений. Поэтому материалы, входящие в пакет изделия должны обеспечивать создание комфортного пододежного микроклимата и отвод влаги из пододежного пространства; обладать достаточной воздухопроницаемостью и паропроницаемостью [12].
Удобство выполнения движений обеспечивается за счет выбора конструкции изделия и использования при его изготовлении материалов с умеренной жесткостью. Надежность изделия предполагает сохранение целостности изделия и материалов весь период эксплуатации, сохранение его внешнего вида и формы. Материалы должны обладать устойчивостью к разрывным и раздирающим нагрузкам, раздвижке нитей в швах, устойчивостью к истиранию по плоскости и сгибам, низкой пиллингуемостью, несминаемостью, устойчивостью окраски к действию светопогоды.
В процессе изготовления должна быть создана определенная форма модели, обеспечены прочность сборки определенных узлов и всего изделия.
Для закрепления приданной изделию объемно - пространственной формы и предохранения срезов деталей и швов от растяжения в процессе эксплуатации, предусмотрено применение прокладочных материалов с клеевым точечным. Клеевые материалы должны быть малоусадочными; для клеевого соединения важны сопротивление клеевого соединения при расслаивании, устойчивость к химической чистке, стирке, при смятии и деформациях (сдвиге).
Швейные нитки для обеспечения прочности соединения, должны обладать устойчивостью к разрывным нагрузкам и высоким удлинением при разрыве; швы должны быть выполнены в соответствии с техническими требованиями.
Для сохранения внешнего вида изделия в процессе эксплуатации материалы верха должны быть устойчивы при многократном растяжениям и при многократном изгибе.
Жесткость и драпируемость материалов, деформационная способность материалов, должны обеспечивать создание заданной пространственной формы изделия.
Перечисленные требования будут обеспечиваться конструктивным решением конкретных изделий и свойствами материалов, из которых они изготовлены.
Подкладочные материалы должны обладать гладкой поверхностью с малым коэффициентом трения, быть устойчивыми к истиранию по плоскости и сгибам. Для обеспечения комфортного состояния потребителя – хорошей воздухопроницаемостью и гигроскопичностью.
Фурнитура, используемая при изготовлении изделия – пуговицы и замки- молнии должны сохранять свои свойства в процессе эксплуатации.
Пуговицы должны быть правильной формы, без царапин, трещин, заусенцев и с гладкими краями. Пластмассовые пуговицы должны быть термостойкими к влажно-тепловой обработке, и устойчивыми к химической чистке.
В процессе эксплуатации не должно происходить разрушение замка, его деформация, или отрыв. Звенья застежки – молнии должны быть прочными на разрыв в замкнутом состоянии, прочно зафиксированными на основе [12].
С учетом приведенных требований и в соответствии с действующей нормативно-технической документацией, разработаны номенклатура и установлены основные показатели качества материалов верха, прикладных и подкладочных материалов.
1.2.3.2 Характеристика рекомендуемых материалов
В соответствии моделями условного изделия проведен выбор материалов для моделей условного изделия, представленных на рисунке 3.
С требований к материалам, и предпочтений возможных потребителей выбраны материалы верха. Образцы основных материалов приведены в конфекционной карте в Приложении З.
В качестве материалов верха выбраны:
– костюмные ткани: хлопчатобумажные представлены одежными и ворсовыми тканями.
– плательные ткани: из шелковых тканей комбинированных синтетических нитей.
Предлагаемые ткани традиционно используют в производстве женского платья. Ткани этой группы имеют красивый внешний вид, хорошо отстирываются и чистятся, не требуют частого глажения, формоустойчивые.
Для дублирования мелких деталей выбраны термоклеевые прокладочные материалы с точечным покрытием из полиэфиров при наложении клея 8 г/м2. Для предохранения от растяжения элементов одежды выбраны отрезные тесьмы из термоклеевых прокладочных материалов с точечным покрытием из полиэфиров.
Для обеспечения прочности клеевого соединения необходимо соблюдать режимы, указанные в рекомендациях к материалам и которые приведены в таблице 11.
Для выполнения швов выбраны швейные нитки - комплексные лавсановые и армированные хлопколавсановые. Выбор ниток проведен в соответствии с рекомендациями нормативно - технической документации и представлен в таблице 12.
Характеристика материалов и режимы обработки приведена в таблице 13.
Таблица 11 – Режимы склеивания деталей и узлов одежды с прокладочными материалами с клеевым покрытием
|
Материалы |
Режимы склеивания |
|||
|
верха |
прокладочные |
Температура, С |
Усилие прессования , мПа |
Время, с |
|
Для дублирования деталей материалов из синтетического шелка.
|
Термоклеевые прокладочные материалы на нетканой основе с точечным покрытием из полиэфиров при наложении клея 8 г/м2 |
140 |
10 |
18 |
|
Для дублирования мелких деталей из х/б тканей. |
Термоклеевые прокладочные материалы на нетканой основе с точечным покрытием из полиэфиров при наложении клея 8 г/м2
|
160 |
12 |
20 |
|
Для предохранения от растяжения элементов одежды для плательных тканей.
|
Отрезные тесьмы из термоклеевых прокладочных материалов на нетканой основе с точечным покрытием из полиэфиров. |
150 |
5 |
14-16 |
Таблица 12 – Рекомендации по применению швейных ниток
|
Изделия швейные и материалы |
Вид строчки |
Код строчки |
Вид ниток, результирующая линейная плотность, текс. |
|
|
х/б |
армированные, комплексные |
|||
|
Костюмные хлопчатобумажные ткани, плательные ткани из искусственных нитей. |
наметочная, заметочная. |
219;209; |
40 |
_ |
|
петельная пуговичная, стачивающая, обметочная, копировальная, подшивочная. |
107,304; 107,304,2024; 301,401; 503,505; 301; 107,304. |
_ |
25 ЛХ, 25ЛЛ,27 ЛШ
|
|
Таблица 13 – Рекомендуемые режимы ВТО тканей
|
Материал |
Толщина, мм |
Волокнистый состав |
Температура С0 |
Температура нагрева поверхности, С0 |
Время обработки, с |
|
|
тепло стойкости |
термо стойкости |
утюга
|
||||
|
Вельвет-рубчик (обр.1) |
0,2 |
ВХ ,PU |
100 –110 |
120–150 |
120–150 |
18–20 |
|
Джинс (обр. 2) |
0.2 |
Прх/б |
130 –140 |
180–220 |
120–150 |
18–20 |
|
Сатин (обр. 3) |
0,1 |
НЛс |
160 –110 |
225–240 |
90–100 |
10–15 |
|
Креп-сатин (обр.4) |
0,1 |
НЛс, ВЛс |
160 –170 |
255–265 |
90–110 |
8–10 |
|
Крепдешин (обр.5) |
0,1 |
ВВис, ВНитр
|
140 –170 |
175–250 |
100–110 |
8–10 |
1.2.4 Характеристика степени готовности изделия к примерке
На предприятиях различной категории изготовления изделий может осуществляться с одной, двумя примерками или без них, в зависимости от вида изделия, его конструкции, применяемых материалов, опыта работы закройщика, методов конструирования. Степень готовности изделия к примерки должна обеспечить заказчику полное представление о размерах, форме отделочных деталей и будущего изделия в целом. Наиболее прогрессивным методом изготовления изделий является изготовления с одной примеркой. Технологические операции подготовки изделия к примерке предусматривают: фронтальное дублирование полочек; соединение вытачек; соединение конструктивных срезов и неразрезных линий, образующих силуэт изделия: рельефов, бочков; переднего шва рукава; сметывание и заметывание швов и краев деталей при их соединении, приметывание функционально-декоративных и отделочных деталей; в процессе подготовки изделия к примерке внутрипроцессной ВТО подвергаются все соединительные швы, вытачки, карманы.
Схема подготовки изделия к примерке и схема дошива после примерки представлена в виде графической модели.
1.2.5 Характеристика методов обработки и оборудования
Выбор методов обработки и оборудования определяет уровень качества изготовления изделий и осуществляется в соответствии с действующей прогрессивной технологией и нормативной документацией.
При выборе методов обработки учитывались: вид изделия – женское легкое платья; вид и класс услуги – изготовление изделия в ателье первого разряда; применяемое оборудование, приспособления малой механизации; выбранные основные, прикладные и скрепляющие материалы; мощность процесса. Методы обработки узлов условного изделия, представлены в виде сборочных схем с указанием последовательности выполнения операций, представлены на рисунках 5 – 15
Для 5 основных узлов представлены два варианта методов обработки - действующий и проектируемый.
Экономическая эффективность проектируемых методов обработки определена по показателям сокращение затрат времени, %,
Рзв=(Тс-Тн)/Тс∙100%, (3)
где Тс – затраты времени на обработку узла в действующем процессе, мин;
Тн – затраты времени на обработку узла в проектируемом процессе, мин.
Повышение производительности труда, %
Рпт =(Тн-Тс)/Тн∙100% , (4)
Степень механизации обработки узла, %
Рм =Тм/Тобщ ∙100%, (5)
где Тм – затраты времени на механизированные неделимые операции, мин;
Тобщ – общая затрата времени на обработку узла, мин.
Качество и эффективность проектируемых методов обработки повышены за счет: технологичных конструкций; замены операций, выполняемых ручным способом; использования приспособлений малой механизации. Расчет эффективности проектируемых методов обработки представлен в таблице 14.
Таблица 14 – Расчет эффективности проектируемых методов обработки
|
Наименования операции |
Средневзвешенная затрата времени на обработку |
Повышение производи - |
Сокращение затрат времени,% |
Степень механизации обработки при методах,% |
|||||
|
Всего по узлу |
В том числе за счет |
||||||||
|
Существующего метода |
Проектируемого метода |
тельности труда |
Замены ручных операций машинными |
Применение клеевых материалов |
технологичных конструкций |
существующем
|
|||
|
Обработка кармана в рельефном шве |
17,582 |
28,580 |
30,6 |
28,8 |
_ |
14,5 |
14,3 |
44,02 |
48,09 |
|
обработка прорезного кармана в рамку |
30,954 |
22,594 |
8,64 |
7,7 |
0,8 |
3,8 |
3,1 |
44,7 |
40,6 |
|
Обработка низа рукава манжетой |
28,963 |
27,343 |
42,7 |
40,1 |
15,0 |
9,8 |
15,2 |
25,2 |
29,2 |
|
Обработка отложного Воротника |
43,784 |
23,719 |
24,8 |
23 |
11,8 |
4,3 |
6,9 |
21,6 |
22,6 |
|
Обработка бортов планкой |
56,17 |
21,038 |
46,3 |
44,6 |
8,2 |
_ |
36,4 |
21,5 |
26,9 |
|
Итого по узлам |
177,44 |
123,27 |
|
– |
– |
– |
– |
– |
– |
|
Всего по изделию |
337,57 |
330,90 |
153,04 |
144,2 |
35,8 |
32,4 |
75,9 |
157,1 |
167,4 |

а) б)
Рисунок 5 – Обработка низа рукава манжетой: а- существующий метод,
б) - проектируемый метод

а) б)
Рисунок 6 – Обработка края борта планкой: а – существующий метод,
б) - проектируемый метод

а) б)
Рисунок 7 – Обработка края борта планкой: а) – существующий метод,
б) - проектируемый метод

а) б)
Рисунок 8 – Обработка кармана в рельефном шве: а) – существующий метод,
б) - проектируемый метод
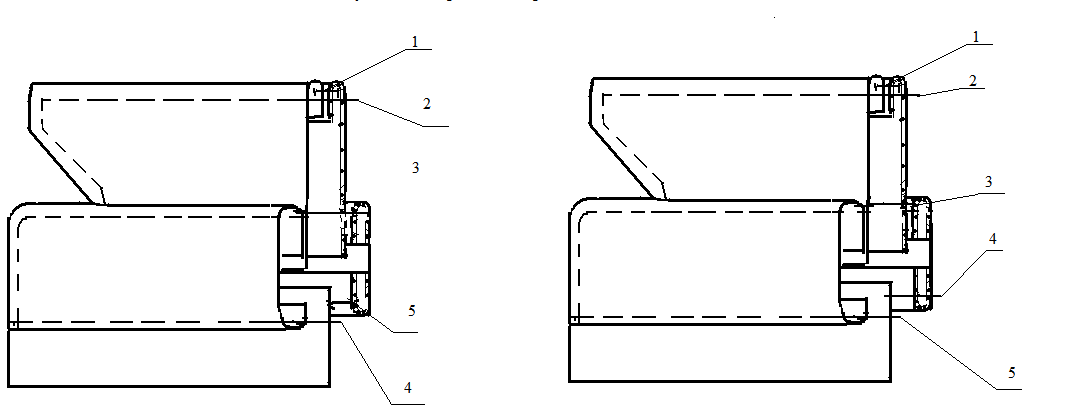
Рисунок 9 – Обработка воротника: а) – существующий метод,
б) - проектируемый метод


а) б)
Рисунок 10 – Обработка низа рукава: а) – гладкого; б) – с воланом.

Рисунок 11 – Обработка застежки на «тесьму-молния»


а) б)
Рисунок 12 – Обработка борта: а) подбортом, б) цельновыкроенного.

Рисунок 13 – Обработка пат, шлевок, хлястиков и поясов


а) б)
Рисунок 14 – Обработка горловины: а) обтачкой, б) воланом.

Рисунок 15 – Обработка горловины
Для влажно – тепловой обработки проектируемого изделия приводится технологическая характеристика утюгов и утюжильных столов. ььььььь
Таблица 15 – Характеристика гладильных столов и утюгов
|
Оборудование, предприятие - изготовитель |
Марка, тип |
Тип нагрева поверхности |
Температура нагрева поверхности С |
Время разогрева, мин |
Масса, кг |
|
Утюг |
УПП |
Электропаровой утюг с терморегулятором, нагрев с помощью тенов |
120-240 |
5-13 |
3 |
|
утюжильный стол «Легмаш» |
Су –1ПЛ |
Электропаровой утюг с терморегулятором, нагрев с помощью тенов |
120-240 |
5-13 |
- |
Таблица 16 – Режимы влажно-тепловой обработки материалов на электрическом оборудовании
|
Вид материала |
Температура обработки, С° |
Масса утюга, кг |
Усилие прессования, МПа |
Время обработки, с |
||
|
утюгом |
на прессе |
на прессе |
утюгом |
|||
|
Вельвет-риубчик |
120-150 |
_ |
3 |
_ |
_ |
18-20 |
|
Джинсовая ткань х/б |
120-150 |
130-150 |
3 |
0.02- 0.05 |
10-30 |
18-20 |
|
Сатин |
100-110 |
_ |
3 |
_ |
_ |
10-15 |
|
Креп-сатин |
90-100 |
_ |
3 |
_ |
_ |
10-8 |
|
Крепдешин |
90-100 |
_ |
3 |
_ |
_ |
10-8 |
Таблица 17 – Приспособления малой механизации
|
Наименования и назначение приспособления |
Марка, номер |
Схема шва |
содержание операции |
|
Лапка однорожковая |
1-59 |
|
Для притачивания потайной застежки «молния» |
|
Лапка с бортиком для настрачивания накладных карманов
|
1-53 |
|
Для выполнения строчек на заданном расстоянии |
|
Откладная двухрожковая линейка |
1-7 |
|
Для выполнения строчек на заданном расстоянии |



