

5. Проектирование технологического процесса получения заготовки
5.1. Технологический процесс изготовления отливки
5.1.1. Общие требования
Разработка технологического процесса изготовления отливки включает в себя:
- нанесение на чертёж детали элементов технологии отливки и литейной формы;
- разработка чертежа отливки;
- разработка чертежей литейной формы и модельной оснастки;
- составление операций технологического процесса с описанием основного оборудования и применяемых материалов.
Элементы технологии отливки и литейной формы определены ГОСТ 26645-85. Методика их выбора и расчёта приведена в литературе [2,6].
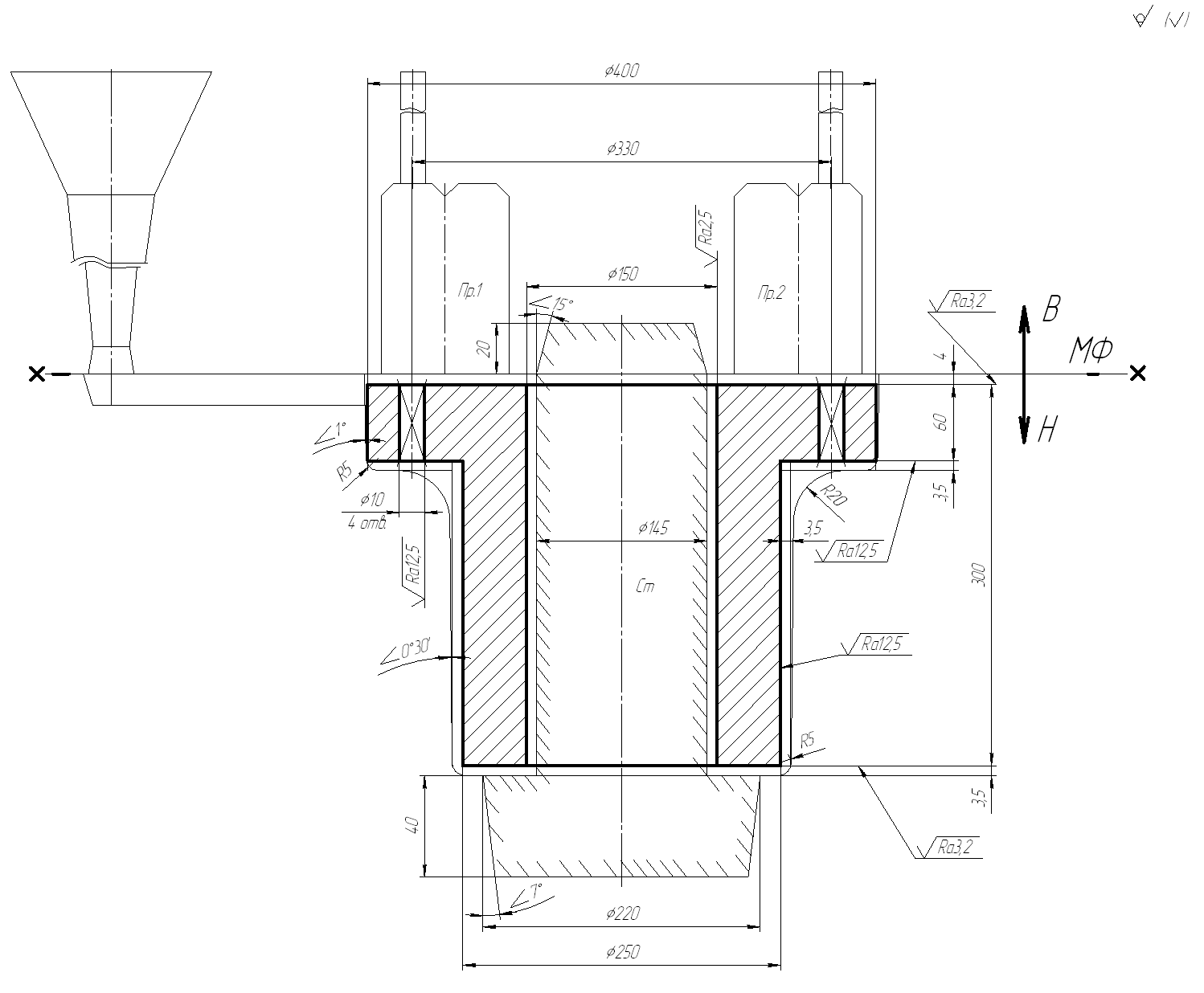
Чертёж элементов литейной формы и отливки выполняется на чертеже детали. Для удобства чтения чертежа элементы технологии могут изображаться цветными линиями: припуски, приливы, напуски - красными; стержни - синими; холодильники – зелёными (рисунок 1,а).
