

14.7. Зенкерование и развертывание
14.7.1. Элементы и геометрические параметры зенкера и развертки
Элементы зенкера. На рис. 14.22 показаны элементы и части цилиндрического зенкера. По форме режущей части зенкер напоминает спиральное сверло, но в отличие от сверла он имеет не две, а три или четыре главные режущие кромки, расположенные на режущей части; кроме того, зенкер не имеет поперечной кромки.
Цилиндрический зенкер имеет следующие части: 1) режущая (заборная) часть, несущая режущие кромки, расположенные под углом в плане φ = 45…60°; она выполняет основную работу резания; 2) калибрующая (направляющая) часть, имеющая узкие фаски и служащая для направления зенкера в отверстии в процессе резания; 3) хвостовик, служащий для закрепления зенкера.
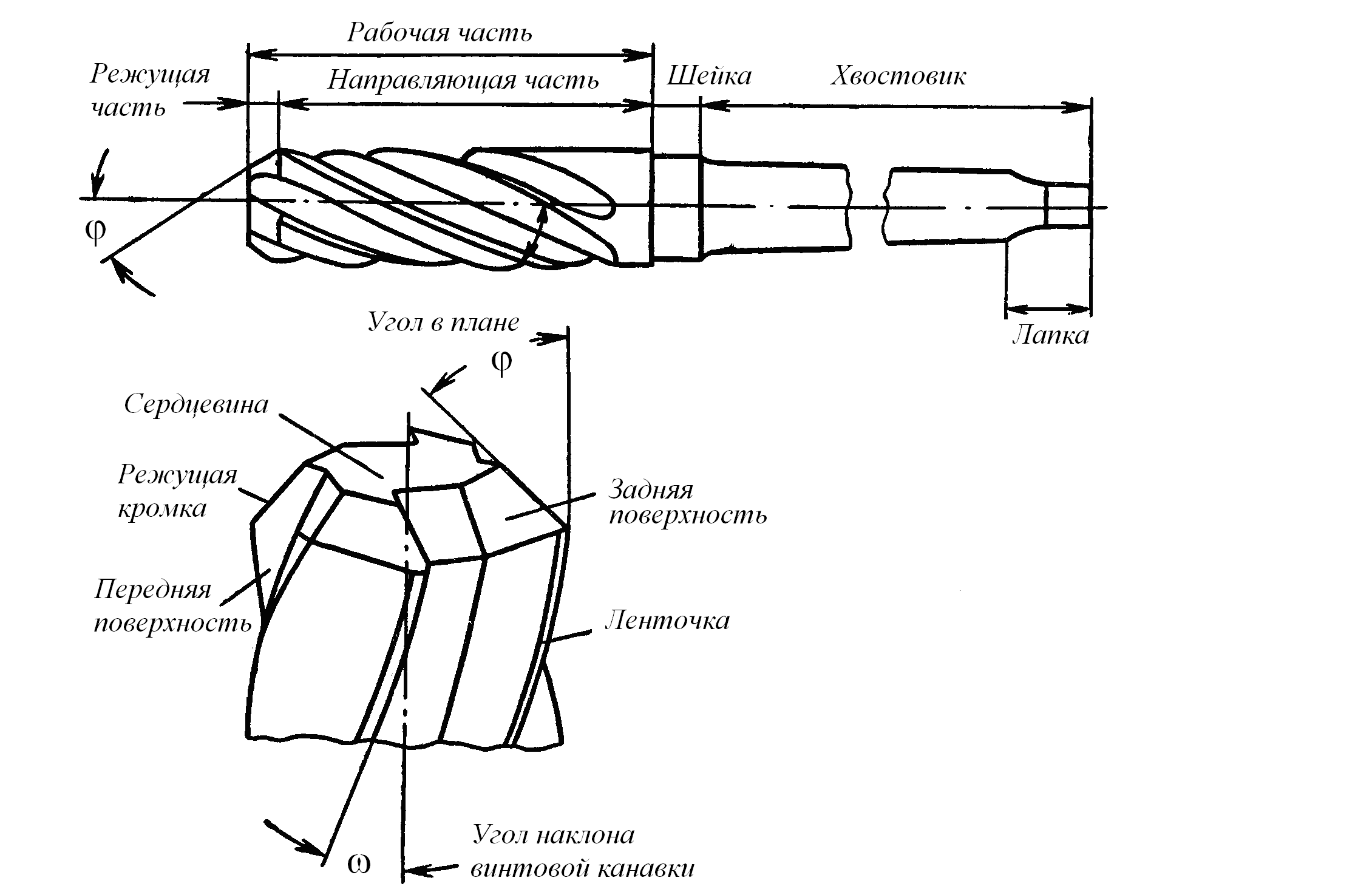
Рис. 14.22. Элементы и части цилиндрического зенкера
Г еометрические
параметры зенкера показаны на рис.