|
Назначение машины |
Тип или класс машины |
Тип стежка |
Длина стежков, мм |
Исполнительный орган, механизм перемещения |
Иглы, ГОСТ 2224982 |
Вид обрабатываемого материала |
Толщина сшиваемого пакета материалов, мм |
Дополнительные данные |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|
изготовление женских платьев и костюмов
|
1022М-3 |
двухниточный челночный |
0–5 |
нижняя зубчатая рейка |
0203 №90– 150 |
ткани костюмной и платьевой группы |
до 8 |
4500 об/мин |
|
одноигольная краеобмёточная машина
|
51 А |
503 или 504 |
2–5 |
нижняя зубчатая рейка |
0029 – 75,80, |
костюмная, платьевая, сорочечная. |
до 4 |
3500 об/мин |
|
выполнение стегольно-подшивочных строчек
|
1026 |
двухниточный челночный |
0,5–3
|
нижняя зубчатая рейка |
0203 №85– 120 |
костюмная, платьевая, сорочечная. |
до 5 |
4500 об/мин |
|
обработка прямых петель
|
1025 |
однониточный цепной |
–
|
специальный |
3Ф 75-100 |
костюмные, Сорочечные. |
до 2,5 |
2800 об/мин |
Таблица 19 – Подбор швейных игл и ниток
|
Номера игл по ГОСТ 22249 |
Результирующая линейная плотность ниток, текс |
|||
|
Х/б |
армированные |
полиэфирные
|
натуральный шелк |
|
|
70,75 |
80 |
28ЛХ, 28ЛЛ, 25ЛЛ |
22Л, 24ЛТ |
65, 65А |
|
80
|
60 |
36ЛХ, 35ЛЛ |
33Л, 37ЛТ |
65, 65А |
|
90 |
50 |
36ЛХ, 35ЛЛ |
33Л, 37ЛТ |
33, 33А |
Таблица 20 – Технические требования к машинным строчкам
|
Кодовое обозначение |
Изделия швейные и материалы |
строчки |
Количество |
Ассортимент швейных ниток |
|||
|
Результирующая линейная плотность, текс |
|||||||
|
х/б |
Армированные |
полиэфирные |
Шелко- вые
|
||||
|
301 |
Костюмные хлопчатобумажные ткани. Плательные ткани из искусственных нитей. |
стачивающая |
4-5 |
60,80 |
25ЛХ, 22ЛЛ, 28ЛХ |
_ |
_ |
|
101 |
копировальная |
2-3
|
60,80 |
25ЛХ, 22ЛЛ |
_ |
_ |
|
|
503 |
обметочная |
4-5 |
_ |
25ЛХ, 25ЛЛ |
_ |
_ |
|
|
103 |
подшивочная |
2-3 |
_
|
_ |
22ЛЛ |
_ |
|
|
304 |
петельная |
20-25 |
_ |
25ЛХ, 28ЛХ |
_ |
65 |
|
1.3 Проектирования производственных подразделений предприятия
1.3.1 Проектирования швейного цеха
-
Характеристика исходных данных для проектирования швейного цеха
Основным видом информации при проектировании технологических процессов швейных цехов служит технологическая последовательность обработки изделия.
Для работы над проектированием технологического процесса составляется структура затрат времени по узлам и видам работ, которая оформляется на графической модели условного изделия. Такая структура является основной для анализа затрат времени по видам работ, оборудования и комплектования технологических операций в организационные. По структуре затрат времени по видам работ и по анализу затрат времени делают выводы о структуре проектируемого технологического процесса. Рассчитывают затраты времени на пошив изделия по принятым этапам производства, для выполнения в дальнейшем расчета рабочих в швейном цехе.
Структуру затрат времени необходимо дополнить затратами времени на бригадирские функции. В бригадирские функции входят: получение заказов с участка запуска, регистрация их в книге запуска и контроль за своевременным прохождением каждого заказа, и суткопартии по процессу, инструктаж рабочих по способам обработки изделий, сдача изделий на склад и т.п. [3]. Затраты времени на выполнение бригадирских функций рассчитывают на единицу изделия по формуле:
![]() ,
(6)
,
(6)
где Тбр – затраты времени на выполнение бригадирских функций на единицу
изделия, мин;
Тсм – затраты времени на выполнение бригадирских функций в смену,
мин;
М – выпуск изделий в смену одной бригадой, ед.
Сменный выпуск изделий определяют по формуле:
![]() ,
(7)
,
(7)
где Nбр – принятая мощность бригады, чел;
R – продолжительность смены (480 мин.);
Тn – средневзвешенная трудоемкость условного изделия проектируемого
процесса по технологической последовательности, мин.
По формуле (7):
![]() ед.
ед.
По формуле (6):
![]() мин.
мин.
После расчета затраты времени на выполнение бригадирских функций на единицу изделия уточняются средневзвешенная трудоемкость условного изделия действующего процесса и средневзвешенная трудоемкость проектируемого процесса.
Средневзвешенную трудоемкость условного изделия действующего процесса с учетом затрат времени на бригадирские функции рассчитывают по формуле:
Тс = Тс + Тбр, (8)
где Тс – средневзвешенная трудоемкость изделия действующего процесса,
мин;
Тбр – затраты времени на выполнение бригадирских функций на единицу
изделия, мин.
Средневзвешенную трудоемкость условного изделия проектируемого процесса с учетом затрат времени на бригадирские функции рассчитывают по формуле:
Тп =Тп + Тбр, (9)
где Тп – средневзвешенная трудоемкость условного изделия проектируемого
процесса, мин;
Тбр – затраты времени на выполнение бригадирских функций на единицу
изделия, мин.
По формуле (8):
Тс =337,908+8,659 =346,567 мин.
По формуле (9):
Тп =330,906+8,659 =339,565 мин.
Чтобы дальнейшие расчеты технологического процесса были реальными (особенно выпуск изделий в смену), необходимо приблизить полученную трудоемкость условного изделия к среднеотраслевой через поправочный коэффициент. Поправочный коэффициент рассчитывают по формуле:
![]() (10)
(10)
(10)
(10)
где Тотр – среднеотраслевая трудоемкость изделия, мин;
Тс` - средневзвешенная трудоемкость условного изделия действующего
процесса с учетом затрат времени на бригадирские функции, мин.
По формуле (10):
Кп =( 9*60)/346,567=1,5мин.
Для дальнейшего проектирования технологического процесса принимается средневзвешенная трудоемкость условного изделия проектируемого процесса скорректированная на поправочный коэффициент по формуле:
Тизд = Тп` * Кп , (11)
где Тп` - средневзвешенная трудоемкость условного изделия проектируемого
процесса с учетом времени на бригадирские функции, мин.
По формуле (11):
Тизд =339,565∙1.5=509,347мин.
1.3.1.2 Предварительный расчет швейного цеха
Исходными данными для предварительного расчета швейного цеха является: специализация швейного цеха; число рабочих в бригаде или цехе; трудоемкость пошива изделия в целом и по секциям с учетом поправочного коэффициента.
В дипломном проекте разрабатывается специализированный швейный цех, в котором кроме технологического процесса, изготавливающего основной ассортимент изделий – женская одежда платьево-блузочного ассортимента, для сглаживания сезонных колебаний в поступлении заказов размещается технологический процесс, изготавливающий изделия не основного ассортимента – женская одежда платьево-блузочного ассортимента.
На предприятии предусмотрены специализированные бригады, изготавливающие одежду ассортиментных групп, сходных по технологической обработке или по технологическим свойствам материала. Выбор мощности бригад и определение их количества производятся в соответствии с рекомендациями ЦОТШЛ.
Для женской одежды платьево-блузочного ассортимента и для женской поясной одежды и ремонта создана 1 бригада, состоящая из 9 человек, необход один закройщик.
Такт процесса определяется для бригады по ассортиментной группе изделий по формуле:
![]() ,
(12)
,
(12)
где τизд – такт процесса, мин;
Тизд – трудоемкость изделия, мин;
N бр – число рабочих в бригаде, чел.
По формуле (12):
τпба = 509,35 / 9 = 56,59 мин.
Разделение технологического процесса на секции позволяет использовать наиболее прогрессивные формы его организации.
Распределение рабочей бригады по секциям производится в соответствии с трудоемкостью каждой секции по формуле:
![]()
![]() (13)
(13)
где NI, NII, I – расчетное число рабочих в первой, второй секциях, чел.;
TI, TII, – трудоемкость первой, второй, мин;
τизд – такт процесса, мин.
По формуле (13):
NI = 168,301 / 56, 59 = 2,97 чел.
NII = 341,047 / 56,59 = 6,02 чел.
Предварительная проверка загрузки каждой секции процесса производится по коэффициенту согласования по формуле:
![]() ;
(14)
;
(14)
где Кс – коэффициент согласования секции;
Nр – расчетное число рабочих в секции, чел.;
Nф – фактическое число рабочих в секции, чел.
По формуле (11):
КсI = 2,97 / 3 = 0,99
КсII = 6,02/ 6 = 1,004
Для не основного ассортимента трудоемкость по секциям рассчитывается, исходя из примерного соотношения затрат времени по этапам производства
Централизация секций производится, не будет, так как предприятие малой мощности и имеет по 1 бригаде для каждого ассортимента.
Таблица 21 – Характеристика технологических процессов швейного цеха
|
Факторы, определяющие типы процессов |
Характеристика типа процесса |
Обоснование типа процесса |
|
Предметная специализация |
Специализированный: изготавливают изделия женского ассортимента
|
Обеспечивают однородные по технологическим режимам операции и широкое применение различного оборудования |
|
Мощность процесса: – число рабочих – выпуск изделий в смену |
малая мощность в разделении труда имеет укрупненные разнородные операции. Затраты времени на единицу изделия увеличиваются. |
Используют при небольшом количестве притоков заказов по каждому ассортименту одежды, а также при изготовлении изделий, модели которых отличаются оригинальностью и сложностью |
|
Характер обработки изделий |
Сменный процесс: съёмный |
Процесс малой мощности подразумевает односменный порядок работы. |
|
Расположение рабочих мест и направление движения изделий вдоль агрегатов |
Однолинейный двухрядный, с преимущественно зигзагообразным движением деталей. |
Упрощает передачу и сокращает путь движения деталей при ручной передаче изделий от рабочего к рабочему через несколько рабочих мест, также и при возврате изделий на рабочие места. |
|
Секционность |
Многосекционный процесс: каждая секция представляет собой специализированный участок |
Наличие примерки – основной фактор разделения процесса по секциям. Заготовка деталей отделяется от сборочных операций. Это приводит к облегчению согласования времени операций. |
|
Подача изделий на рабочие места |
Поштучно с помощью ручного способа передачи.
|
Каждое заказное изделие может иметь различную последовательность обработки и сборки изделий. |
|
Запуск изделий в процесс |
Поштучный, последовательный
|
Т.к. модели всего цикла находятся одновременно в процессе. |
Длину агрегатов определяют с учетом принятой централизации секций по формуле:
![]() (15)
(15)
где Lагр – длина агрегата секции, м;
N – число рабочих в данной секции с учетом принятой централизации
секций, чел.;
lрм – шаг рабочего места, м;
Кср – среднее количество рабочих мест, приходящихся на одного
рабочего;
2 – количество рядов рабочих мест в агрегате.
Длина агрегатов для платьево-блузочного ассортимента рассчитывается по формуле (15):
![]() м.
м.
![]() м.
м.
Длина агрегатов для пальтово-кастюмного ассортимента рассчитывается по формуле (15):
![]() м.
м.
![]() м.
м.
![]() м.
м.
Длина агрегатов для поясной одежды и ремонта рассчитывается по формуле (15):
![]() м.
м.
![]() м.
м.
Площадь швейного цеха рассчитывают исходя из числа рабочих в цехе и нормы площади на одного рабочего по формуле:
![]() ,
(16)
,
(16)
где S1i – норма площади на одного рабочего, выполняющего работу i-го вида работ, м2;
Ni – число рабочих в цехе, выполняющих работу i-го вида, чел.
Расчетная площадь
швейного цеха составляет
![]() Sцф
= 180 м2
Sцф
= 180 м2
Длина цеха
![]() Lц
определяется по формуле:
Lц
определяется по формуле:
![]() ,
(17)
,
(17)
где Sц – заданная или рассчитанная площадь швейного цеха, м2;
Шц – принятая ширина швейного цеха, м.
![]() Lц
= 180/7 = 25,7 м
Lц
= 180/7 = 25,7 м
Фактическая площадь, приходящаяся на одного рабочего:
![]() ,
(18)
,
(18)
где Slф – фактическая площадь, приходящаяся на одного рабочего, м2;
Sцф – фактическая площадь швейного цеха, м2;
Nц – фактическое число рабочих в швейном цехе, чел.
Slф = 180 / 28 = 6,42 м
Таблица 22 – Предварительный расчет швейного цеха.
|
Наименование изде-лия |
Смен-ный вы-пуск,,шт. |
Трудоемкость изделия, мин. |
Количество рабочих, чел. |
Мощ-ность и коли-чество бри-гад |
Такт про-цес-са, мин. |
Число рабочих по секциям |
Длина агрегатов по секциям,м |
|||||||||||
|
Об-щая |
В том числе по секциям |
1 |
2 |
3 |
||||||||||||||
|
1 |
2 |
3 |
расч |
факт. |
расч. |
факт. |
расч. |
факт. |
расч. |
факт. |
1 |
2 |
3 |
|||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
15 |
16 |
17 |
18 |
19 |
|
Женская одежда разноассортиментная |
||||||||||||||||||
|
-платье |
4,4 |
339,90 |
168,3 |
141,0 |
– |
3,1 |
3 |
1 бри-гада разноассортиментная из 9чел. |
56,59 |
2,97 |
3 |
6,02 |
6 |
– |
– |
1,81 |
3,63 |
– |
|
-блузка |
1,2 |
456 |
– |
– |
– |
1,14 |
1 |
|
|
|
|
|
|
|
|
|
|
|
|
-жакет б/п |
1,2 |
456 |
– |
– |
– |
1,14 |
1 |
– |
– |
– |
– |
– |
– |
– |
– |
– |
– |
|
|
-пальто зимнее |
0,4 |
1176 |
– |
– |
– |
0,98 |
1 |
|
– |
– |
– |
– |
– |
– |
– |
– |
– |
– |
|
-жакет |
0,7 |
851 |
243,5 |
498,8 |
108,7 |
1,241 |
1 |
70,90 |
3,54
|
4
|
5,89 |
6 |
1,59 |
2 |
4,8 |
3,1 |
1,5 |
|
|
юбка |
2,3 |
228 |
76 |
152 |
– |
1,09 |
1 |
|
– |
– |
– |
– |
– |
– |
– |
2,1 |
2,8 |
– |
|
брюки |
2,7 |
216 |
– |
– |
– |
1,215 |
1 |
– |
– |
– |
– |
– |
– |
– |
– |
– |
– |
|
|
ремонт |
7 |
30 |
30 |
– |
– |
0,43 |
0 |
– |
– |
2 |
– |
4 |
– |
– |
1,54 |
– |
– |
|
-
Расчет условий согласования и разработка технологической схемы процесса
Согласование времени операций производят путем объединения нескольких технологических операций в организационную, с учетом условий согласования. Затрата времени на каждую организационную операцию должна быть равна или кратна такту процесса в пределах допускаемых отклонений. В данном случае для платьево-блузочной ассортиментной группы при отсутствии централизованных секций, такт будет одинаковый для всех секций и равен такту процесса.
Для платьево-блузочной ассортиментной группы, централизованные секции отсутствуют, следовательно, условия согласования для всех секций будет одинаковое и рассчитывается по формуле:
![]() ,
(19)
,
(19)
где τj – такт j-той централизованной секции, мин;
τизд – такт процесса, мин;
n – число бригад, обслуживаемых i-той централизованной секцией.
По формуле (16):
с учетом поправочного коэффициента
τ I,II = 509,35 / 9 = 56,59 мин.
без учета поправочного коэффициента
τI,II = 37,27 мин.
Основное условие согласования обеспечивает равномерную загрузку каждой организационной операции и определяется по формуле:
tоп.изд. = (0,9 ÷ 1,1) * τизд.* k, (20)
где tопi – время выполнения организационной операции в i-той
централизованной секции, мин;
τi – такт i-той централизованной секции, мин;
k– кратность организационной операции (число рабочих, выполняющих
одну операцию), чел.
Условия согласования представлены на основании данных предварительного расчета швейного цеха только на основное изделие – легкого женского платья. Расчет условий согласования времени организационных операций представлен в таблице 25.
Таблица 23– Условия согласования времени организационных операций
|
№ секции |
Число рабочих в секции, чел |
Трудоемкость секции, мин. |
Такт секции, мин. |
Кратность операции |
Условия согласования, мин. |
|
|
Расч. |
Факт. |
|||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
Без учета поправочного коэффициента |
||||||
|
I |
2,97 |
3 |
112,201 |
37,27 |
1 |
33,54÷ 40,99 |
|
II |
6,02 |
6 |
227,365 |
37,27 |
1 |
33,54÷ 40,99 |
|
С учетом поправочного коэффициента |
||||||
|
I |
2,97 |
3 |
168,301 |
56,59 |
1 |
50,93 ÷ 62,25 |
|
II |
6,02 |
6 |
341,047 |
56,59 |
1 |
50,93 ÷ 62,25 |
Требования к комплектованию организационных операций:
– соблюдение условия согласования;
– комплектование организационных операций по видам работ, по причине малой мощности технологических процессов на предприятиях сервиса это требование редко удается соблюсти;
– соблюдение технологической последовательности;
– соблюдение поузловой обработки, т.е. один и тот же узел или деталь должны обрабатываться на минимальном количестве рабочих мест;
– соблюдение технологической целесообразности Ртц лучше отдавать машинистке, сметчице или утюжильщице, чем передавать ручнице;
– минимизация кратности операций k–I.
Для комплектования неделимых технологических операций в организационные необходимо произвести анализ технологической последовательности обработки условного изделия, который заключается в анализе загрузки оборудования [1].
Загрузка оборудования определяется по каждому виду работ отдельно для каждой секции процесса по формуле:
![]()
![]() ,
(21)
,
(21)
где Npi – расчетное число рабочих по i-му виду работ, чел;
∑ti – суммарная затрата времени по i-му виду работ по секции, мин.;
τизд – такт процесса, мин.
Расчетное число рабочих по видам работ представлено в таблице 24.
Таблица 24 – Расчетное число рабочих (загрузка оборудования) по видам работ
|
Виды работ |
М |
СМ |
|
|
|
|
|
||
|
Наименование показателя |
1022М-3 Кл |
51Акл. |
525Кл. |
1026Кл |
Ртц |
У |
Рби |
Ри |
Итого |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
|
|
|
|
I |
|
Секция |
|
|
|
|
|
Затрата
времени по видам работ |
10,087 |
4,45 |
– |
2,203 |
4,397 |
36,266 |
22,44 |
32,354 |
112,871 |
|
Расчетное число рабочих по видам
работ
|
0,28 |
0,12 |
– |
0,04 |
0,12 |
0,96 |
0,59 |
0,88 |
2,99 |
|
|
|
|
II |
|
Секция |
|
|
|
|
|
Затрата
времени по видам работ |
36,866 |
13,418 |
1,92 |
– |
18,66 |
64,926 |
36,660 |
54,904 |
227,354 |
|
Расчетное
число рабочих по видам работ
|
0,98 |
0,36 |
0,05 |
_ |
0,49 |
1,72 |
0,83 |
1,46 |
5,89 |
Комплектование организационных операций осуществляется в соответствии с требованиями и условием согласования по каждой секции процесса отдельно. Целью предварительной укрупненной комплектовки является определение специальности каждого рабочего технологического процесса. При этом подбираются совместимые виды работ для каждого рабочего, используя расчетное число по видам работ.
Предварительная укрупненная комплектовка организационных операций для I секции:
0,28 М + 0,12 С/М+ 0,04 С/М + 0,12 Ртц + 0,44 Ри=1
0,59 Рби + 0,44 Ри=1,03
0,96 У=0,96
ИТОГО: 2,99 чел.
Предварительная укрупненная комплектовка организационных операций для II секции:
0,98 М + 0,36 С/М + 0,05 С/М + 0,49 Ртц + 0,12 Ри=2
0,55 Рби + 1,34 Ри = 1,89
1,72 У + 0,28 Рби =2
ИТОГО: 5,89 чел.
Далее комплектование организационных операций осуществляется на графической модели условного изделия. Выполнение этого этапа совпадает с составлением схемы разделения труда.
Схема разделения труда представляет собой нормативно-технический документ, в котором отражается распределение технологических операций по изготовлению определенного вида изделия между исполнителями. При оформлении схемы разделения труда подводятся итоговые затраты времени по организационным операциям; проставляется суммарная средневзвешенная затрата времени на обработку условного изделия по каждой секции и процессу соответственно без и с учетом поправочного коэффициента; общее число рабочих.