На чертеже отливки тонкими линиями показывают контур детали с нанесением величины припусков. Кроме этого, на чертеже отливки указывают уклоны, радиусы, остатки питателей и прибылей (рисунок 1,б). В технических условиях на отливку записываются точность отливки, требования по твёрдости, допускаемые дефекты и их размеры, возможность замены материала, вид маркировки отливки или детали.
Чертежи формы в сборе, моделей, стержневых ящиков и другой оснастки выполняются на основании чертежа отливки и чертежа элементов литейной формы с учётом требований ГОСТов: модели и ящики металлические – по ГОСТ 21079-75, 21087-75; металлические формы (кокили) - по ГОСТ 16234-70, 16262-70.
После разработки технологии изготовления отливки в курсовой работе описать последовательность операции технологического процесса получения отливки с указанием оборудования, инструмента [6]. Привести составы применяемых формовочных материалов, способов изготовления формы и стержней.
5.1.2. Назначение элементов технологии
Анализ конструкции отливки
Этот этап включает решение вопроса о возможности и целесообразности получения всех поверхностей в отливке. Получение отливки, близкой по форме и размерам к готовой детали экономит металл и уменьшает объём механической обработки. Однако, иногда получение в
а)

б)
Рисунок 1 – Чертежи технологического процесса литья
а) детали с элементами технологи;
б) отливки
отливке таких элементов, как канавки, маленькие буртики и уступы, отверстия малых сечений и отверстия, расположенные не по оси симметрии, невозможно или значительно усложняет процесс изготовления литейной формы и удорожает стоимость отливки. В этом случае целесообразно упростить конструкцию отливки и названные выше элементы не получать при литье.
Разработка чертежа элементов технологии отливки
При разработке чертежа элементов технологии отливки необходимо решить ряд вопросов.
а) Выбор разъёма формы, модели и расположения отливки в форме при заливке металла
Положение отливки в форме и разъём формы должны обеспечивать минимальные затраты на изготовление оснастки, минимальное количество литейных стержней, минимальные припуски на механическую обработку, удобство формовки и извлечение модели из смеси, что обеспечивает минимальную трудоёмкость технологического процесса.
При выборе плоскости разъёма формы руководствуются следующими соображениями [6]:
наиболее ответственные поверхности должны быть в форме нижними или боковыми;
отливку или хотя бы её базовые поверхности для механической обработки желательно располагать в одной полуформе;
количество разъёмов должно быть минимальным, а поверхности разъёмов по возможности плоскими (допускается выбор ступенчатой плоскости разъёма);
для организации направленной кристаллизации металла в отливке тонкие сечения и большие плоскости располагаются в нижней полуформе, а толстые сечения – в верхней;
желательно избегать горизонтального расположения поверхностей большой протяжённости.
Плоскости разъёма модели и формы и только формы обозначают соответственно буквами МФилиФи изображают тонкой линией, оканчивающейся короткой жирной линией вне чертежа с указанием расположения отливки при заливке стрелками с буквенными обозначениями направления «В» и «Н» («верх – низ»).
б) Назначение припусков на механическую обработку
Припуск на механическую обработку предназначен для получения требуемой точности, формы и шероховатости поверхности в соответствии с требованиями чертежа при невозможности обеспечения этих требований при изготовлении заготовки. Припуски устанавливаются по ГОСТ 26645-85. Величина припуска определяется нормами точности заготовки и требуемой точностью размеров, формы и расположения поверхностей детали.
В![]()
![]()
![]()
![]() данной курсовой работе припуски
необходимо назначать на те поверхности,
на которых стоит знак шероховатости.
Требования шероховатости обозначаются знаками
,
или . Значение параметра
шероховатости указывают в обозначении
шероховатости после соответствующего символа, например
данной курсовой работе припуски
необходимо назначать на те поверхности,
на которых стоит знак шероховатости.
Требования шероховатости обозначаются знаками
,
или . Значение параметра
шероховатости указывают в обозначении
шероховатости после соответствующего символа, например ![]() ,
,![]() .
- обозначение поверхностей,
необрабатываемых по данному чертежу.
Если поверхность не обрабатывается по
данному чертежу, припуск на механическую
обработку на неё не назначается.
.
- обозначение поверхностей,
необрабатываемых по данному чертежу.
Если поверхность не обрабатывается по
данному чертежу, припуск на механическую
обработку на неё не назначается.