14.23. Передний уголγ
измеряется в главной секущей плоскости
Pτ
–
Pτ,
перпендикулярной к проекции режущей
кромки на основную плоскость; в зависимости
от механических свойств обрабатываемого
материала и материала зенкера γ
назначается от 0 до 15°. Задний
угол α
измеряется также в плоскости Pτ
–
Pτ
и делается в пределах 8…10°. Угол
наклона винтовой канавки
ω
принимают
в пределах 10…30°. Зенкер имеет обратный
конус
под углом φ1
= 1…2,0°.
еометрические
параметры зенкера показаны на рис.
14.23. Передний уголγ
измеряется в главной секущей плоскости
Pτ
–
Pτ,
перпендикулярной к проекции режущей
кромки на основную плоскость; в зависимости
от механических свойств обрабатываемого
материала и материала зенкера γ
назначается от 0 до 15°. Задний
угол α
измеряется также в плоскости Pτ
–
Pτ
и делается в пределах 8…10°. Угол
наклона винтовой канавки
ω
принимают
в пределах 10…30°. Зенкер имеет обратный
конус
под углом φ1
= 1…2,0°.

Рис. 14.23. Геометрические параметры зенкера
Элементы развертки. Развертка (рис. 14.24) внешне похожа на зенкер, но отличается от него большим числом режущих кромок (от 6 до 12) и более пологой режущей (заборной) частью; нагрузка, приходящаяся на режущие кромки развертки, значительно меньше, чем у зенкера. Все это влияет на повышение точности и уменьшение шероховатости стенок отверстия после развертывания.
Развертка, как и зенкер, состоит из рабочей части, шейки и хвостовика.
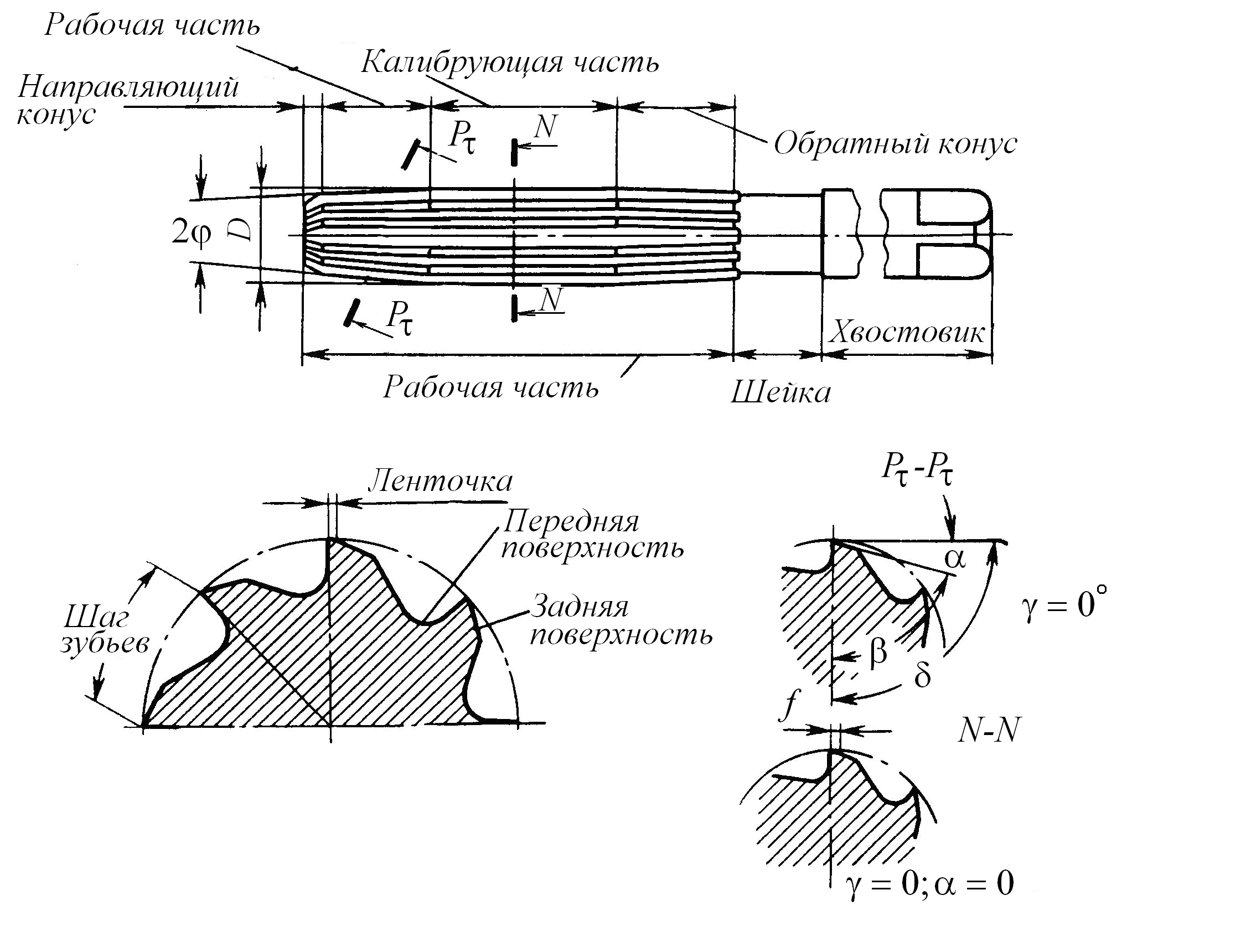
Рис. 14.24. Элементы цилиндрической развертки
Рабочая часть развертки состоит из трех элементов: режущей части, цилиндрической (калибрующей) части и обратного конуса; в длину рабочей части входит и направляющий конус, имеющий угол при вершине 90°. Режущая часть является главным элементом рабочей части зуба; она производит основную работу развертывания с