По каждой организационной операции рассчитываются норма выработки и расчетное число рабочих. Норма выработки рассчитывается по формуле:
![]() ,
(22)
,
(22)
где Нв - норма выработки рабочих за смену на организационной операции, шт.;
R – продолжительность рабочей смены, мин;
tоп – затрата времени на организационную операцию (с учетом
поправочного коэффициента), мин.
Расчетное число рабочих определяется по формуле:
![]() ,
(23)
,
(23)
где Nр – расчетное число рабочих по организационной операции, чел;
τизд. – такт секции с учетом поправочного коэффициента, мин.
Схема разделения труда представлена в виде таблицы 26.
Для функционирования технологического процесса с краткой схемой разделения труда выполняются технологические карты, которые являются неотъемлемой частью нормативно-технической документации процесса.
Технологическая операционная карта на организационную операцию представлена в приложении И.
Таблица 25 – Полная схема разделения труда на изготовление женского легкого платья
Число рабочих по секциям, чел. Такт процесса по секциям, мин
N1 = 3 τ1 = 56,59
N2 = 6 τ2 = 56,59
|
№ операции по сборнику |
Содержание операции |
Вид работ |
Разряд работ |
Затрата времени с учетом % повторяемости, мин. |
Расчетное число рабочих, чел. |
Норма выработки, ед. |
Оборудование, инструменты, приспособления. |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
I СЕКЦИЯ Подготовка изделия к примерке. |
|||||||
|
|
Операция 1. |
|
|
|
|
|
Стол для ручных работ, мел, линейка, ножницы, колышек, игла, наперсток,булавки. |
|
|
Бригадирские функции |
Рби |
|
8,659 |
|
|
|
|
|
Проверить наличие деталей кроя |
Рби |
|
1,66 |
|
|
|
|
|
Наметить линии для притачивания обтачек в прорезном кармане, целого переда, спинки; перенести меловые линии |
Рби |
|
12,85 |
|
|
|
|
|
Вметать в горловину капюшон, воротник, волан |
Ри |
|
3,25 |
|
|
|
|
|
Сметать логтевые швы втачных рукавов ,шов одношовного рукава, верхние швы рукавов реглан |
Ри |
|
4,016 |
|
|
|
|
|
Вметать ваточные рукава, рукава реглан; заметать низ рукавов, низ изделия |
Ри |
|
4,614 |
|
|
|
|
|
Контрольно установочные операции |
Рби |
|
5,78 |
|
|
|
|
|
Итого по операции 1 |
Р |
|
38,86 |
|
|
|
|
|
Итого по операции 1 с учетом поправочного коэффициента |
Р |
3 |
58,28 |
1,03 |
8,2 |
|
|
Продолжение таблицы 25 |
|||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
|
Операция 2. |
|
|
|
|
|
|
|
|
Проложить нитки ручным способом по линиям середины переда, спинки, талии, карманов |
Ри |
|
1,658 |
|
|
Игла, наперсток, ножницы. |
|
|
Обработать карман в рельефном шве |
М |
|
2,394 |
|
|
Машина 1022 М-3 Кл |
|
|
Сметать выточки, рельефы на полочки и спинки, вытачки на капюшоне |
Ри |
|
0,843 |
|
|
Игла, наперсток, ножницы |
|
|
Стачать рельефы, вытачки на полочке и спинки, выточки на капюшоне, передние швы втачных рукавов, нижние швы рукавов реглан; обработать внешний край волана |
М
С/М |
|
4,23
2,203 |
|
|
Машина 1022 М-3Кл |
|
Спецмашина 1026 Кл |
|||||||
|
|
Застрочить край припусков на подгибку верхних краев кармана |
М |
|
0,226 |
|
|
Машина 1022 М-3 Кл |
|
|
Приметать обтачки и мешковины кармана по намеченной линии |
Ри |
|
0,864 |
|
|
Игла, наперсток, ножницы |
|
|
Притачать обтачки и мешковины кармана; закрепить концы обтачек в углах стачать мешковины по трем сторонам |
М |
|
2,444 |
|
|
Машина 1022 М-3Кл |
|
|
Настрочить накладные карманы, рельефные швы |
М |
|
1,214 |
|
|
|
|
|
Сметать средний шов спинки, средний шов спинки с шлицей, передние полотнища юбки с полочкой и задние с спинкой, боковые, плечевые, средний шов капюшона; заметать верхний срез капюшона |
Ри |
|
10,442 |
|
|
Стол для ручных работ, ножницы, игла, наперсток,булавки. |
|
|
Прострочить втачные рукава по окату |
М |
|
0,882 |
|
|
Машина 1022Кл |
|
|
Удалить нитки сметывания выточек, рельефов, нитки приметывания обтачек; прорезать отверстия для кармана; вывернуть обтачки на изнаночную сторону изделия, верхние края накладного кармана; образовать сборку по окату рукава |
Ртц |
|
5,23 |
|
|
Ножницы, колышек. |
|
Продолжение таблицы 25 |
|||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
|
Итого по операции 2 |
|
|
37,72 |
|
|
|
|
|
Итого по операции 2 с учетом поправочного коэффициента |
М С/М |
3 |
56,59 |
1 |
8,5 |
|
|
|
Операция 3. |
|
|
|
|
|
|
|
|
Приутюжить детали раскроенных изделий |
У |
|
4,9 |
|
|
Стол утюжильный Сs - 392, утюг , пуливизатор. |
|
|
Проклеить клеевой прокладкой нижний воротник, припуск на шлицу, обтачки карманов, горловины, капюшона, вход в карман в рельефном шве |
У |
|
1,438 |
|
|
|
|
|
Заутюжить выточки, рельефа на полочки и спинки, выточки на капюшоне, сгибы четырех обтачек, припуск накладного кармана |
У |
|
4,87 |
|
|
|
|
|
Приутюжить готовые карманы |
У |
|
2,29 |
|
|
|
|
|
ВТО полочки и спинки с целью формования |
У |
|
10,84 |
|
|
|
|
|
Оттянут боковые срезы полочки и спинки в области талии |
У |
|
2,7 |
|
|
|
|
|
Разутюжить швы рукавов |
У |
|
1,85 |
|
|
|
|
|
Сутюжить окат рукавов |
У |
|
2,91 |
|
|
|
|
|
Отутюжить изделие к примерки |
У |
|
4,36 |
|
|
|
|
|
Итого по операции 3 |
У |
2 |
36,22 |
|
|
|
|
|
Итого по операции 3 с учетом поправочного коэффициента |
У |
2 |
54,32 |
0,96 |
8,8 |
|
|
|
Итого по I секции |
|
|
108,8 |
|
|
|
|
|
Итого по I секции с учетом поправочного коэфициента |
|
|
163,31 |
2,99 |
|
|
|
Продолжение таблицы 25 |
|||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
II СЕКЦИЯ дошива изделия после примерки
|
|||||||
|
|
Операция 4. |
|
|
|
|
|
|
|
|
Бригадирские функции |
Рби |
|
8,659 |
|
|
Стол для ручных работ, ножницы, игла, наперсток, булавки. |
|
|
Удалить нитки сметывания швов и нитки перевода линий на лицевой стороне изделия, линий получившие изменения |
Рби |
|
4,17 |
|
|
|
|
|
Сколоть детали для уточнения линий, получивших изменения после примерки, перевести меловые линии; наметить линию обтачивания угла шлицы |
Рби |
|
10,48 |
|
|
|
|
|
Приметать тесьму молния, передние полотнище юбки с полочкой, задние полотнища юбки со спинкой, подогнутый край планки, обтачку к горловине, манжеты и воланы к рукавам |
Ри |
|
4,89 |
|
|
|
|
|
Заметать верхний срез капюшона, припуск на подгибку низа рукава |
Рби |
|
1,82 |
|
|
|
|
|
Сметать углы верхней и нижней стороны шлицы, боковые, плечевые срезы. |
Ри |
|
8,14 |
|
|
|
|
|
Выметать борта, углы бортов, горловину, шов втачивания, капюшона, воротника, волана в горловину, манжеты
|
Ри |
|
6,84 |
|
|
|
|
|
Итого по операции 4 |
Р |
3 |
37,36 |
|
|
|
|
|
Итого по операции 4 с учетом поправочного коэффициента |
Р |
3 |
56,03 |
0,94 |
8,9 |
|
|
|
Операция 5 |
|
|
|
|
|
|
|
|
Проложить нитки ручным способом по линиям получившим изменения |
Ри |
|
14,39 |
|
|
Игла, наперсток, нжницы |
|
Продолжение таблицы 25 |
|||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
|
Притачать тесьму молния, обтачку к подбортам, передние полотнище юбки с полочкой, задние полотнища юбки со спинкой |
М |
|
1,95 |
|
|
Машина 1022 М-3 Кл |
|
|
Настрочить внутренний край подбортов, шов обтачивания горловины на обтачку, край планки |
М |
|
1,83 |
|
|
|
|
|
Обтачать борта, нижние углы бортов, горловину обтачкой, воротник по отлету и концам, бортам планкой |
М |
|
1,84 |
|
|
|
|
|
Стачать средний шов спинки, средний шов со шлицей, углы шлицы, боковые и плечевые срезы, средний шов капюшона |
М |
|
4,49 |
|
|
|
|
|
Втачать капюшон, воротник, волан в горловину |
М |
|
1,38 |
|
|
|
|
|
Отстрочить борта шов верхнего среза капюшона, шов втачивания капюшона, волана, воротника в горловину, воротник по линии стойки |
М |
|
3,904 |
|
|
|
|
|
Удалить нитки сметывания, заметывания, наметывания; вывернуть углы шлицы, воротник на лицевую сторону; надсечь шов обтачивания горловины, углы воротника, шов в углах стойки |
Ртц |
|
6,75 |
|
|
Ножницы, колушек. |
|
|
Обметать внутренние срезы бортов, шов притачивания передние полотнища юбки с полочкой, задние полотнища юбки со спинкой, средний шов спинки, припуск разреза шлицы, боковые, плечевые срезы, шов капюшона, срез обтачки |
С/М |
|
8,24 |
|
|
Специализированная машина 51 А Кл |
|
|
Итого по операции 5 |
М С/М |
3 |
37,95 |
0,96 |
8,8 |
|
|
|
Итого по операции 5 с учетом поправочного коэффициента |
М С/М |
3 |
56,92 |
|
|
|
|
|
Операция 6 |
|
|
|
|
|
|
|
|
Обтачать манжеты по трем сторонам |
М |
|
0,26 |
|
|
Машина 1022 М-3 |
Продолжение таблицы 25
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
б/н |
Стачать локтевые срезы рукавов |
М |
|
0,332 |
|
|
Машина 1022 М-3кл., ножницы. |
|
1129 |
Стачать шов одношовного рукава |
М |
|
0,664 |
|
|
|
|
1134 |
Стачать верхние срезы коротких рукавов в реглан |
М |
|
0,272 |
|
|
|
|
1134 |
Стачать верхние срезы длинных рукавов в реглан |
М |
|
0,51 |
|
|
|
|
б/н |
Прострочить швом в подгибку низ рукава |
М |
|
1,356 |
|
|
|
|
1179 |
Подманжету притачать к низу рукава |
М |
|
2,08 |
|
|
|
|
б/н |
Притачать волан к низу рукава |
М |
|
0,197 |
|
|
|
|
б/н |
Настрочить шов притачивания волана |
М |
|
0,199 |
|
|
|
|
1240 |
Прострочить окат рукава двумя строчками |
М |
|
0,88 |
|
|
|
|
1242 |
Прострочить проймы переда и спинки |
М |
|
1,07 |
|
|
|
|
1245 |
Втачать в втачные рукава в пройму |
М |
|
1,37 |
|
|
|
|
1257 |
Втачать рукава реглан в пройму |
М |
|
1,26 |
|
|
|
|
б/н |
Обтачать полоску ткани (навесная петля) |
М |
|
0,128 |
|
|
|
|
б/н |
Обтачать ц/в воротник обтачкой |
М |
|
0,27 |
|
|
|
|
б/н |
Прострочить низ изделия |
М |
|
0,69 |
|
|
|
|
б/н |
Прострочить расклешенный низ изделия |
М |
|
1,19 |
|
|
|
|
б/н |
Отстрочить шлевки по модели |
М |
|
0,5 |
|
|
|
|
225 |
Обтачать пояс |
М |
|
0,66 |
|
|
|
|
233 |
Отстрочить пояс по модели |
М |
|
0,62 |
|
|
|
|
б/н |
Настрочить шлевки на изделие закрепочной строчкой |
М |
|
0,49 |
|
|
|
|
б/н |
Обметать локтевые срезы рукавов |
С/М |
|
0,42 |
|
|
Специализированная машина 51А Кл. |
|
1131 |
Обметать шов одношовного рукава нр |
С/М |
|
0,83 |
|
|
Продолжение таблицы 25
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
1136 |
Обметать верхние срезы коротких рукавов реглан |
С/М |
|
0,32 |
|
|
Специализированная машина 51А Кл. |
|
1136 |
Обметать верхние срезы длинных рукавов реглан |
С/М |
|
0,62 |
|
|
|
|
1163 |
Обметать срез припуска на подгибку рукава |
С/М |
|
0,64 |
|
|
|
|
б/н |
Обметать шов притачивания волана |
С/М |
|
0,22 |
|
|
|
|
1247 |
Обметать проймы втачных рукавов |
С/М |
|
0,97 |
|
|
|
|
1259 |
Обметать проймы рукавов реглан |
С/М |
|
0,65 |
|
|
|
|
б/н |
Обметать внутренний край обтачки |
С/М |
|
0,19 |
|
|
|
|
1332 |
Обметать прямой низ изделия |
С/М |
|
0,52 |
|
|
|
|
1332 |
Обметать расклешенный низ изделия |
С/М |
|
1,01 |
|
|
|
|
б/н |
Обметать петли |
С/М |
|
1,92 |
|
|
|
|
б/н |
Удалить нитки сметывания манжета |
Ртц |
|
0,19 |
|
|
Ножницы, колышек. |
|
б/н |
Подрезать шов обтачивания в углах манжета |
Ртц |
|
0,13 |
|
|
|
|
б/н |
Вывернуть манжету на лицевую сторону |
Ртц |
|
0,75 |
|
|
|
|
1180 |
Удалить нитки приметывания манжета |
Ртц |
|
0,13 |
|
|
|
|
1130 |
Удалить нитки сметывания локтевых швов |
Ртц |
|
0,19 |
|
|
|
|
1135 |
Удалить нитки сметывания верхних швов коротких рукавов реглана |
Ртц |
|
0,19 |
|
|
|
|
1135 |
Удалить нитки сметывания верхних швов длинных рукавов реглана |
Ртц |
|
0,23 |
|
|
|
|
1198 |
Удалить нитки заметывания гладкого низа рукава |
Ртц |
|
0,67 |
|
|
|
|
б/н |
Удалить нитки приметывания волана книзу рукава |
Ртц |
|
0,13 |
|
|
|
|
1241 |
Образовать сборку по окату рукавов |
Ртц |
|
1,67 |
|
|
|
|
1246 |
Удалить нитки вметывания рукавов |
Ртц |
|
1,5 |
|
|
|
|
1257 |
Удалить нитки вметывания рукавов реглана |
Ртц |
|
1,2 |
|
|
|
|
б/н |
Вывернуть навесную петлю на лицевую сторону |
Ртц |
|
0,2 |
|
|
|
|
б/н |
Удалить нитки приметывания обтачки |
Ртц |
|
0,27 |
|
|
|
|
б/н |
Вывернуть обтачку ц/в воротника расправляя края |
Р тц |
|
0,23 |
|
|
Продолжение таблицы 25
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
б/н |
Удалить нитки заметывания низа изделия |
Ртц |
|
0,42 |
|
|
Ножницы, колышек |
|
б/н |
Удалить низки заметывания расклешенного низа |
Ртц |
|
0,72 |
|
|
|
|
243 |
Вывернуть шлевки на лицевую сторону |
Ртц |
|
0,23 |
|
|
|
|
228 |
Подрезать шов обтачивания пояса в углах |
Ртц |
|
0,18 |
|
|
|
|
229 |
Вывернуть пояс на лицевую сторону |
Ртц |
|
0,29 |
|
|
|
|
|
Итого по операции 6 |
М С/М |
3 |
39,44 |
|
|
|
|
|
Итого по операции 6 с учетом поправочного коэффициент |
М С/М |
3 |
59,16 |
1,01 |
8,1 |
|
|
|
Операция 7. |
|
|
|
|
|
|
|
|
Приутюжить детали для уточнения линий |
У |
|
3,89 |
|
|
Стол утюжильный Сs -392, утюг, пуливизатор. |
|
|
Заутюжить верхние и нижние припуски шлицы, шов втачивания рукавов реглан в пройму |
У |
|
1,32 |
|
|
|
|
|
Приутюжить подборта, ц/в борта, шов притачивания переднего полотнища юбки к полочке, заднего полотнища юбки к спинке, разрез шлицу, планку |
У |
|
24,42 |
|
|
|
|
|
Разутюжить средний шов спинки, срезы боковых, плечевых швов, швы стачивания воротника, шов притачивания обтачки к подборту, локтевые срезы рукавов, шов одношовного рукава, верхние швы рукавов реглан |
У |
|
8,52 |
|
|
|
|
|
Отутюжить шов втачивания втачного рукава в пройму, воротника, капюшона, волана, капюшона в горловину, низ рукава |
У |
|
10,71 |
|
|
|
|
|
Итого по операции 7 |
У |
3 |
37,21 |
|
|
|
|
|
Итого по операции 7 с учетом поправочного коэфииента |
У |
3 |
55,81 |
1,11 |
7,6 |
|
Окончания таблицы 25
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
|
Операция 8 |
|
|
|
|
|
|
|
|
Заметать припуск на подгибку низа |
Ри |
|
2,56 |
|
|
Ножницы, игла, наперсток, сантиметровая лента, щетка, мел |
|
|
Приметать обтачку воротника к ц/в стойке |
Ри |
|
0,69 |
|
|
|
|
|
Выметать ц/в воротник, пояс |
Ри |
|
1,32 |
|
|
|
|
|
Подрезать неровности низа |
Рби |
|
2,87 |
|
|
|
|
|
Почистить изделие, наметить место пришивания пуговиц |
Рби |
|
7,85 |
|
|
|
|
|
Сметать локтевые швы рукавов, шов одношовного рукава верхний срез рукавов реглан |
Ри |
|
2,49 |
|
|
|
|
|
Закрепить обтачку, пришить пуговицы |
Ри |
|
2,1 |
|
|
|
|
|
Контрольно – установочная операция |
Рби |
|
7,49 |
|
|
|
|
|
Итого по операции 8 |
Р |
4 |
36,32 |
|
|
|
|
|
Итого по операции 8 с учетом поправочного коэффициента |
Р |
4 |
54,47 |
0,94 |
8,9 |
|
|
|
Операция 9 |
|
|
|
|
|
|
|
|
Проклеить клеевой прокладкой низ изделия, обтачку ц/в воротника |
У |
|
4,52 |
|
|
Стол утюжильный Сs -392, утюг, пуливизатор. |
|
|
Приутюжить навесную петлю, ц/в воротник, низ изделия, шлевки, пояс |
У |
|
8,46 |
|
|
|
|
|
Отутюжить готовое изделие |
У |
|
19,3 |
|
|
|
|
|
Итого по операции 9 |
У |
3 |
34,99 |
|
|
|
|
|
Итого по операции 9 с учетом поправочного коэффициента |
У |
3 |
52,49 |
0,89 |
9,4 |
|
|
|
Итого по II СЕКЦИИ |
|
|
|
|
|
|
|
|
Итого по II СЕКЦИИ с учетом поправочного коэффициента |
|
|
|
5,89 |
|
|
1.3.1.4 Анализ технологической схемы процесса
Анализ разработанной технологической схемы разделения труда осуществляется по следующим направлениям:
- анализ структуры процесса и организационных операций;
- анализ загрузки процесса и каждой организационной операции;
- анализ загрузки оборудования;
- анализ технико-экономических показателей процесса.
Анализ структуры процесса проводится, в виде организационно-технологической схемы процесса позволяет, рационально расставить рабочие места в процессе с зигзагообразной передачей деталей изделия.
Для анализа структуры организационных операций составлена таблица 27.
Таблица 26 – Структура организационных операций
|
Наименование показателя |
Виды операций |
|||
|
Специализированные |
Неспециализированные |
Итого по процессу |
||
|
Р |
У |
М/С/М |
||
|
Количество операций (рабочих) в процессе, чел |
3 |
3 |
3 |
9 |
|
Удельный вес, % |
33,3% |
33,3% |
33,3% |
100% |
Правильность загрузки процесса и каждой секции проверяется по коэффициенту согласования по формуле:
![]() (24)
(24)
где Nф – фактическое число рабочих в секции, чел;
Nр – расчетное число рабочих в секции, чел.
По формуле (21):
КсI = 2,99 / 3 = 0,99
КсII = 5,89 / 6 = 0,98
Каждая секция загружена по времени правильно, т.к. коэффициент согласования находится в пределе: 0,98 ≤ Кс ≤ 1,02.
Работоспособность разработанной технологической схемы зависит от правильности согласования времени каждой организационной операции с тактом процесса. Анализ загрузки каждой организационной операции осуществляется по диаграмме согласования времени организационных операций.
Анализируя, диаграмму согласования времени организационных операций I секция загружена равномерно. Во II секции наблюдаются резкие перепады в загрузке операций, необходимо провести мероприятия по ликвидации их фактической перегрузки и недогрузки. Для этого предлагается на операции 5 и 9 назначить работников с высокими скоростными навыками и опытом работы на производстве. На операции 6 и 8 назначить работников с небольшими скоростными навыками. Предлагаемые мероприятия сгладят резкие перепады загрузки операций.
Анализ загрузки оборудования в процессе осуществляется на основе расчета процента загрузки каждой единицы оборудования на тех организационных операциях, где его используют, по формуле:
![]() ,
,![]() (25)
(25)
где П – процент загрузки единицы оборудования, %;
t м (см,п) – время технологических операций, выполняемых на данном оборудовании, в данной организационной операции, мин;
tоп – время организационной операции, мин.
По формуле (22):
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
При расчете процента загрузки каждой единицы оборудования на технологических операции выявлена недогрузка специализированной машины 51А класса во второй организационной операции, следовательно, эту машину необходимо догрузить временем пятой организационной операцией.
Для расчета технико-экономических показателей процесса разрабатывается сводная таблица рабочих технологического процесса (таблица 28), в которой расчетное число рабочих по разрядам и специальностям устанавливается по организационным операциям технологической схемы разделения труда.
Таблица 27 – Сводная таблица рабочих технологического процесса
|
Тарифный разряд |
Тарифный коэф-фици-ент |
Расчетное количество рабочих по видам работ |
Итого |
Сумма тарифных разрядов |
Сумма тарифных коэф-фици-ентов |
||||
|
|
|
М С/М |
М С/М |
Отп, Пр |
У |
Р |
|
|
|
|
1 |
1 |
- |
- |
- |
- |
- |
- |
- |
- |
|
2 |
1,36 |
- |
- |
- |
- |
- |
- |
- |
- |
|
3 |
1,69 |
- |
- |
- |
- |
- |
- |
- |
- |
|
4 |
1,91 |
- |
- |
- |
1,11 |
1,01 |
4,03 |
16,12 |
7,7 |
|
5 |
2,16 |
1 |
0,96 |
- |
0,96 |
1,03 |
3,95 |
19,75 |
8,5 |
|
6 |
2,44 |
- |
1,04 |
- |
0,89 |
0,88 |
2,81 |
16,86 |
6,8 |
|
Всего |
- |
1 |
2 |
- |
2,96 |
2,92 |
9 |
52,73 |
2,3 |
|
Уд. вес |
- |
9,1 |
18,2 |
- |
26,9 |
26,5 |
100 |
- |
- |
 Р
Р
Затрата
времени,мин. Номер
опер. Вид
работ
Рисунок 17 – Диаграмма согласования времени организационных операций