Величина припуска зависит от материала отливки, габаритного размера, способа изготовления отливки и характера конечной обработки. Упрощённо полный припуск на механическую обработку назначается по таблице 1.
Таблица 1–Величина полного припуска на механическую обработку
|
Габаритный размер поверхности, мм |
Положение при заливке |
Величина припуска, мм для отливок из | ||
|
чугуна |
стали |
цветных сплавов | ||
|
до 120 |
верх |
2,5 |
3,5 |
3,0 |
|
низ, бок |
2,0 |
3,0 |
2,0 | |
|
120 – 250 |
верх |
3,0 |
5,0 |
4,0 |
|
низ, бок |
2,5 |
3,5 |
3,0 | |
|
260 – 500 |
верх |
4,0 |
6,0 |
5,0 |
|
низ, бок |
3,5 |
4,0 |
4,0 | |
|
500 – 800 |
верх |
5,5 |
7,0 |
6,0 |
|
низ, бок |
4,5 |
5,0 |
5,0 | |
Припуск на чертеже показывают тонкой линией или красным карандашом.
в) Назначение формовочных уклонов
Формовочные уклоны служат для удобства извлечения модели из формы и назначаются на те поверхности, которые располагаются вертикально относительно выбранной линии разъёма формы. Величина уклонов зависит от размера поверхности и материала модели. В единичном производстве обычно применяют деревянные модели, в серийном и массовом – металлические. Допускается изготовление моделей из пластмасс. Величина уклонов выбирается по ГОСТ 3212-80. Значения их приведены в таблице 2. Формовочные уклоны на обрабатываемых поверхностях назначаются поверх припуска, на необрабатываемых и несопрягаемых – за счёт симметричного уменьшения и увеличения размера отливки. Уклоны закрашиваются на чертеже элементов литейной формы чёрным карандашом.
Таблица 2 – Величина формовочных уклонов
|
Высота боковой поверхности, мм |
Угол наклона | |
|
деревянная модель |
металлическая, пластмассовая модель | |
|
до 20 |
3° |
1°30' |
|
21 … 50 |
1°30' |
1° |
|
51 … 100 |
1° |
0°45' |
|
101 … 200 |
0°45' |
0°30' |
|
более 200 |
0°30' |
0°30' |
г) Назначение литейных радиусов и рёбер
Литейные радиусы, рёбра и стяжки необходимы для предотвращения образования трещин в местах сопряжения поверхностей.
Значения радиусов определяют по формулам:
для внутренних углов
 ;
;для внешних углов
 ,
,
где S1иS2– толщины сопрягаемых стенок.
Полученные значения радиусов округляют до чисел 3, 5, 8, 10, 15, 20, 25, 30.
Рёбра и стяжки обычно назначают на внутренние углы отливок из сплавов с повышенной усадкой.
д) Использование литейных стержней
Литейные стержни предназначены для получения отверстий, полостей и углублений в отливках, которые невозможно получить формой. Стержни следует проектировать простой конфигурации. Поверхности сложной конфигурации желательно получать несколькими простыми стержнями или одним стержнем, но изготовленным (например, склеенным) из нескольких простых. Длина стержня складываются из длины отверстия и длины стержневых знаков, которые служат для крепления и фиксации стержня в форме. Размеры знаков выбирают по ГОСТ 3606-80 (рисунок 2).
В целях предотвращения спекания смесей в отверстиях приняты следующие минимальные размеры отверстий, которые целесообразно получать стержнями: в отливках из стали – 30 мм, из чугуна – 15 мм, из цветных легкоплавких сплавов – 10 мм при длине отверстия до 20 мм и толщине стенки до 30 мм. При увеличении толщины стенки и длины отверстия в два и более раза минимальные диаметры получаемых отверстий увеличивают на 30…50%. При литье по выплавляемым моделям и под давлением проливаются отверстия с минимальным диаметром 3…5 мм и длиной не более 1,5 диаметров.


а)
Рисунок 2 – Знаки стержней
Длина горизонтальных знаков стержней определяется по таблице 3. Высота нижних вертикальных знаков стержней определяется по таблице 4, а высота верхних вертикальных знаков принимается не более 0,5 от высоты нижних вертикальных знаков.
Формовочные уклоны знаковых частей стержня принимаются по таблице 5, а зазоры между знаковыми поверхностями формы и стержня по таблице 6.
