

6.5. Питання для самоконтролю
1. У яких випадках похибка встановлення не впливає на точність механічної обробки?
2. Чи впливає похибка базування на показники точності форми поверхонь?
3. Який характер виявлення має похибка базування?
4. За якої умови похибка базування не впливатиме на точність відносного розташування поверхонь?
5. Шляхи зменшення впливу похибки закріплення на точність механічної обробки.
6. Яким чином можна зменшити вплив похибки, що спричиняється неточністю встановлення пристрою на верстат, на сумарну похибку обробки?
7. Шляхи зменшення впливу похибки, що спричиняється зносом установних елементів пристрою, на точність механічної обробки.
8. Чи впливає похибка, що спричиняються пружними деформаціями технологічної системи і дією сил різання, на показники точності форми поверхонь?
9. У яких випадках похибка настроєння не впливає на точність діаметральних розмірів?
10. Чи впливає похибка, що спричиняються геометричною неточністю верстата, на показники точності форми поверхонь?
11. Чи впливає похибка настроєння на точність діаметрального розміру отвору, обробленого розвірчуванням нерегульованою розверткою?
12. Чи впливає похибка, що спричиняються температурними деформаціями технологічної системи, на показники точності форми поверхонь?
13. Шляхи зменшення впливу похибки, що спричиняється температурними деформаціями технологічної системи, на точність обробки.
14. Які елементарні похибки можуть впливати на показники точності форми поверхонь? Наведіть приклади.
6.6. Варіанти задач для індивідуальних завдань
Задача 6.1
Для заданих умов токарної обробки партії заготовок (рис. 6.3) проаналізувати можливість впливу на точність розміру Ø60-0,2 мм таких елементарних похибок:
- похибки базування;
- похибки настроєння;
- похибки, що спричиняється пружними деформаціями елементів системи ВПІД і дією сил різання.
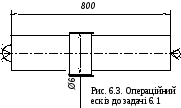
Умови обробки:
- обладнання – токарний верстат з ЧПК;
- різальний інструмент – прохідний різець.
Задача 6.2
Для заданих умов фрезерної обробки партії заготовок (рис. 6.4) проаналізувати можливість впливу на сумарну похибку обробки щодо вимоги паралельності таких похибок:
- похибки базування;
- похибки настроєння;
- похибки, що спричиняється розмірним зносом різального інструмента.
Умови обробки:
- обладнання – вертикально-фрезерний верстат з ЧПК;
-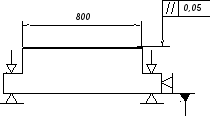 різальний інструмент – торцева фреза.
різальний інструмент – торцева фреза.
Рис.
6.4. Операційний ескіз до
задачі 6.2
Задача 6.3
Для заданих умов токарної обробки партії заготовок (рис. 6.5) проаналізувати можливість впливу на відхилення від циліндричності оброблюваної поверхні таких похибок:
- похибки базування;
- похибки настроєння;
- похибки, що спричиняється геометричною неточністю верстата.
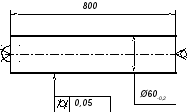
Умови обробки:
- обладнання – токарний верстат з ЧПК;
- різальний інструмент – прохідний різець.
Рис.
6.5. Операційний ескіз до задачі 6.3
Задача 6.4
Для заданих умов токарної обробки партії заготовок (рис. 6.6) проаналізувати можливість впливу на точність розміру Ø65-0,5 таких елементарних похибок:
- похибки закріплення;
- похибки, що спричиняється неточністю виготовлення і складання установних елементів пристрою;
- похибки, що спричиняється розмірним зносом різального інструмента.
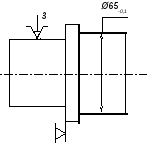
Умови обробки:
- обладнання – токарний верстат з ЧПК;
- різальний інструмент – прохідний різець.
Рис.
6.6. Операційний ескіз до задачі 6.4