

2.11. Металлизация.
Металлизация это процесс нанесения мелких частиц металла, нагретого каким либо способом до расплавления, и распыленных газом, на поверхность детали.Металлизация в основном используется для декоративных целей, для заделки трещин и пор в корпусных деталях и реже — для восстановления деталей. Процесс является высокопроизводительным и экономичным, позволяет наносить покрытия от долей миллиметра и до нескольких миллиметров, не вызывает тепловых деформаций (деталь нагревается не свыше 200С).
Проволока или порошок непрерывно подаются в зону нагрева, где расплавляются, подхватываются и распыляются струей инертного газа или воздуха на частицы размером от 3 до 300 мкм , которые со скоростью 150…300 м/сек ударяются в специально подготовленную (рваная резьба, канавки, пескоструйная обработка, анодно-механическая обработка и др.) поверхность детали, где расплющиваются и заклиниваются в неровностях поверхности с образованием молекулярных связей. Величина молекулярных связей между частицами больше, чем между частицами и деталью, поэтому слабым участком является недостаточное сцепление покрытия с деталью. При полете частица окисляется и закаляется, вследствие этого покрытие имеет большую твердость и хрупкость. Из-за этого , а также особой подготовки поверхности к металлизации покрытие, имея хорошую износостойкость (поры пропитываются маслом, а поверхность имеет высокую твердость) , не может работать в условиях знакопеременных нагрузок. Для сравнения, усталостная прочность покрытия, нанесенного металлизацией в 15…20 раз ниже, чем у электролитических покрытий. Использование некоторых приемов ( плазменный нагрев поверхности до температуры сплавления металла и частиц, шовная электроконтактная сварка,…) дает возможность применять металлизацию в производстве.
М еталлизация
в зависимости от способа расплавления
металла разделяется на газовую,
электродуговую, высокочастотную и
плазменную.
еталлизация
в зависимости от способа расплавления
металла разделяется на газовую,
электродуговую, высокочастотную и
плазменную.
При электродуговой металлизации (рис. 2.43.) две изолированные проволоки подаются с одинаковой скоростью, между ними возбуждается электрическая дуга, металл плавится, газ распыляет металл и подает частицы металла к детали.
При газовой металлизации ( рис. 2.44) чаще всего используется ацетилено-кислородное пламя, которое расплавляет сварочную проволоку, а сжатый воздух или инертный газ распыляет и наносит частицы на поверхность. При газовой металлизации получается мелкий распыл, но оборудование относительно сложнее, чем при электродуговой металлизации.
Электродуговая металлизация это высокопроизводительный процесс, однако разбрызгивается металла до 40…60%.
Нагрев и расплавление проволоки при индуктивной металлизации выполняются индуктивным нагревом её токами высокой частоты (200…300 Кгц). При индуктивной металлизации по сравнению с электродуговым процессом увеличивается производительность, уменьшаются затраты электроэнергии и угар металла.
П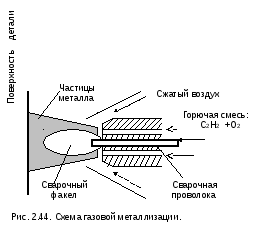 лазменная
металлизация дает наилучшие сцепление
покрытия, высокую производительность
и возможность напыления износостойких
тугоплавких материалов (окись алюминия,
карбиды и др.), возможность нанесения
покрытия на большинство материалов,
даже на не металлы. Металлизация может
производится порошком или проволокой.
При наплавке порошком используется
комбинированная дуга, а при наплавке
проволокой различные схемы, в том числе
анодом может быть проволока.
лазменная
металлизация дает наилучшие сцепление
покрытия, высокую производительность
и возможность напыления износостойких
тугоплавких материалов (окись алюминия,
карбиды и др.), возможность нанесения
покрытия на большинство материалов,
даже на не металлы. Металлизация может
производится порошком или проволокой.
При наплавке порошком используется
комбинированная дуга, а при наплавке
проволокой различные схемы, в том числе
анодом может быть проволока.