Рисунок 18 – Диаграмма загрузки оборудования
На основе сводной таблицы рабочих, определяются основные технико-экономические показатели технологического процесса.
Таблица 28 – Расчет технико-экономических показателей процесса
|
Наименование показателя |
Формула для расчета |
Расчет |
|
1 |
2 |
3 |
|
Средневзвешенная затрата времени на обработку изделия, мин. |
Тср – определяют по технологической схеме как сумму затрат времени по всем организационным операциям |
Тср=330,906 |
|
Фактическое число рабочих, чел |
Nф – фактическое число рабочих в бригаде |
Nф = 9 |
|
Выработка на одного рабочего в смену, ед. |
В = М / Nф ,где М- Сменный выпуск изделий бригады |
В =10,8/9 = 1,2 |
|
Средний разряд (средняя квалификация рабочих бригады) |
|
r = 52,7 / 9 = 5,8 |
|
Средний тарифный коэффициент |
|
σ = 23 / 9 = 2, |
|
Средняя стоимость обработки одного изделия, руб. |
|
С = (500*19,32)/10,8 = 894,4 |
|
Процент механизированных работ, % |
|
Пм = 66,9 / 330,906 = 49 |
|
Коэффициент использования оборудования |
|
К= 66,9/113,52=0,58 |
 ,
где
,
где
 ,
где Σt
Σt
Σt
– затраты времени на машинные,
спецмашинные и прессовые организационные
операции
,
где Σt
Σt
Σt
– затраты времени на машинные,
спецмашинные и прессовые организационные
операции
Количество основного оборудования и рабочих мест принимается по технологической схеме. Количество запасного оборудования принимается из расчета одной запасной машины на 3 – 4 универсальные, подряд расположенные в процессе. Резервное оборудование находится у механика.
Сводка оборудования и рабочих мест технологического процесса представлена в таблице 30.
Таблица 29– Оборудования и рабочие места технологического процесса.
|
Тип и класс оборудования |
Количество оборудования |
Наименование и размеры рабочих мест |
Число рабочих мест в процессе |
|||
|
основного |
запасного |
резервного |
всего |
|||
|
1022 М-3 Кл. |
3 |
1 |
– |
4 |
1,2 х 0,65 |
4 |
|
51А Кл. |
2 |
1 |
– |
3 |
1,2 х 0,65 |
3 |
|
525 Кл. |
1 |
1 |
– |
2 |
1,2 х 0,65 |
1 |
|
1026Кл. |
1 |
1 |
– |
2 |
1,2 х 0,65 |
1 |
|
Стол утюжильный
|
1 |
– |
– |
1 |
1,3 х 1,4 х 0,8 |
1 |
1.3.2 Проектирование салона
Приемный салон ателье является контактной зоной, где заказчик может получить информацию о предприятии и услугах, им оказываемых; информацию о тенденциях моды. В нем производится процесс обслуживания заказчика персоналом предприятия.
В соответствии с процессом обслуживания заказчиков, в салоне условно выделены следующие зоны:
– информации (рабочее место диспетчера-информатора, витрины с материалами, экспозиция с новыми моделями);
– приема и оформления заказа (рабочее место художника-консультанта; приемщика);
–проведения примерок (кабины);
– ожидания (посадочные места для ожидания; комфортная зона).
В соответствии с процессом обслуживания заказчиков, в салоне предусмотрены следующие исполнители: художник-консультант, закройщик, приемщик-кассир [3].
Исходным данным для расчета салона является суточное количество заказов с учетом видов услуг и ассортимента изделий (Мсут), шт.
Расчетное количество работающих в салоне производится для основных специалистов салона: художников-консультантов и приемщиков по формуле:
![]() ,
(26)
,
(26)
где Мсут – суточный выпуск изделий, шт.;
Нвр – норма времени на обслуживание одного заказчика;
R – продолжительность рабочей смены;
с – количество смен, принимаем равной 1.
![]() чел.
чел.
Количество примерочных кабин в салоне определяется по формуле:
![]() ,
,
![]() (27)
(27)
где nпос – число посещений кабины заказчиком на один заказ;
t –время использования кабины на одно посещен;
k – коэффициент, учитывающий неравномерность посещения кабины ;
Т – продолжительность работы салона.
![]() шт.
шт.
Количество кресел в зоне ожидания соответствует числу посетителей, одновременно находящихся в салоне. Число посетителей определяется по формуле:
![]() ,
(28)
,
(28)
где N1 – количество посетителей, обращающихся за справками (принимается 25% от Мсут);
t – среднее время выполнения одной операции в салоне.
![]()
![]()
![]() чел.
чел.
При расчете площади салона учитывается оборудование для выполнения технологических операций. Также предусматриваются столы для промера и контроля отрезов материалов заказчиков; стенды с образцами материалов, сопутствующих изделий; манекены с образцами изделий; комфортная зона для заказчиков.
Площадь салона определяется по формуле:
![]()
![]() ,
(29)
,
(29)
где Sоб – площадь оборудования, м2;
η – коэффициент использования площади, принимается 0,3.
Таблица 30 – Сводные данные числа работающих, оборудования, и площади салона
|
Наименование условно выделенной зоны |
Исполнитель |
Наименование оборудования габариты, м. |
Количество, шт. |
Занимаемая площадь, м2
|
|
|
Оборудования |
С учетом коэффициента |
||||
|
информации |
приемщик
художник-консультант
конструктор |
Стол 0.7*1,4 |
1 |
0,98 |
3,2 |
|
Стул, 0.4*0.5
|
1 |
0,2 |
0,6 |
||
|
Стол 0.7*1,4 |
1 |
0,98 |
3,2 |
||
|
Стул, 0.4*0.5
|
1 |
0,2 |
0,6 |
||
|
приема и оформления заказа |
Стол для просмотра ткани, 0,8*1,5 |
1 |
1,2 |
4 |
|
|
ожидания |
Кресло 0,45*0,4 |
5 |
0,9 |
3 |
|
|
Стол журнальный 1,0*0.58 |
1 |
0,58 |
1,9 |
||
|
Стенд с образцами и информацией 0,2*0,5*1,8 |
1 |
– |
0,6 |
||
|
проведения примерок |
Примерочные кабины 1,7*2 |
4 |
13,6 |
45,3 |
|
|
Итого: |
3 |
|
|
|
61,8 |
-
Проектирования склада материалов и участка запуска
Основными функциями склада материалов являются хранение, и подготовка материалов предприятия к раскрою. В связи с тем, что в магазинах представлено большое количество текстильных материалов, у предприятия нет необходимости приобретать основные материалы.
На складе материалов выполняются следующие операции:
- количественная приемка материалов и сопроводительных документов;
- временное хранение нераспакованных материалов;
- основное хранение разбракованного материала;
- хранение фурнитуры и скрепляющих материалов.
В соответствии с выполняемыми функциями и операциями на складе материалов выделяют следующие зоны: приема и временного хранения; хранения материалов; подсортировка материалов.
Исходя из функций каждой зоны, выбраны способы хранения материалов: для неразбракованных материалов – штабельный способ хранения на напольных поддонах с высотой укладки до 1.5м. для разбракованных материалов: – поштучный способ хранения на стационарных пятиярусных полочных стеллажах с прямоугольными ячейками.
Так же предусмотрено рабочее место для кладовщика – канцелярский стол, разбраковочно-промерочный стол и шкаф.
Исходными данными для проектирования склада материалов является суточная потребность материалов, выраженная в погонных метрах (Lсут).
Суточная потребность материалов в погонных метрах определяется по формуле:
![]() ,
(30)
,
(30)
где Мсут – суточный выпуск изделий;
Нг – групповая норма расхода материала на единицу изделия, м.
Таблица 31 – Распределение суточного выпуска
|
Наименование изделий |
Общий суточный выпуск изделий |
Общий суточный выпуск изделий из материала предприятия |
||
|
Всего, шт. |
По индивидуальным заказам, шт. |
По индивидуальным заказам, % |
Всего, шт. |
|
|
Пальто зимнее |
0,4 |
0,4 |
– |
– |
|
Бортовая Подкладочные Прикладочные |
–
|
– |
100 20 20 |
0,4 0,32 0,32 |
|
Жакет |
0,7 |
0,7 |
– |
– |
|
Подкладочные Прикладочные |
– |
– |
30 80 |
0,33 0,60 |
|
Платье |
4,4 |
4,4 |
– |
– |
|
Прикладочные |
– |
– |
90 |
3,96 |
|
Жакет б/п |
1,2 |
1,2 |
– |
– |
|
Прикладочные |
– |
– |
90 |
1,00 |
|
Блузка |
1,2 |
1,2 |
– |
_ |
|
Прикладочные |
|
|
90 |
1,00 |
|
Юбка |
2,3 |
2,3 |
– |
– |
|
Подкладочные Прикладочные |
– |
– |
50 100 |
1,15 2,3 |
|
Брюки |
2,7 |
2,7 |
|
|
|
Подкладочные Прикладочные |
– |
– |
50 100 |
1,35 2,7 |
Таблица 32 – Расчет суточной потребности для склада материалов
|
Наименование изделий |
Ткань подкладочная |
Прикладочный материал |
Ткань бортовая |
||||||
|
суточный выпуск изделий, шт. |
групповая норма расхода материала на единицу изделия, м.
|
суточная потребность материалов, м. |
суточный выпуск изделий, шт. |
групповая норма расхода материала на единицу изделия, м.
|
суточная потребность материалов, м. |
суточный выпуск изделий, шт. |
групповая норма расхода материала на единицу изделия, м.
|
суточная потребность материалов, м. |
|
|
Пальто зимнее |
0,32 |
0,4 |
1,07 |
0,32 |
0,4 |
0,13 |
0,4 |
1,65 |
2,64 |
|
|
_ |
_ |
_ |
_ |
_ |
_ |
_ |
_ |
_ |
|
Жакет |
1,33 |
0,7 |
1,45 |
1,76 |
0,25 |
0,44 |
– |
– |
– |
|
Платье |
– |
– |
– |
3,96 |
0,3 |
1,19 |
– |
– |
– |
|
Жакет б/п |
– |
– |
– |
1,00 |
0,25 |
0,72 |
– |
– |
– |
|
Блузка |
– |
– |
– |
1,00 |
0,25 |
0,72 |
– |
– |
– |
|
Юбка |
1,15 |
0,6 |
0,69 |
2,3 |
0,1 |
0,63 |
– |
– |
– |
|
Брюки |
1,35 |
0,3 |
0,08 |
2,7 |
0,1 |
0,67 |
– |
– |
– |
Количество напольных устройств при хранении материалов штабелем:
![]() ,
(31)
,
(31)
где Ксут – суточная потребность материалов, м;
tзап – число дней запаса в зоне;
Vк – объем куска;
l – длина материала в куске, м;
h – высота укладки материала в штабеле, м ;
S – площадь одного устройства, м2
Из расчетов следует, что для хранения нераспакованных материалов не требуются напольные устройства, однако его целесообразно предусмотреть.
При хранении материалов на стеллажах количество секций стеллажей определяется по формуле:
![]() ,
(32)
,
(32)
где Lсут – суточная потребность материалов, м;
tхр – количество дней хранения материалов на операции или в зоне;
nк – количество кусков материала в одной ячейке стеллажа, шт.
nя – число ярусов секций стеллажей, 3 шт.
Количество рабочих в складе материалов определяется по формуле:
![]() ,
(33)
,
(33)
где Lсут – суточная потребность материалов, м;
Нвр – норма времени выполнения операции на 1 м материала, мин;
R – продолжительность рабочей смены, мин;
c – количество смен.
![]() чел.
чел.
Так как расчетное число исполнителей, работающих на складе материалов меньше единицы, принято решение объединить склад изделий и участок запуска и принять число рабочих равным одному.
Таблица 33 – Расчет количества устройств для хранения материалов на складе
|
вид материала |
суточная потребность материалов Lсут , м.
|
длина материала в куске l, м
|
объем куска Vk, м3 |
Число дней запаса в зонах tзап, дн. |
высота укладки материала в штабеле h, м. |
площадь одного устройства S, м2 |
Количество кусков материала в устройстве в зонах, шт. |
число ярусов секций стеллажей nя, шт. основного хранения |
Количество напольных устройств при хранении материалов штабелем nу, шт.
|
|||
|
приема и распоковки
|
основного хранения |
приема и распоковки |
основного хранения |
приема и распоковки |
основного хранения |
|||||||
|
подкладочные |
3,77 |
45 |
0,015 |
30 |
30 |
1,2 |
1,6 |
1 |
– |
5 |
0,019 |
0,420 |
|
прикладочные |
4,65 |
80 |
0,026 |
30 |
30 |
1,2 |
1,6 |
1 |
– |
5 |
0,023 |
0,29
|
|
Бортовая |
5,58 |
40 |
0,03 |
30 |
30 |
1,2 |
1,6 |
1 |
– |
5 |
0,653 |
0,69
|
|
Итого |
0,701=1шт. |
1,4=1шт.
|
||||||||||
Участок запуска определяет единый порядок движения изделий в условиях изготовления по индивидуальным заказам. Основными функциями участка запуска является хранение отрезов материалов, спорков, кроя; пакетов материалов, поступивших после примерки; формирование суткопартий для подачи в раскройный и швейный цеха. Площадь участка запуска складывается из следующих зон:
– хранения отрезов материалов, деталей кроя изделий;
– выполнения технологических и организационных операций.
Основным устройством для хранения отрезов, кроя деталей служат полочные стеллажи, состоящие из секций и ячеек. Число секций ячеек определяется по формул:
![]() ,
(34)
,
(34)
где Мсут – суточное количество отрезов материалов, деталей кроя по видам изделий, шт.;
tхр – количество дней хранения , дн.;
n – количество единиц отрезов материалов, деталей кроя изделий, вмещающихся в одну ячейку стеллажа, шт.;
nя – количество ярусов секции стеллажа.
Расчет количества секций стеллажей для участка запуска представлен в таблице 35
Количество рабочих на участке запуска определяется исходя из количества закройщиков. Восемь закройщиков обслуживает один запускальщик, следовательно, для обслуживания трех закройщиков число запускальщиков равно 0,375 человек.
Таблица 34 - Расчет количества секций стеллажей для участка запуска
|
Наименование отрезов кроя |
Суточный выпуск |
Число дней хранения |
Число единиц в одной ячейке |
Число ярусов |
Количество секций стеллажа, шт. |
|
Отрезы пальтово – костюмные |
1,1 |
2 |
10 |
4 |
0,55 |
|
Крой пальтово – костюмных изделий |
1,1 |
2 |
10 |
4 |
0,55 |
|
Отрезы платьево-блузочные |
7,5 |
2 |
10 |
4 |
0,375 |
|
Крой платьево-блузочных изделий |
7,5 |
2 |
10 |
4 |
0,375 |
|
Отрезы поясных изделий |
5 |
2 |
10 |
4 |
0,25 |
|
Крой поясных изделий |
5 |
2 |
10 |
4 |
0,25 |
|
Комплекты приклада отрезы подкладки |
14,3
1,1 |
2
2 |
10
10 |
4 |
0,715
0,55 |
|
Итого: |
|
|
|
|
3,615=4 |
Площадь участка запуска и склада материала определяется по формуле:
![]() ,
(35)
,
(35)
где Sоб – площадь занимаемая оборудованием, м2 .
ףּ - коэффициент использования площади помещения.
Коэффициент использования площади помещения принимаем равным 0,4.
Таблица 35– Сводная таблица оборудования и площади участка запуска и склада материалов
|
Наименование зоны, участка |
Наименование оборудования |
Габариты, м. |
Количес-тво,шт. |
Занимаемая площадь, м2.
|
|
|
оборудованием |
с учетом η = 0,4 |
||||
|
Временного хранения |
Канцелярский стол |
1,2*0,65 |
1 |
1,6 |
4 |
|
стул |
0,35*0,35 |
1 |
0,123 |
0,32 |
|
|
Поддон без ограждения |
1*1,6 |
1 |
1,6 |
4 |
|
|
разбраковочно - промерочный стол |
3,1*1,6 |
1 |
4,96 |
12,4 |
|
|
шкаф |
1*1,6 |
1 |
1,6 |
4 |
|
|
Основного хранения |
пятиярусный стеллаж |
0,4*1,6*0,4 |
1 |
0,26 |
0,64 |
|
Зона хранения материала, спорков, деталей кроя. Формирования суткопартий
|
Четырехъярусный стеллаж |
0,8*0,8*0,5 |
4 |
1,92 |
4,8 |
|
контейнер |
0,8*0,8 |
1 |
0,64 |
1,6 |
|
|
Итого |
|
|
|
|
27,76 |
1.3.4 Проектирование раскройного участка по индивидуальным заказам
Основными функциями раскройного цеха является раскрой изделий и подготовка деталей кроя к пошиву. Раскрой материалов отдельными полотнами для индивидуальных заказов и обмеловка (уточнение) изделий после примерки осуществляется закройщиками.
Количество закройщиков для раскроя индивидуальных заказов определяется исходя из обеспечения правильной сопряженности производительности труда закройщика и рабочих бригады. Фактическая производительность закройщика должна быть выше (или равна) потенциально возможной в конкретных условиях производительности бригады, то есть, чтобы соблюдалось условие фактическая производительность закройщика больше производительности бригады [5].
Принимаем число закройщиков для пальтово-костюмного ассортимента равным 1, для платьево-блузочного ассортимента поясной одежды равным 2
Таблица 36– Сводная таблица оборудования раскройного участка
|
Наименование оборудования |
Габариты, м. |
Количество, шт. |
Занимаемая площадь, м2 |
|
|
оборудованием |
с учетом η = 0,4 |
|||
|
Раскройные столы |
3,1*1,65 |
3 |
15,3 |
38,3 |
|
Стул |
0,5*0,4 |
5 |
1 |
2,50 |
|
Кронштейн для хранения лекал |
1,5*0,7 |
1 |
1,05 |
2,63 |
|
Кронштейн для временного хранения изделий |
1,5*0,7 |
1 |
1,05 |
2,63 |
|
Итого |
|
|
|
46,06 |
1.3.5 Проектирование склада готовых и подготовленных к примерке изделий
В складе изделий осуществляется прием готовых и подготовленных к примерке изделий из швейного цеха, хранение изделий, упаковка и выдача их заказчикам. На складе применяется поштучный способ хранения в подвешенном состоянии.