помощью главных режущих кромок, наклоненных к оси под углом в плане φ и образующих угол заборного конуса 2φ. У ручных разверток φ = 0,5…1,5°, а у машинных при обработке сквозных отверстий в стальных заготовках φ = 15° и в чугунных заготовках φ = 5°. Для твердосплавных разверток φ = 30…45°.
Цилиндрическая часть служит для калибрования отверстия и направления развертки в отверстии. Обратный конус делают для уменьшения трения рабочей части развертки о стенки отверстия.
Режущие зубья развертки должны иметь правильно подобранные углы – передний γ и задний . Эти углы измеряют в плоскости Pτ – Pτ, перпендикулярной к режущей кромке; выбирают их в зависимости от обрабатываемого материала и назначения развертки.
Для разверток из инструментальных сталей при черновой обработке вязких металлов передний угол γ выбирают в пределах 5…10°, а при чистовой обработке γ = 0°. Для разверток, оснащенных пластинками из твердого сплава, оптимальным передним углом, является γ = 0…15°. Задний угол на режущей части измеряют также в плоскости Pτ – Pτ; выбирают этот угол в зависимости от обрабатываемого материала: от 10 до 12° для алюминия и его сплавов и от 6 до 10° для углеродистой и легированной сталей с σв > 500 МПа.
Углы на калибрующей части развертки измеряют в плоскости N–N.
14.7.2. Элементы режима резания, силы, износ и стойкость при зенкеровании и развертывании
Глубина резания, мм, равна полуразности диаметров отверстия до и после обработки (рис. 14.25), т.е.
![]() .
.
Подача при зенкеровании или развертывании выражается в миллиметрах за один оборот инструмента (мм/об). Если обозначить подачу зенкера или развертки через s, а число зубьев через z, то подача на один зуб, мм/зуб (режущую кромку)
![]() .
.
Толщина среза, мм, снимаемая каждым зубом зенкера (развертки),
![]() .
.
Ширина среза, мм,
![]() .
.