Стержни изображают сплошной тонкой линией или синим карандашом в масштабе чертежа, в разрезе штрихуют вдоль контурной линии штрихами (расстояние между штрихами в 2 раза больше, чем при штриховке металлов). Контуры стержней и знаков наносятся на минимальном, но достаточном для разработки модельного комплекта, числе изображений (проекций). Стержни обозначаются буквами «Ст», а если их несколько, то и порядковыми номерами, например Ст1, Ст2 и т.д.
Стержень для получения отверстий или углублений может быть заменён «болваном», если отношение диаметра отверстия или углубления к его высоте в одной полуформе менее 1. Минимальный диаметр основания земляного «болвана» – 20 мм. Применение земляных «болванов» обязательно в массовом и крупносерийном производствах.
Таблица 3 – Длина горизонтальных знаков стержней
|
Диаметр или половина периметра стержня, мм |
Тип формы |
Длина знака, мм, не более при длине стержня, мм | |||||||
|
До 50 |
50 – 80 |
81 – 120 |
121 – 180 |
181 – 250 |
251 – 315 |
316 – 400 |
401 – 500 | ||
|
|
Ф1 |
20 |
25 |
30 |
35 |
– |
– |
– |
– |
|
До 30 |
Ф2 |
15 |
20 |
30 |
35 |
– |
– |
– |
– |
|
|
Ф3 |
10 |
15 |
20 |
35 |
– |
– |
– |
– |
|
|
Ф1 |
20 |
25 |
30 |
35 |
45 |
50 |
– |
– |
|
30 – 50 |
Ф2 |
20 |
25 |
30 |
35 |
40 |
45 |
– |
– |
|
|
Ф3 |
10 |
15 |
20 |
30 |
35 |
– |
– |
– |
|
|
Ф1 |
20 |
25 |
30 |
40 |
50 |
55 |
60 |
70 |
|
51 – 80 |
Ф2 |
20 |
25 |
30 |
35 |
40 |
45 |
– |
– |
|
|
Ф3 |
10 |
15 |
20 |
25 |
30 |
35 |
35 |
40 |
|
|
Ф1 |
20 |
25 |
35 |
45 |
55 |
60 |
70 |
– |
|
81 – 120 |
Ф2 |
25 |
30 |
35 |
40 |
45 |
50 |
55 |
60 |
|
|
Ф3 |
15 |
20 |
30 |
30 |
35 |
40 |
40 |
45 |
|
Примечание: Ф1– сырая форма; Ф2– сухая форма; Ф3– форма, твердеющая в контакте с оснасткой | |||||||||
Таблица 4 – Высота нижних вертикальных знаков стержней для
сырых, сухих и твердеющих в контакте с оснасткой форм
|
Диаметр или половина периметра стержня, мм |
Высота знака, мм, не более при длине стержня, мм | |||||||
|
До 50 |
50 –80 |
81 – 120 |
121 – 180 |
181 – 250 |
251 – 315 |
316 – 400 |
401 – 500 | |
|
До 30 |
20 |
30 |
30 |
– |
– |
– |
– |
– |
|
30 – 50 |
20 |
35 |
35 |
35 |
50 |
60 |
60 |
70 |
|
51 – 80 |
25 |
35 |
35 |
35 |
40 |
50 |
60 |
70 |
|
81 – 120 |
25 |
35 |
35 |
35 |
40 |
50 |
60 |
70 |
|
121 – 180 |
30 |
35 |
35 |
35 |
35 |
40 |
50 |
60 |
|
181 – 250 |
30 |
35 |
35 |
35 |
35 |
40 |
50 |
60 |
|
251 – 315 |
35 |
35 |
35 |
35 |
35 |
40 |
50 |
60 |
|
316 – 400 |
40 |
40 |
40 |
40 |
40 |
40 |
40 |
50 |
Таблица 5 – Формовочные уклоны знаковых частей стержня
|
Высота знака, мм |
α |
β |
α1 |
Высота знака, мм |
α |
β |
α1 |
|
градусы |
градусы | ||||||
|
До 30 |
10 |
15 |
4 |
81 – 120 |
6 |
8 |
2 |
|
30 – 50 |
7 |
10 |
3 |
121 – 180 |
5 |
6 |
1 |
|
51 – 80 |
6 |
8 |
2 |
181 – 250 |
5 |
6 |
0 |