В складе изделий выделяются следующие зоны: зона хранения изделий; зона рабочего места кладовщика; зона упаковки изделий; зона выдачи изделий.
Исходными данными для проектирования склада готовой продукции является общее суточное количество изделий, находящихся на складе:
![]() ,
(36)
,
(36)
где Мг – суточный выпуск готовых изделий, шт.;
М1пр – суточный выпуск изделий, подготовленных к первой примерке, шт.
В складе предусмотрено хранение изделий на кронштейнах, длина которых определяется по формуле:
![]() ,
(37)
,
(37)
где Мо – общее суточное количество изделий, подлежащих хранению, шт.;
tхр – число дней хранения изделий на складе, дн.;
l1 – длина кронштейна, необходимая для размещения одного изделия, для платьево-костюмного ассортимента – 0,1м.,для платьево–блузочного ассортимента – 0,05 м.
nя – число ярусов кронштейна.
![]() м.
м.
![]() м.
м.
Количество рабочих, выполняющих операции склада изделий, определяют по формуле:
![]() ,
(38)
,
(38)
где М0 – общее суточное количество изделий, подлежащих хранению на складе;
Нвр – норма времени выполнения операции на складе изделий;
R – продолжительность рабочей смены, мин;
c – количество смен.
![]() чел.
чел.
![]() чел.
чел.
Площадь определяется по формуле:
![]() ,
(39)
,
(39)
где Sоб – площадь занимаемая оборудованием, м2 .
ףּ - коэффициент использования площади помещения.
Таблица 37 – Сводная таблица оборудования и площади склада готовых и подготовленных к примерке изделий
|
Наименование оборудования |
Габариты, м. |
Количество, шт. |
Занимаемая площадь, м2 |
|
|
оборудованием |
с учетом η =0,4 |
|||
|
Кронштейн для ПКА |
1,5*0,6 |
2 |
1,8 |
4,5 |
|
Кронштейн для ПБА |
1,5*0,6 |
2 |
1,8 |
4,5 |
|
Стол для упаковки изделий |
1,2*0,6 |
1 |
0,72 |
1,8 |
|
Стол канцелярский |
1,2*0,6 |
1 |
0,72 |
1,8 |
|
Шкаф |
1,0*1,8 |
1 |
1,8 |
4,50 |
|
Стул |
0,4*0,4 |
1 |
0,16 |
0,4 |
|
Итого: |
|
|
|
17,5 |
Так как расчетное число рабочих составляет 0,27 человек, принято решение совместить функции кладовщика с функциями конструктора.
1.3.6 Планировка цехов и участков предприятия
Детальная планировка рабочих мест предусматривает рациональное использование площади цеха и участков, обеспечение максимума комфорта и безопасности работы исполнителя, научную организацию труда на рабочем месте, а также кратчайший путь движения деталей в процессе ее обработки.
Рациональное использование площади цеха и участков обеспечено правильным выбором типов и размером рабочих мест по операциям процесса, соблюдением шага рабочего места и установлением минимально необходимого количества запасных рабочих мест.
При этом необходимо соблюдать ряд требований к размещению технологического оборудования внутри агрегатов. По отношению к междустолью агрегата рабочие места расположены поперечно, что обеспечивает короткие движения рук рабочего на приемах «взять и отложить деталь», рациональное использование площади агрегата и индивидуальную зону для исполнителя. Поперечное расположение рабочих мест не вызывает затруднений для прямого, возвратного и зигзагообразного движений изделий в агрегате, поэтому широко используется в производстве одежды по индивидуальным заказам.
При размещении агрегатов процессов в цехе приняты следующие размеры проходов, м: от торцевых стен до агрегата – 2,0 при отсутствии в этом проходе запуска или выпуска расстояние сокращается до 2,0; от боковых стен до агрегата – 1.0; между агрегатами при расположении по ширине цеха двух или трех агрегатов – 2.0.
Планировка участка запуска и складов выполнена с учетом требований, предъявляемых к помещениям складского типа. При размещении оборудования в раскройном участке приняты следующие размеры проходов: расстояние между столами для свободного прохода составляет 0,7– 0,8 м, столы расположены так, чтобы свет падал с левой стороны от закройщиков [2].
План швейного цеха и участков с расстановкой рабочих мест представлен в приложении К.
|
2 Безопасность жизнедеятельности
2.1 Организация работ по охране труда в ателье «Колибри»
Ателье «Колибри» занимается изготовлением женской одежды разного ассортимента, ориентированного на женщин в возрасте от 18 до 44 лет, со средним уровнем дохода (6000-12000 рублей в месяц). В ателье работает 37 человек, ответственность за организацию работ по охране труда лежит на работодателе. Площадь данного ателье превышает 300 м2, на ней располагаются: приемный салон, участок запуска, склад материалов и готовых изделий, наибольшая площадь предприятия отдана под швейный цех и раскройный участок. Организационные работы по охране труда осуществляются в рамках требований федерального закона «Об основах охраны труда в РФ», рекомендаций по организации работы служб охраны труда на предприятиях. Обучение и проверка знаний проводится по ГОСТ 12.0.004-90 «Организация обучения работающих безопасности труда». На предприятии проводятся пять видов инструктажей:
|
||||||
|
Разраб. |
Ибраева |
|
|
ВКР-5040645-100101-431.ПЗ |
Лист |
|
|
Проверил |
Тюменцева |
|
|
|||
|
Изм |
Лист |
№ докум |
Подпись |
Дата |
||
Вводный инструктаж по безопасности труда проводит лицо, на которое возложены обязанности инженера по охране труда их исполняет мастер, со всеми вновь принимаемыми на работу независимо от их образования, стажа, должности, с временными работниками, учащимися и студентами, прибывшими на производственное обучение или практику. О проведении вводного инструктажа делают запись в журнале регистрации вводного инструктажа с обязательной подписью инструктируемого и инструктирующего, а также в документе о приёме на работу.
Первичный инструктаж по охране труда на рабочем месте до начала производственной деятельности проводит непосредственный руководитель работ по инструкциям по охране труда, разработанным для видов работ, характерным для данного предприятия:
- с работниками, выполняющими новую для них работу, временными работниками;
- со строителями, выполняющими строительно-монтажные работы на территории действующего предприятия.
В ателье «Колибри» первичный инструктаж проходят все работающие.
Повторный инструктаж проходят все работающие с целью проверки и повышения знаний правил и инструкций по охране труда. Как правило, повторный инструктаж проводится на рабочем месте.
Внеплановый инструктаж проводится сменным мастером:
- при введении в действие новых или переработанных стандартов, правил, инструкций по охране труда, а также изменений к ним;
- при изменении технологического процесса, замене или модернизации оборудования, приспособлений и инструментов, исходного сырья, материалов и других факторов, влияющих на безопасность труда;
- при нарушении работающими требований безопасности труда, которые могут привести или привели к травме, аварии;
- по требованию органов надзора.
Внеплановый инструктаж проводится индивидуально или со всей бригадой и отмечается в журнале регистрации инструктажа на рабочем месте с указанием причин его проведения.
Целевой инструктаж проводится:
- при выполнении разовых работ, не связанных с прямыми обязанностями работника по специальности (погрузка, разгрузка, уборка территории, разовые работы вне цеха).
Целевой инструктаж проводится непосредственно руководителем работ и фиксируется в журнале инструктажей.
Планирование охраны труда – это определение целей и задач на заданный интервал времени, установление обоснованных заданий должностным лицам. Планирование классифицируется на перспективное - комплексный план улучшения условий и охраны труда; годовое - часть комплексного плана, коллективный договор по охране труда; оперативное - реализация вновь возникающих задач. В ателье «Колибри» все возникающие задачи решаются оперативным способом, совместными усилиями руководителя и подчинённых. Все работы по охране труда финансируются работодателем из суммы прибыли, полученной от реализации продукции [20].
2.2 Санитарно-гигиенические требования к организации рабочего места швеи-мотористки
Анализ санитарно-гигиенических условий на конкретном рабочем месте основывается на данных об используемом оборудовании, материалах, инструментах как источниках вредных производственных факторов.
Для нормальной производительности труда рабочее место швеи относится к первой лёгкой категории работ согласно ГОСТ 12.1.005-88, который называется «ССБТ. Общие санитарно-гигиенические требования к воздуху рабочей зоны». В соответствии с ГОСТом на рабочем месте поддерживаются допустимые параметры микроклимата:
– для холодного и переходного периода года (среднесуточная температура воздуха ниже 100С) - температура 19-250С; относительная влажность до 75%; скорость движения воздуха 0,2м/с. Это достигается посредством системы отопления, влажной уборки.
– для тёплого времени года (среднесуточная температура воздуха выше 100С) – температура не более 280С; скорость движения потока воздуха 0,2-0,5м/с; относительная влажность до 55-60%.
В связи с большой производственной площадью (более 200м2) в холодное и переходное время года швейный цех ателье «Колибри» дополнительно отапливают два мощных обогревателя с автоматическим режимом работы, а в жару допустимые параметры микроклимата поддерживаются благодаря вентиляторам. Поэтому не наблюдается случаев переохлаждения и перегрева.
Воздух представляет собой постоянную по составу смесь азота, кислорода, паров воды, углекислого и инертных газов. Однако в результате протекания технологических процессов воздух может загрязняться разнообразными парами, газами и пылью, что приводит к весьма неблагоприятному воздействию на работающих. Степень этого воздействия определяется токсичностью веществ, загрязняющих воздух рабочей зоны, их концентрацией и временем воздействия. Источником запылённости в швейном цехе является пыль, обрезки ткани, мел. Степень воздействия пыли зависит от её дисперсности: чем мельче пыль, тем вреднее она для организма человека. По степени токсичности все пары, газы и пыли делятся в соответствии с ГОСТ 12.1.007-90 на 4 класса опасности: чрезвычайно опасные, высокоопасные, умеренно-опасные и малоопасные. Пыль относится к 4 классу опасности: малоопасная. Для всех используемых в промышленности веществ введены нормы предельно допустимой концентрации в соответствии с ГОСТ 12.1.005-88 для пыли ПДК >6 мг/м3. За порядком в цехе следит не только уборщица, которая ежедневно проводит влажную уборку помещения, но и работающие: в конце дня каждый убирает своё рабочее место.
Правильно выполненное производственное освещение во многом определяет условия труда работающих, их работоспособность, степень утомляемости, а, следовательно, вероятность травматизма. Соответствие характеристик систем освещения нормативным требованиям гарантирует не только сохранение здоровья, но и высокие производительность и качество труда [21].
В цехе предусмотрено естественное боковое двухстороннее освещение через оконный проём, а также общее искусственное освещение от люминесцентных ламп и дополнительное – светильник на каждой швейной машине для местного освещения.
Согласно СНиП 23-05–95 «Естественное и искусственное строительное освещение, нормы проектирования», в котором указан разряд зрительных работ (из восьми) у швей 4 разряд, определяющийся в зависимости от минимального объекта различия. Применяются люминесцентные лампы типа ЛХБ.
Требуемая освещённость рабочего места – 750лк. Она достигается посредством естественного и искусственного освещения, а также сезонным мытьём окон и своевременной заменой ламп.
Источником шума в швейном цехе является швейное оборудование.
Действие шума на организм человека зависит от уровня звукового давления, характера шума (стабильный, тональный, импульсный) и индивидуальных особенностей человека. Сильный шум отражается на здоровье и работоспособности людей. Человек, работая при шуме, привыкает к нему, но продолжительное действие сильного шума вызывает общее утомление и может привести к глухоте.
Действуя на центральную нервную систему, шум оказывает влияние на весь организм. От сильного шума (90-100дБ) притупляется острота зрения, изменяются ритмы дыхания, сердечной деятельности, повышается кровяное давление, замедляется процесс пищеварения, проявляется рассеянность внимания. При уровне шума более 140дБ возможен разрыв барабанных перепонок [22].
С точки зрения
временных характеристик различают шумы
постоянные (изменение во времени до
5дБ) и непостоянные (изменение во времени
более 5дБ). Непостоянные оказывают на
человека более сильное воздействие,
так как адаптация органов слуха к
переменному звуковому раздражению
затруднена![]() .
Ателье работает с постоянным уровнем
шума.
.
Ателье работает с постоянным уровнем
шума.
Нормируется шум по предельному спектру в ГОСТ 12.1.003-89: для швейного цеха уровень шума не должен превышать 80 дБА. Проводятся мероприятия по снижению уровня шума: звукоизоляция, снижение шума в источнике; поставлены звукоизоляционные стены.
Швейное оборудование является источником вибрации, что может привести к разбалансировке всего организма. Различают общую и локальную вибрации.
При общей вибрации наблюдаются изменения сердечной деятельности, общее возбуждение или торможение, а также изменение общего состояния: утомления, появление болей, ощущение тряски внутренних органов, сердцебиение, тошнота. Кроме того, вибрации влияют на костно-суставный аппарат, мышцы, периферийное кровоснабжение, зрение, слух.
Действие на организм локальных вибраций вызывает спазмы сосудов, которые развиваются в концевых фалангах пальцев, распространяясь на всю кисть, предплечье, охватывают сосуды сердца, влияя на центральную нервную систему.
Нормирование вибрации ведётся согласно ГОСТ 12.1.012-90 «ССБТ. Вибрационная безопасность. Общие требования». В ГОСТе указаны предельно допустимые значения вибрации: амплитуда в мм, виброскорость в мм/сек, уровень виброскорости в дБ.
Защита работающих в швейном цехе от вибрации осуществляется путём встраивания в производственное оборудование специальных устройств, виброизоляторов и виброгасителей.
Виброгашение осуществляется за счёт установки машин на самостоятельные фундаменты. Для небольших объектов между основанием и агрегатом устанавливают плиту. Проектирование фундаментов производится по СНиП 2.2.05-87.
Метод виброизоляции состоит во введении в колебательную систему дополнительной упругой связи, препятствующей либо передаче вибрации от машины (источника колебаний) к основанию или смежным элементам конструкции, либо передаче вибрации от основания на рабочее место. Также для снижения вибрации применяются резиновые коврики на педали [22].
2.3 Обеспечение безопасности труда на рабочем месте швеи-мотористки
Производственное оборудование размещается с учётом отраслевых норм и с учётом требований к ширине проходов и проездов, исключающей возникновение встречных потоков материалов и людей:
– ширина центрального
проезда должна составлять 1,8-2м. Расстояние
между отдельными машинами, оборудованием
должно составлять от 0,6 до 1,5м. Для
пошивочных агрегатов расстояние между
рабочими сторонами оборудования до 3м.
В швейном цехе ателье «Колибри» норма
площади на одно рабочее место составляет
7,82 м![]() .
.
Рабочее место должно быть снабжено стулом с поясничной опорой. Все исходные материалы должны храниться на стеллажах или подставках. Доступ к местам хранения должен быть свободным.
На всех стачивающих высокоскоростных швейных машинах должны быть установлены предохранители от прокола пальцев иглой. Головки швейных машин необходимо устанавливать на специальные амортизаторы, укреплённые в крышках промышленных столов, снижающие вибрацию машины во время работы.