а) б)
Рис. 14.25. Схема работы зенкера (а) и развертки (б)
Площадь поперечного сечения среза, мм2, приходящаяся на одну режущую кромку зенкера (развертки),
![]() .
.
Общая площадь поперечного сечения среза, мм2,
![]() .
.
Скорость резания, м/мин, при зенкеровании (развертывании) определяется по той же формуле, что и при сверлении, т.е.
![]() ,
,
где D – диаметр зенкера (развертки), мм; п – число оборотов в мин.
Основное машинное время, мин, при зенкеровании (развертывании) определяется по формуле
![]() ,
,
где L – полная длина пути, проходимая зенкером (разверткой) в направлении движения подачи, мм; l – глубина зенкерования (развертывания), мм; у – путь врезания, мм, определяемый по формуле
![]() ,
,
здесь φ – главный угол в плане; l1 – перебег инструмента, равный 1…3 мм.
Силы резания. Равнодействующую сил сопротивления резанию при зенкеровании (развертывании) можно разложить так же, как и при сверлении, на составляющие силы Pz, Py и Рх, действующие в трех направлениях.
Касательные силы, действующие в плоскости вращения зенкера (развертки), создают момент сопротивления резанию М, преодолеваемый механизмом главного движения станка. Силы, действующие вдоль оси, преодолеваются приложением в механизме подачи соответствующей осевой силы Р0. Силы Py, противоположные по направлению, взаимно уравновешиваются.
Момент, Нм, и силу подачи, Н, при зенкеровании (развертывании) можно определить по формулам
![]() ;
;
![]() ,
,
где См и Ср – коэффициенты, характеризующие обрабатываемый материал и условия резания; D – диаметр зенкера (развертки), мм; s – подача, мм/об; t – глубина резания (припуск на обработку), мм; xм, yм, uм, xp, yp и up – показатели степеней.
Значения коэффициентов и показателей степеней приведены в соответствующих справочниках.
При зенкеровании стальных заготовок, имеющих σв = 750 Н/мм2, зенкером, оснащенным пластинками из сплава Т15К6, См = 943; хм = 0,75; yм = 0,95; uм = 0,8.
Эффективную мощность, кВт, затрачиваемую на зенкерова-ние (развертывание), определяют по формуле
![]() .
.
Износ зенкеров. Зенкеры обычно изнашиваются по задней поверхности, по передней поверхности (с образованием небольшой лунки), по уголкам и по ленточке (рис. 14.26). За критерий затупления зенкеров из быстрорежущей стали принимают:
а) при обработке конструкционных углеродистых и легированных сталей с охлаждением – износ по задней поверхности hз = = 1,2…1,5 мм;
б) при обработке жаропрочной стали Х18Н9Т с охлаждением – износ по задней поверхности hз = 0,4 мм;
в) для зенкеров, оснащенных пластинками из твердого сплава, за критерий затупления принимают износ по задней поверхности у ленточки; величина допустимого износа приведена в промышленных нормативах.
Например, при обработке хромокремниемарганцовистой стали, имеющей σв =1150…1700 МПа с охлаждением, допустимый износ hз = 0,6 мм.

а) б)
Рис. 14.26. Износ зенкеров: а) быстрорежущего;
б) оснащенного пластинками из твердых сплавов
Рис.
14.27. Износ зубьев развертки

Максимально допустимыми величинами износа разверток из быстрорежущей стали являются hз = 0,6…0,8 мм при обработке углеродистых и легированных машиноподелочных сталей с ох-лаждением и hз = 0,25…0,3 мм при обработке жаропрочной стали Х18Н10Т с охлаждением.
За критерий затупления твердосплавных разверток принимают:
а) при обработке незакаленных машиноподелочных сталей износ по задней поверхности hз = 0,4…0,7 мм;
б) при обработке закаленной стали с σв = 1800 Н/мм2 hз = = 0,4…0,35 мм.
Скорость резания при зенкеровании и развертывании зависит от обрабатываемого материала и материала инструмента, диаметра инструмента D, периода стойкости Т, глубины резания t, подачи s и других факторов.
Скорость резания, м/мин, допускаемая режущими свойствами зенкеров и разверток, определяется по формуле
![]() .
.
Значения коэффициентов, показателей степеней и рекомендуемой стойкости приводятся в справочниках по режимам резания.