Перед началом работы на швейном оборудовании необходимо заправить волосы во избежание их попадания в движущиеся части машин, проверить надёжность крепления заземляющего провода электродвигателя, отсутствие оголённых мест у провода, убедиться в исправности машины (на холостом ходу) и пусковой педали, предохранительной лапки от прокола пальцев.
Заправку верхней и нижней и нижней ниток, смену иглы производят только при выключенном электродвигателе.
Случайно попавшие в приводной механизм швейной машины нитки, кусочки ткани достают при выключенном электродвигателе. Во избежание травмирования нельзя тормозить рукой маховое колесо. Чистят и смазывают швейную машину только при выключенном электродвигателе.
2.4 Противопожарная профилактика ателье «Колибри»
Основной причиной пожаров на предприятиях бытового обслуживания является нарушение технологического режима и правил пожарной безопасности.
Согласно ОНТП 24-86 швейное производство относится к категории. В (пожароопасная), так как имеются трудногорючие вещества и материалы (в том числе пыли и волокна).
На всех предприятиях должны быть первичные средства пожаротушения.
На швейном предприятии имеются такие первичные средства пожаротушения, как песок в специальном ящике для хранения и ведро.
В ателье выполняются следующие общие требования пожарной безопасности: план эвакуации работников и имущества расположен у выхода из помещения, также имеются огнетушители ОПВХ-5, ОУ-5 на высоте 1,5м вблизи входной двери. Кроме того, на этапе проектирования предприятия были предусмотрены соответствующее расположение и выбор строительного решения здания (двери на путях эвакуации открываются по направлению выхода из здания, существует два выхода из швейного цеха), включая выбор строительных материалов, устройство путей эвакуации, противодымной защиты.
Кроме того, для мусора предусмотрены металлические урны. В местах, специально отведённых для курения, также имеется металлическая пепельница.
Предприятие оборудовано пожарной сигнализацией. Назначено должностное лицо, ответственное за пожарную безопасность.
При входе на этаж, на котором расположено и предприятие, и в швейный цех расположено напоминание номера телефона пожарной части.
2.5 Научная организация рабочих мест для работы сидя
Нормативно-техническая документация по охране труда ,она установлена правилами техники безопасности и производственной санитарии для швейных предприятий ,изготавливающих одежду по индивидуальным заказам населения.
Размещение технологического оборудования и производственного инвентаря должно соответствовать принятым на предприятиях схемах разделениях труда ,обеспечивающих безопасность и удобство их эксплуатации .Для работников которые работают сидя предусмотрены и снабжены винтовыми стульями с поясной опорой .Все исходные материалы должны хранится на стеллажах или подставках ,фурнитура- в шкафчиках, меховые изделия -в специальных проветриваемых шкафах .Во всех случаях доступ к местам хранения должен быть свободным .Высота укладки не должна превышать 1 м для шерстяных 2 м и для шелковых и льняных тканей.
На рабочих местах ,где производится подрезка деталей (места дл специальных швейных и обмеловочных машин ,столы для подрезки изделий и т.п.),необходимо иметь тару для сброса обрези.
Перед началом работ швея должна застегнуть свою одежду ,убрать волосы под головной убор (косынка ,берет)проверить надежность крепление заземляющего провода электродвигателя ,отсутствия оголенных мест у провода, убедитесь в исправности машины (на холостом ходу) и пусковой педали ,в наличии и исправности ограждений ,защитного экрана от попадания осколков фурнитуры и игл в глаза и лицо ,предохранительной лапки от прокола пальцев.Заправку ниток ,смену иглы проводят только при выключенном электродвигателе .
Прокладывая строчку или пришивая пуговицу (крючки, кнопки) ,изделия придерживают двумя руками по обе стороны от иглы .Во время нажатия на педаль подъема зажимного аппарата нельзя класть пальцы под пуговице держатель .При пришивании пуговицы перед нажатием на педаль защитный экран опускают в рабочее положение .Случайно попавшие в приводной механизм швейной машины нитки ,кусочки ткани достают при выключенном электродвигателе .Во избежание травмирования нельзя тормозить рукой маховое колесо .Запрещается открывать и снимать оградительные и предохранительные приспособления на ходу машины .Чистят и смазывают швейную машину только при выключенном двигателе [22].
Отработанные и сломанные швейные иглы складывают в определенном месте (ни в коем случае их нельзя бросать на пол) .
Габариты швейных машин и специальных машин составляет 1,2×0,65×0,8м ,а стол утюжельный 1,3×1,4×0,8м ,размер вращающихся стульев 0,4×0,5 м.
|
3 Организационно-экономическая часть.
3.1 Организация работы предприятия обслуживания населения. Расчет годового объема производства и реализации услуг.
Предприятие ателье «Колибри» находится в городе Петропавловск, ул. Интернациональная 25. Для организации предприятия была выбрана форма собственности – ч.п. Останина Е.В. .. Индивидуальный предприниматель отвечает за результаты своей деятельности своим имуществом. По уровню качества услуг и форм обслуживания – предприятие первого разряда и по техническому принципу характеризуется как ателье. Ателье специализировано на производстве женской одежды платьево-блузочного, пальтово-костюмного ассортимента и изготовление женской поясной одежды любой сложности, соответствующие современному направлению моды, а также обновлению и ремонту одежды. Предприятие направлено на обслуживание женщин младшей и средней возрастных групп. В качестве стратегии развития предприятия принята стратегия повышения качества услуг, обеспечения разнообразия и высокого уровня дизайна моделей, переработки различных материалов. В качестве ценовой стратегии выбрана стратегия поддержания среднего уровня цен, предлагаемых предприятиями, оказывающими аналогичные услуги, в г Петропавловск. Основные сведения о проектируемом продукте : женский жакет предназначенный для повседневной носки. При изготовлении изделия используется фирменная обработка, этикетка с названием фирмы, Планируемый к производству продукт обладает рядом преимуществ: высокое качество, доступное за счет прогрессивных и неординарных методов обработки, быстрота изготовления обеспечивается за счет высоко квалифицированных рабочих и современного оборудования. Успех деятельности любого предприятия связан с быстрым реагированием на спрос потребителя, важную роль в этом процессе играют маркетинговые исследо вания, которые должны проводится в нескольких направлениях: 1.анализ рынка товаров и услуг; 2. сегментация рынка исследования динамики потребителей, ситуацию потребления; 3. режимов эксплуатации одежды и получения полной информации ; 4. изучение спроса на определенную ассортиментную группу.
|
||||||
|
Разраб. |
Ибраева |
|
|
ВКР-5040645-100101-431.ПЗ |
Лист |
|
|
Проверил |
Рябова |
|
|
|||
|
Изм |
Лист |
№ докум |
Подпись |
Дата |
||
Исходными данными для расчёта объёма производства являются:
– фонд рабочего времени на планируемый год;
– режим работы предприятия;
– стоимость изготовления изделия.
Таблица 39 – Расчет объема производства и реализации услуг на 2008 год
|
Процесс производства и ассортимент услуг |
Количество |
Выпуск в натуральном выражении |
Средняя стоимость услуги, руб. |
Год. объем в денежном выражении, руб. |
|||
|
Смен |
Рабочих дней в году |
В смену |
В день |
В год |
|||
|
Изготовление женского платья
|
1 |
221,5
|
10,8
|
10,8 |
2392,2 |
1723,68 |
4123387,29 |
Таблица 40 – Фонд рабочего времени на планируемый 2013 год
|
Месяц |
Всего дней |
В том числе |
Примечание |
|
|
выходных и праздничных |
рабочих |
|||
|
Январь |
31 |
14 |
17 |
Продолжительность очередного отпуска 28 рабочих дней, по скользящему графику |
|
Февраль |
28 |
9 |
19 |
|
|
Март |
31 |
11 |
20 |
|
|
I квартал |
90 |
34 |
56 |
|
|
Апрель |
30 |
8 |
22 |
|
|
Май |
31 |
10 |
21 |
|
|
Июнь |
30 |
11 |
19 |
|
|
II квартал |
91 |
29 |
62 |
|
|
Июль |
31 |
8 |
23 |
|
|
Август |
31 |
9 |
22 |
|
|
Сентябрь |
30 |
9 |
21 |
|
|
III квартал |
92 |
26 |
66 |
|
|
Октябрь |
31 |
8 |
23 |
|
|
Ноябрь |
30 |
10 |
20 |
|
|
Декабрь |
31 |
9 |
22 |
|
|
IY квартал |
92 |
27 |
65 |
|
|
Итого за год: |
365 |
116 |
249 |
|
Продолжительность очередного отпуска рабочих установлена не менее 28 календарных дней, следовательно, количество рабочих дней на планируемый год, определяется с учетом очередного отпуска по скользящему графику и составил 221,5 дней.
Объем производства в натуральном выражении:
![]() (40)
(40)
где Пн – производственная программа в натуральном выражении, шт.; Др – число рабочих дней;
В см - выпуск изделий в смену.
![]() шт.
шт.
Средняя стоимость услуги определяется по формуле:
![]() (41)
(41)
![]() руб.
руб.
где С т.усл. – средняя стоимость услуги, руб.;
Ст1н-ч – стоимость одного нормо-часа и затрат времени; руб.,
Т общ – время на изготовление изделия, ч.
Основная заработная плата производственных рабочих (Зо), заработная плата закройщиков (Зоз) и портных (Зоп) рассчитывается по формулам:
![]() (42)
(42)
![]() (43)
(43)
где Стз, Стср – часовые тарифные ставки закройщиков и портных, руб.;
Кд(з) – коэффициент доплат до часового фонда, для закройщика I категории;
Кд(п) – коэффициент доплат до часового фонда, для портных, при изготовлении плечевых изделий.
Часовые тарифные ставки закройщиков (С тз) и портных (С тср) определяется:
![]() (44)
(44)
![]()
![]() (45)
(45)
где Ст1 – часовая тарифная ставка первого разряда;
Ткз – тарифный коэффициент берется для закройщика 6 разряда;
Ткср – средний тарифный коэффициент бригады, зависящий от разряда работ.
Средний тарифный коэффициент бригады определяется по формуле:
![]() (46)
(46)
где Кб – большей из двух смежных коэффициентов, между которыми находится средний тарифный коэффициент;
Кср – средний тарифный коэффициент;
Км – меньшей из двух смежных коэффициентов, между которыми находится средний тарифный коэффициент;
![]() (47)
(47)
Удельный вес работ выполненных закройщиком – 0,13, портными - 0,87
![]() руб.
руб.
![]() руб.
руб.
Для определения коэффициента повышения цен (Кпц) сравнивают цену услуги с общей суммой стоимости по прейскуранту. Коэффициент повышения цен рассчитывают по формуле:
Кпц = (Ст1н-ч . Тобщ)/Общая сумма по прейскуранту (48)
![]() руб.
руб.
![]()
Таким образом, цена услуги (Цусл.) определяется по формуле:
Цусл.= Общая сумма по прейскуранту . Кпц (49)
![]() руб
руб
Таблица 40 – Расчет стоимости одного нормо-часа
|
Наименование статей затрат |
Формула расчета |
Расчет
|
Сумма, руб. |
|
1.Основная заработная плата производственных рабочих |
Зо = Зоз*Уз+ Зоп*Уоп |
(75,90*0,13)+ (61,60*0,87)= |
63,46 |
|
2.Дополнительная заработная плата |
Зд = Зо*0,10 |
63,46 |
6,35 |
|
3.Единый социальный налог |
Сн = (Зо+ Здо)*0,14 |
69,81*0,14 |
9,74 |
|
4.Косвенные расходы
|
Зо*0,8 |
63,46*0,75 |
47,59 |
|
5.Производственна себестоимость |
Ср = сумма затрат по статьями 1-4 |
63,46+6,35+9,77+47,59 |
127,17 |
|
6. Внепроизводственные (коммерческие расходы) |
Спр*0,03 |
127,17*0,03 |
3,82 |
|
Полная себестоимость |
Спр = Сумма затрат (5ст.+6ст.) |
127,01+3,82 |
130,83 |
|
Прибыль
|
П = Спол.*0,22 |
130,82 |
28,78 |
|
Стоимость 1 н-ч
|
Ст1н-ч = Спол.+П |
130,83+28,78 |
159,60 |
3.2 Расчет численности рабочих и фонда оплаты труда
Для определения необходимого количества рабочих составлен баланс рабочего времени на одного рабочего в планируемом году. Этот баланс устанавливает среднее количество часов, которое рабочий должен отработать в течение планового периода. Расчет баланса рабочего времени представлен в таблице 41.
Таблица 41– Баланс рабочего времени одного работающего на 2013 год
|
№п/п |
Показатели |
План на 2013 год |
||
|
В днях |
В часах |
В % |
||
|
1. |
Календарный фонд времени |
365 |
- |
- |
|
2. |
Количество выходных и праздничных дней |
113 |
- |
- |
|
3. |
Номинальный фонд рабочего времени |
253 |
2024 |
100 |
|
|
Невыходы на работу: |
|
|
|
|
|
Очередные отпуска |
20 |
160 |
8 |
|
|
Невыходы по болезни |
3 |
24 |
1,1 |
|
4. |
Отпуск в связи с родами |
3 |
24 |
1,1 |
|
|
Отпуск учащимся |
3 |
24 |
1,1 |
|
|
Выполнение государственных и общественных обязанностей |
2 |
16 |
0, 9 |
|
5. |
Количество дней невыходов на работу |
31 |
248 |
12,2 |
|
6. |
Число рабочих дней в году |
222 |
1776 |
87,8 |
|
|
Потери времени внутри рабочего дня : |
|
|
|
|
7. |
Перерыв в работе кормящих матерей Льготные часы подростков |
0,25 0,25 |
2 2 |
0,1 0,1 |
|
8. |
Полезный фонд рабочего времени |
221,5 |
1772 |
87,4 |
Баланс рабочего времени составлен с учетом длительности рабочей смены 8 часов. Явочное число рабочих (Ч яв) составляет 6 человек.
Списочное число рабочих рассчитывается по формуле:
![]() (50)
(50)
![]() чел.
чел.
Численность резервных рабочих рассчитывают пол формуле:
![]() (51)
(51)
![]() чел.
чел.
-
Расчет фонда заработной платы рабочих основного производственного процесса
Таблица 42- Расчет фонда заработной платы рабочих основного производственного процесса
|
Ассортимент услуги |
Количество заказов в год, шт. |
Затраты времени на изделие, ч. |
Годовая трудоемкость, час |
Зарплата 1н-ч |
Фонд зарплаты, руб. |
|||
|
Основная |
Дополнительная |
Часовой фонд |
Дополнительный фонд |
Годовой фонд |
||||
|
Платье
|
2392,2 |
9 |
21529,8 |
63,46 |
6,34 |
1366281,11 |
136628,11 |
1502909,22 |
Среднемесячная заработная плата одного работающего рассчитывается по формуле:
![]() (52)
(52)
где Чсп – списочное число рабочих;
С – количество смен;
12 – количество месяцев в году;
Фгод – годовой фонд заработной платы
![]() руб.
руб.
-
Численность и фонд заработной платы рабочих вспомогательных процессов, и их фонд заработной платы
Среднегодовая выработка на одного работающего рассчитывается по формуле:
![]() (53)
(53)
где Чобщ – численность работающих, чел.;
V – средне годовой объём производства, шт.
Общая выработка
![]() шт.
шт.
![]() руб.
руб.
Число запускальщиков определяется из расчета: один запускальщик на 70 – 80 портных. Число уборщиц определяется исходя из площади ателье и нормы площади, при ручной уборке до 450м2 требуется один человек.
Расчет численности вспомогательных рабочих и их фонда заработной платы представлен в таблице 43.
Таблица 43 – Расчет численности вспомогательных рабочих и их фонда заработной платы
|
Профессия |
Тарифный разряд
|
Число в смену, чел.
|
Месячный оклад или повременная ставка |
Премия |
Ставка с учетом премии, руб. месячный |
Фонд зарплаты |
||
|
% |
Руб. |
месячный |
годовой |
|||||
|
Приемщик |
б/р |
1 |
4775 |
25 |
1193,75 |
5968,75 |
5968,75 |
71625 |
|
Уборщица |
б/р |
1 |
4775 |
25 |
1193,75 |
5968,75 |
5968,75 |
71625 |
|
кладовщик |
б/р |
1 |
4775 |
25 |
1193,75 |
5968,75 |
5968,75 |
71625 |
|
Итого: |
6 |
3 |
19100 |
25 |
4775 |
23875 |
23875 |
286,500 |
3.5 Расчет общей численности работающих ателье и фонда заработной платы
Таблица 44 – Сводная таблица численности работающих и заработной платы
|
Категория работающих |
Численность в смену |
Годовой фонд заработной платы, руб. |
|
Рабочие основного производства
|
10 |
1502909,22 |
|
Рабочие вспомогательных производств
|
3 |
286500 |
|
Итого:
|
13 |
1789409,22 |
3.6 Расчет себестоимости услуг, прибыли и рентабельности
Расчет себестоимости услуг осуществляется в соответствии с «Налоговым кодексом РФ », часть II. Гл 25 «Расходы. Группировка расходов» утвержденным Постановлением Правительства РФ за № 52 от 05.08.99 года и последующих дополнений и изменений.
Таблица 45 - Расчет материальной сметы затрат на женский жакет
|
№ п/п |
Наименование материала |
Норма расхода на одно изделие |
Оптовая цена за ед. изделия, руб. |
Сумма затрат, руб. |
|
1 |
Нитки л/х |
1 катушка (360 м) |
4,5 |
5,49 |
При расчете учтены только прикладные материалы, так как все остальные материалы предоставляются заказчиком.
Таблица 46 - Плановая калькуляция проектируемого изделия
|
Статья затрат |
Формула |
Сумма затрат, руб. |
|
|
На единицу |
На объем |
||
|
1 |
2 |
3 |
4 |
|
1.Сырье и материалы |
|
5,49 |
13133,18 |
|
2.Основная заработная плата основных производственных рабочих |
Зо= Ф . Рк = 1502909,22*1,15 |
722,49 |
1728345,60 |
|
3. Дополнительная заработная плата основных производственных рабочих |
Зд = Зо . d/100 = 1728345,60 . 0,1 |
72,24 |
172834,56 |
|
4.Единый социальный налог |
Сн= (Зо+Зд) . 0,14 =(1728345,60+172834,56) . 0,14 |
111,26 |
266165,22 |
|
5.Общепроизводственные расходы |
Зо . 0,5= 1728345,60 . 0,45 |
325,12 |
777755,52 |
|
6. Общехозяйственные расходы |
Зо . 0,3= 1728345,60 . 0,3 |
216,74 |
518503,68 |
|
7.Производственная себестоимость |
Спр = Сумма ст.1 по ст.6 |
1453,36 |
3476737,76 |
|
8. Коммерческие расходы |
Спр . 0,02 = 3476737,76 . 0,02 |
29,07 |
69534,75 |
|
9.Полная себестоимость |
Спол= Спр+ ст.7
|
1428,43 |
3546272,51 |
3.7 Сводка технико-экономических показателей
В соответствии с Законом Омской области « О едином вмененном налоге» №301 от 08.01.01 все предприятия сферы услуг с 01.01.02 становятся плательщиками единого вмененного налога. Сумма единого вмененного налога на год исчисляется по формуле
![]() (55)
(55)
где ЕН – величина единого налога на вмененный доход, руб.;
СН – ставка единого налога на вмененный доход, % (15);
БД – базовая доходность на год (7500 руб.);
КЕ – количество единиц физического показателя (12 месяцев);
Ч – численность рабочих.
![]() руб.
руб.
Чистая прибыль (Пч) определяется как разница между прибылью от реализации и единым налогом на вмененный доход.
![]() руб.
(56)
руб.
(56)
Рентабельность услуг определяется как отношение прибыли к ее полной себестоимости
![]() %
(57)
%
(57)
Затраты на рубль товарной продукции определяются
![]() коп.
коп.
Таблица 47 – Технико-экономические показатели работы предприятия
|
Наименование показателя |
Единицы измерения |
Величина показателя |
|
1 |
2 |
3 |
|
1. Объем производства и реализации |
Руб. |
4123387,29 |
|
2.Численность персонала, в т.ч.: количество рабочих основного производства |
Чел. |
13 9 |
|
3. Выработка на одного: работающего рабочего |
Руб. |
29452766 412338,72 |
|
4. Трудоемкость единицы изделия |
Час. |
10,8 |
|
5.Годовой фонд заработной платы |
Руб. |
1789409,22 |
|
6. Среднегодовая заработная плата одного работающего |
Руб. |
1502909,22 |
|
7. Себестоимость |
Руб. |
3546272,51 |
|
8. Прибыль |
Руб. |
577114,78 |
|
Продолжение таблицы 47 |
||
|
1 |
2 |
3 |
|
9. Единый налог на вмененный доход |
Руб. |
105840 |
|
10.Чистая прибыль |
Руб. |
471274,78 |
|
11. Рентабельность |
% |
16 |
|
12. Затраты на один рубль |
Коп. |
86 |
|
13. Коэффициент механизации |
% |
84 |
|
14. Объём услуги 1 кв.м. производственной площади |
Руб. |
12378,08 |
Для проектируемого предприятия предусмотрен достаточно высокий процент рентабельности. Это объясняется категорией ателье и возможностью предприятия предлагать клиентам качественную услугу. После уплаты налогов и других обязательных платежей предприятие за счет чистой прибыли формирует следующие фонды.
Фонд накопления, используется для приобретения основных фондов непроизводственного назначения. Кроме этого, за счет фонда финансируются расходы, которые носят, безвозвратный характер. Этот фонд составляет 60% от прибыли, в стоимостном выражении – 282764,87 руб.
Фонд потребления, подразделяется на фонд материального поощрения и фонд социального развития. Он составляет 30 % от прибыли, в стоимостном выражении – 141382,43. Используется на финансирование социальных нужд и материальное стимулирование работников: выплату премий, материальную помощь. Расходы по фонду носят безвозвратный характер. Резервный фонд предназначен для покрытия непредвиденных потерь, составляет 10 % от прибыли – 47127,48 руб.
|
4 Строительная часть
4.1 Общие сведения о здании
4.1.1 Объемно-планировочные решения
Предприятие сервиса размещается в кирпичном здании с внутренним железобетонным каркасом. Несущие элементы здания – железобетонные колонны 400х400мм., расстояние между колоннами – 6 м. Ориентировочная толщина наружной кирпичной стены – 64 см.., внутренние стены – железобетонные перегородки, толщиной 10 см. Здание имеет следующие габариты: длина –45м., ширина – 12 м. проектируемое помещение находится в четырех этажном здании и располагается на первом этаже. Высота этажа – 3 м. На первом этаже здания располагается ателье, на втором и третьем этажах располагается торговый комплекс, на четвертом этаже располагается офисный центр.
4.1.2 Конструктивное решение
В здании имеется две лестничные клетки, расположенные по торцам здания. Применяемые перегородки – гипсокартонные. Для решения естественного освещения помещений принимаются оконные проемы шириной 1,8 м и высотой 2,1 м. Применяются внутренние одностворчатые двери шириной 0,8 м. и высотой 2 м. Двери открываются по ходу эвакуации. Количество выходов из здания – два, расположенные на максимальном расстоянии по периметру здания. Основные строительные конструкции – железобетонные покрытия; кровля рулонная с внутренней ливневой канализацией и отводом вод в дренажную систему. |
||||||
|
Разраб. |
Ибраева |
|
|
ВКР-5040645-100101-431.ПЗ |
Лист |
|
|
Проверил |
Старовойтова |
|
|
|||
|
Изм |
Лист |
№ докум |
Подпись |
Дата |
||
Стены во всех помещениях отделаны гипсокартонном; пол выложен керамической плиткой; потолок подвесной «амстронг», со встроенными взрыво-пожаробезопасными светильниками.
4.2 Расчетная часть
4.2.1 Классификация производства
Классификация производства представлена в виде таблицы 48
Таблица 48 – Классификация производства
|
Классификация производства по СНиП 2.01.02.-85 |
|
|
1 Категория производства по пожарной опасности 2 Степень огнестойкости 3 Класс капитальности
|
В I I |
4.2.2 Данные о районе строительства
Данные о районе строительства представлены в виде таблицы 49.
Таблица 49 – Данные о районе строительства
|
Данные о районе строительства по СНип 23-01-99 |
|
|
1 Место строительства 2 Широта района строительства 3 Климатический подрайон 4 Средняя температура наиболее холодной пятидневки 5 Направление господствующих ветров в январе в июле
|
г. Петропавловск Iв - 39
Ю-З С-З |
4.2.3 Расчет численности рабочих
Расчет численности рабочих на предприятии представлен в виде таблицы
Таблица 50 – Расчет численности рабочих
|
Наименование показателя |
Численность чел. |
||
|
Всего |
В том числе |
||
|
Муж. |
Жен. |
||
В том числе: ИТР МОП (техничка, механик)
|
18
3 2
9
|
1
– 1
_
|
17
3 1
9
|
4.3 Расчет помещений
4.3.1 Расчет гардеробного оборудования
Расчет гардеробного оборудования должен приниматься в зависимости от климатического подрайона.
Хранение уличной, домашней и специальной одежды следует предусматривать:
Для разноассортиментной бригады– в шкафах, глубиной 50 см., шириной 33 см., высотой 165 см. Расстояние между шкафами принимается равным 1м. Площадь гардероба составляет 22м2 .
4.3.2 Расчет санитарно-технического оборудования
Расчет уборных выполняется на обслуживания работающих. В действующем предприятии имеется четыре унитаза и два умывальника.
-
Расчет помещений общественного питания
На предприятии предусмотрено помещение для обеспечения работающих общественным питанием. Количество мест в пунктах общепита принимается из расчета обслуживания 1 места зала на четырех человек, работающих в наиболее многочисленной смене.
Количество мест в буфете определяется по формуле:
![]() ,
(22)
,
(22)
где N – количество человек, работающих в наиболее многочисленной смене;
4 – количество посадок за обеденный перерыв на одно место на предприятиях общепита.
Количество посадочных мест, в зале исходя из численности работающих, составляет 9,3 шт., следовательно, принимаем площадь буфета 12 м2
-
Расчет площади окон помещений
Освещение всех помещений с длительным пребыванием людей или связных с выполнением производственных процессов необходимо предусматривать естественным светом. В производственных помещениях с односторонним боковым освещением количество и размеры оконных проемов должны быть 1/2 – 1/4 площади пола помещения. Имея 6 оконных проемов швейный цех, обеспечен естественным освещением. Также используется искусственное освещение, общее и комбинированное.
Заключение
В дипломном проекте выполнен проект предприятия сервиса ателье 1 разряда. Постоянно обновляющийся ассортимент материалов, изменяющиеся тенденции моды требуют постоянного совершенствования технологических процессов, своевременное обеспечение готовности всех рабочих функционирующих технологических процессов к изготовлению изделий новых фасонов, покроев, силуэтных форм .
В соответствии с потребительским спросом определена производственная программа предприятия, в соответствии с которой разработан технологический процесс по изготовлению женской одежды платьево-блузочного ассортимента. Для проектирования процесса использовано условное изделие средневзвешенной трудоемкости, разработанное на базе пяти моделей, выбранных с учетом модных тенденций и требований потенциальных потребителей. Для моделей, составляющих условное изделие, подобран пакет материалов, методы обработки основных узлов и оборудование. На базе условного изделия составлена технологическая последовательность его изготовления. Трудоемкость изготовления условного изделия составляет 339,90 минут, сменный выпуск в технологическом процессе составляет 10,8 ед. изделия.
В ходе изучения темы дипломного проекта рассмотрен весь процесс проектирования, начинающийся с определения исходных данных и заканчивающийся детальной планировкой мест на всех подразделениях предприятия сервиса по пошиву швейных изделий
Для одной из моделей разработана конструкция женского платья, на размер 170-92-108. Выполнено нормирование материалов и раскладка лекал, процент межлекальных выпадов составил 15%.
В дипломном проекте разработаны мероприятия по обеспечению безопасности жизнедеятельности на предприятии, а также рассмотрено индивидуальное задание на тему «Организация безопасной эксплуатации грузоподъемных лифтов».
Для проектируемого предприятия предусмотрен достаточно высокий процент рентабельности 16%, это объясняется категорией ателье, и возможностью предприятия предлагать клиентам качественную услугу. После уплаты налогов и других обязательных платежей прибыль предприятия составляет
1994223,85 тыс. рублей. За счет чистой прибыли предприятия формирует фонд накопления, фонд потребления и резервный фонд.
Библиографический список
1. Назарова А. И. Проектирование швейных предприятий бытового обслуживания: учеб. для вузов / И. А. Нзарова, И. А. Куликова; М. : Легпромбытиздат, 1991. – 288 с.
2. Алексеенко И. В. Проектерование технологических процессов сервиса на предприятиях по пошиву и ремонту изделий: учеб. пособие / И. В. Алексеенко, Р. Х. Сало. – Омск : ОГИС, 2002.- 136 с.
3. Нагорная З. Е. Проектирование швейных предприятий сервиса : учебное пособие / З. Е. Нагорная, И. В. Алексеенко, Л. С. Панченкова. – Омск : ОГИС, 2005. – 112 с.
4. Афанасьева А. И. Управление швейными предприятиями, организация и планирование производства / А. И. Афанасьева, С. И. Овчиников, Л. Н. Смирнова. – М. : Легпромбытиздат, 1990. - 370 с.
5. Обеспечение сопряженности выпуска бригад и закройщиков – резерв роста производительности труда / М. : Прейскурантиздат, 1986. – 77 с.
6. Кулу-Заде Р. А. Технологические процессы пошива одежды по индивидуальным заказам / Р. А. Кулу-Заде, Т. Ю.Воронкова – М. : МБОН, 1986, – 77 с.
10. Мутузова Е. Н. Швейное производство предприятий бытового обслуживания : справочник / Е. М. Мутузова, А. И. Назарова, И. А Куликова. – М. : Легпромбытиздат, 1988. - 416 с.
11. Леонтьева И. Г. Конфекционирование материалов для одежды : учеб. пособие / И. Г. Леонтьева. – Омск : ОГИС, 2004.– 232с.
12. Иванцова Т. И. Материаловедение в производстве изделий легкой промышленности : учеб. пособие / Т. И. Иванцова – Омск : ОГИС, 2004.– 244с.
13. Панченкова Л. С. Организация сервисной деятельности на предприятиях по пошиву и ремонту изделий из кожи и меха : учеб. пособие / Л. С. Панченкова – Омск : ОГИС, 2006.– 101 с.
14. Назарова А. И. Технология швейных изделий по индивидуальным заказам : учеб. пособие / А. И. Назарова, Куликова И. А. – М. : Легпромбытиздат, 1989. - 377 с.
15. Афанасьева А. И. Управление швейным предприятиями. Организация и планирование производства : учеб. пособие / А. И. Афанасьева, С. И. Овчиников. – М. : Легпромбытиздат, 1990. – 427 с.
16. Яворович А. Н. Организация и планирование производства : учеб. пособие / А. Н. Яворович. – Омск : ОГИС, 2002. – 140 с.
17. Лашина И. В. Конструирование швейных изделий по индивидуальным заказам населения : учеб. пособие / И. В. Лашина. – Омск : ОГИС, 2004.– 162 с.
18. Единый метод конструирования женской одежды, изготавливаемой по индивидуальным заказам населения на фигуры различных типов телосложения. Части 1, 2 : учебное пособие / – М. : ЦБНТИ. 1989. – 195 с.
19. Чижик М. А. Конструирование текстильных изделий : учебное пособие. 2-е издательство стереотипное / М. А. Чижик, Н. О. Соснина. – Омск : ОГИС, 2004.– 162 с.
20. Кокаулина Н. С. Безопасность жизнедеятельности : учеб. пособие / Н. С. Кокаулина, Ю. И. Матяш. – Омск : ОГИС, 2000. – 70 с.
21. Организация охраны труда на предприятиях в современных условиях : Справочно-методическое пособие / – Новосибирск : издательство «Модиус», 1997. – 300 с.
22. Пышкин Э. П. Охрана труда на предприятиях бытового обслуживания: учебник для вузов / Э. П. Пышкин. – М. : Легпромбытиздат, 1990. – 272 с.
23. СНиП 23-05-95 «Естественное и исскуственное освещение».-М.:1995
24.ГОСТ 6309-93.Нитки швейные х/б и синтетические. Общие технические условия. - взамен ГОСТ 6309-87
25.ГОСТ 12.4.011-90 «ССБТ. Средство защиты работающих. Квалификация».
Приложение А
Анкета
1 Укажите какой возрастной группе Вы относитесь?
1.1 от 18 до 30;
1.2 от 30 до 44;
1.3 более 45.
2 Какой категории граждан по уровню доходов Вы отнеситесь?
2.1 от 3000 до 6000;
2.2 от 6000 до 12000;
2.3 свыше 12000.
3 Какие из перечисленных характеристик в одежде Вас привлекают?
3.1 соответствие вашему стилю;
3.2 соответствие направлению моды;
3.3 качество изготовления;
3.4 удобство в эксплуатации.
4 Одежду, какого стиля Вы предпочитаете?
4.1 классического стиля;
4.2 спортивного стиля;
4.3 романтического стиля;
4.4 авангардного стиля.
5 Какой силуэт одежды Вы предпочитаете?
5.1 приталенный силуэт;
5.2 прилегающей силуэт;
5.3 прямой силуэт;
5.4 расклешенный силуэт.
6 Какой из покроев рукава Вы предпочитаете?
6.1 втачной рукав;
6.2 рукав реглан;
Окончание приложение А
6.3 цельновыкраенный рукав;
6.4 комбинированный рукав.
7 Какой из перечисленных воротников Вы предпочитаете?
7.1 воротники отложные для изделий с застежкой до верху и без нее;
7.2 воротники для изделий с открытым бортом (отворотом борта) вверху;
7.3 воротники – стойки;
7.4 изделия без воротника с различной формой горловины.
8 Изделия с какими карманами Вы предпочитаете?
8.1 изделия с прорезными карманами;
8.2 изделия с накладными карманами;
8.3 изделия с карманами в швах;
8.4 изделия без карманов.
9 Изделия какой длины Вы предпочитаете?
9.1 мини;
9.2 миди;
9.3 макси.
10 Какие из перечисленных отделочных деталей Вы предпочитаете?
10.1 пояса;
10.2 манжеты;
10.3 воланы;
10.2 рюши;
Приложение Б
Диаграммы

Рисунок П.Б.1 – Диаграмма деления респондентов по возрастным
группам

Рисунок П.Б.2 – Диаграмма деления респондентов по уровню доходов

Рисунок П.Б.3 – Диаграмма выбора стилей одежды

Рисунок П.Б.4 – Диаграмма выбора силуэтов одежды

Рисунок П.Б.5 – Диаграмма выбора покроев рукавов
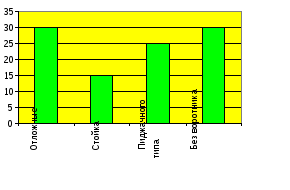
Рисунок П.Б.6 – Диаграмма выбора вида воротников

Рисунок П.Б.7 – Диаграмма выбора вида карманов

Рисунок П.Б.8 – Диаграмма предпочитаемой длина изделия
Приложение В
Графическая модель подготовки изделия
к примерки
Приложение Г Графическая
модель дошива изделия


Приложение Д
Расшифровка блоков – секция подготовки изделия к примерке
00.00.00. – бригадирские функции,
01.00.00. – подготовка деталей к пошиву,
02.01.01. – обработка кармана в рельефном шве,
02.02.01. – обработка выточек на полочке,
02.02.02. – обработка прямых рельефов на полочке,
02.03.00. – ВТО полочек с целью формования,
02.04.01 – обработка накладных карманов,
02.04.02 – обработка прорезных карманов в рамку,
02.05.01. – заметывание бортов ц/в с полочкой,
02.06.01. – соединение лифа с юбкой,
03.01.01. – обработка выточек на спинке,
03.01.02. – обработка прямых рельефов на спинке,
03.02.00 – ВТО спинки с целью формования,
03.03.01. – соединение среднего шва,
03.03.02. – соединение среднего шва со шлицей,
03.04.01. – соединение спинки и юбки,
04.00.00. – соединение боковых швов,
05.00.00. – соединение плечевых швов,
06.01.01. – обработка капюшона,
06.01.02. – обработка волана,
06.01.03. – обработка нижнего воротника,
07.01.01. – вметывание капюшона в горловину,
07.01.02. – вметывание воротника в горловину,
07.01.03. – вметыване волана в горловину,
08.01.01. –обработка передних швов втачных рукавов,
Продолжение приложения Д
08.01.02. –обработка нижних швов коротких рукавов реглана,
08.01.03. – обработка нижних швов коротких рукавов реглана,
08.02.01. – соединение локтевых швов втачных рукавов,
08.02.02. – соединение шва одношовного втачного рукава,
08.02.03. – соединение верхних швов коротких рукавов реглана,
08.02.04. – соединение верхних швов длинных рукавов реглана,
08.03.00. – заметывание низа рукава,
09.01.01. – вметывание втачных рукавов в пройму,
09.01.02. – вметыване рукавов реглан в пройму,
10.01.01. – заметывание прямого низа изделия,
10.01.02 – заметывание расклешенного низа изделия,
11.00.00 – заключительная обработка изделия примерки,
12.00.00 – контрольно – установочные операции.
Расшифровка блоков – секция дошива изделия после примерки.
00.00.00. – бригадирские функции,
01.00.00. – уточнение изделия после примерки,
02.01.01. – обработка центральной застежки на полочке на тесьму молния,
02.02.01. – обработка верхней и нижней частей полочки,
03.01.03. – соединение верхней и нижней частей спинки,
03.01.02. – обработка среднего шва спинки с шлицей,
04.00.00. – обработка боковых швов,
05.00.00. – обработка плечевых швов,
06.01.01. – обработка застежки с планкой,
06.00.02. – обработка застежки с ц/в бортами,
07.00.01. – обработка отложного воротника,
07.00.02. – обработка капюшона,
Окончание приложения Д
08.01.01. – обработка горловины обтачкой,
08.01.02. – втачивания в горловину отложного воротника,
08.01.03. – втачивания в горловину капюшона,
08.01.04. – втачивание в горловину волана,
09.01.01. – обработка манжета,
09.01.02. – обработка воланы рукава,
10.01.01. – обработка локтевых швов рукавов,
10.01.02. – обработка швов одношовных рукавов,
10.01.03. – обработка верхних швов коротких рукавов реглана,
10.01.04. – обработка верхних швов длинных рукавов реглана,
10.02.01. – обработка гладкого низа рукавов,
10.02.02. – обработка низа рукава манжетой,
10.02.03. – обработка низа рукава воланом,
11.01.01. – втачивание втачных рукавов в пройму,
11.01.02. – втачивание рукавов реглан в пройму,
12.01.01. – обработка воротника ц/в стойкой,
13.01.01. – обработка прямого низа изделия,
13.01.02. – обработка расклешенного низа изделия,
14.01.01. – обработка шлевок,
14.01.02. – обработка пояса,
15.01.01 – настрачивание шлевок,
16.00.00. – окончательная ВТО и отделка изделия,
17.00.00. – контрольно - установочные операции.


Приложение И
Операционная карта
|
Предприятие ателье «Стиль» |
Изделие: платье женское |
Условное изделие |
Операция №6 |
|
|
Лист:1 |
||||
|
Машинные спец машинные работы при обработке манжеты, поясов, шлевок, рукавов и соединение их с изделием. |
||||
|
Специальность: С/М, М Тарифный разряд: 3 Норма времени: 39,07 |
Оборудование: 1022М-3 кл; 51А кл. |
|||
|
Число стежков в 10 мм строчки: 3-5(1022М-3); 2-3 (51А). |
||||
|
Материал: платьевые и костюмные ткани из искусственных и натуральных волокон. |
Нитки: №80/60;25ЛЛ; 25ЛХ; 22Л 33Л. |
|||
|
Иглы: ГОСТ 22249-82 №70-100 |
||||
|
Требования к качеству выполнения операции |
Схема соединения детали |
|||
|
Обтачать манжету, по трем сторонам со стороны нижней манжеты на расстоянии 0,3 см от линии сметывания. |
|
|||
|
Притачать нижнею манжету книзу рукава на расстоянии 0,3 см от края шва. |
|
|||
|
Настрочить манжету на расстоянии 0,1 см от шва притачивания нижней манжеты и отстрочить манжету по модели. |
|
|||
|
Схема организации рабочего места |
||||
|
1 – машинное рабочие место 1,2*0,6 2 – спец машинное рабочие место 1,2*0,6 3 – междустолье
|
||||



Приложение К
План цехов и
участков
2
13

Экспликация здания
1 Гардероб
2 Помещение механика
3 Сан.узел
4 Сан.узел
5 Помещение для уборочного инвентаря
6 Склад готовых и подготовленных к примерке изделий
7 Теплоузел
8 Салон
9 Участок запуска и склад материалов
10 Швейный цех
11 Раскройный участок
12 Вод.узел
13 Столовая
Приложения Л
Технико-экономические показатели работы предприятия
|
Наименование показателя |
Единицы измерения |
Величина показателя |
|
1. Объем производства и реализации |
Руб. |
4123387,29 |
|
2.Численность персонала, в т.ч.: количество рабочих основного производства |
Чел. |
18 9 |
|
3. Выработка на одного: работающего рабочего |
Руб. |
29452766 412338,72 |
|
4. Трудоемкость единицы изделия |
Час. |
10,8 |
|
5.Годовой фонд заработной платы |
Руб. |
1789409,22 |
|
6. Среднегодовая заработная плата одного работающего |
Руб. |
12524,24 |
|
7. Себестоимость |
Руб. |
3546272,51 |
|
8. Прибыль |
Руб. |
577114,78 |
|
9. Единый налог на вмененный доход |
Руб. |
105840 |
|
10.Чистая прибыль |
Руб. |
471274,78 |
|
11. Рентабельность |
% |
16 |
|
12. Затраты на один рубль |
Коп. |
86 |
|
13. Коэффициент механизации |
% |
84 |
|
14. Объём услуги 1 кв.м. производственной площади |
Руб. |
12378,08 |