Таблица 6 – Зазоры между знаковыми поверхностями формы и стержня
|
Высота знака, мм |
Тип модельного комплекта |
Зазор S1, мм, при длине стержня, мм | |||||||
|
До 50 |
50 – 80 |
81 – 120 |
121 – 180 |
181 – 250 |
251 – 315 |
316 – 400 |
401 – 500 | ||
|
До 30 |
К1 |
0,2 |
0,2 |
0,3 |
0,3 |
0,4 |
0,4 |
0,5 |
0,5 |
|
К2 |
0,3 |
0,4 |
0,4 |
0,5 |
0,6 |
0,6 |
0,7 |
0,7 | |
|
К3 |
0,5 |
0,6 |
0,7 |
0,8 |
0,9 |
1,0 |
1,1 |
1,2 | |
|
К4 |
0,8 |
0,9 |
1,1 |
1,2 |
1,4 |
1,6 |
1,8 |
2,0 | |
|
30 – 50 |
К1 |
0,3 |
0,3 |
0,4 |
0,4 |
0,5 |
0,5 |
0,6 |
0,6 |
|
К2 |
0,4 |
0,5 |
0,6 |
0,6 |
0,7 |
0,8 |
0,8 |
0,9 | |
|
К3 |
0,7 |
0,8 |
0,9 |
1,0 |
1,1 |
1,3 |
1,4 |
1,5 | |
|
К4 |
1,2 |
1,3 |
1,5 |
1,6 |
1,8 |
2,0 |
2,2 |
2,4 | |
|
51 – 80 |
К1 |
0,3 |
0,3 |
0,4 |
0,4 |
0,5 |
0,5 |
0,6 |
0,6 |
|
К2 |
0,5 |
0,6 |
0,6 |
0,7 |
0,8 |
0,8 |
0,9 |
0,9 | |
|
К3 |
0,8 |
0,9 |
1,0 |
1,1 |
1,2 |
1,3 |
1,4 |
1,5 | |
|
К4 |
1,3 |
1,4 |
1,6 |
1,7 |
1,9 |
2,1 |
2,3 |
2,5 | |
|
81 – 120 |
К1 |
0,3 |
0,3 |
0,4 |
0,4 |
0,5 |
0,5 |
0,6 |
0,6 |
|
К2 |
0,5 |
0,6 |
0,6 |
0,7 |
0,8 |
0,8 |
0,9 |
0,9 | |
|
К3 |
0,8 |
0,9 |
1,0 |
1,1 |
1,2 |
1,4 |
1,5 |
1,6 | |
|
К4 |
1,3 |
1,5 |
1,6 |
1,8 |
2,0 |
2,1 |
2,3 |
2,5 | |
|
Зазор S2 |
К1 |
0,3 |
0,4 |
0,4 |
0,5 |
0,6 |
0,6 |
0,7 |
0,7 |
|
К2 |
0,5 |
0,6 |
0,7 |
0,8 |
0,9 |
1,0 |
1,1 |
1,2 | |
|
К3 |
0,8 |
0,9 |
1,1 |
1,2 |
1,4 |
1,6 |
1,8 |
2,0 | |
|
К4 |
1,2 |
1,5 |
1,7 |
2,0 |
2,3 |
2,6 |
2,8 |
3,1 | |
|
Примечания:
| |||||||||
е) Назначение элементов литниковой системы
Элементы литниковой системы – питатели, шлакоуловитель, стояк, воронка или литниковая чаша, а также прибыли и выпора – наносятся на чертёж элементов формы тонкой (или красной) линией в масштабе детали с указанием необходимых размеров. Остатки питателей указываются на чертеже отливки и изображаются прямой линией, если питатели удаляются механическим резанием, волнистой линией – при огневой резке или обламыванием.
Для расчёта элементов литниковой системы используют соотношение:
для чугунных отливок Fпит:Fшл:Fст= 1:1,1:1,3;
для стальных отливок Fпит:Fшл:Fст= 1:1,1:1,2.
Минимальное сечение питателей составляет 1 см2для чугунных отливок и 1,5 см2– для стальных. Суммарное сечение питателей выбирается в зависимости от массы отливки (таблица 7).
Таблица 7 – Определение суммарного сечения питателей
|
Масса отливки, кг |
Суммарная площадь питателей, см2 | |
|
чугун |
сталь | |
|
до 3 |
1,0 |
1,5 |
|
свыше 3 до 7 |
1,5 |
2,0 |
|
свыше 7 до 12 |
2,0 |
2,5 |
|
свыше 12 до 20 |
2,5 |
3,0 |
|
свыше 20 до 50 |
3,0 |
4,5 |
|
свыше 50 до 100 |
4,0 |
6 |
Длина питателя обычно выбирается в пределах 10…50 мм. Размеры и форма шлакоуловителя и питателей в зависимости от площади поперечного сечения приведены в таблицах 8 и 9 соответственно. Форма и размеры литниковой чаши и воронки приведены на рисунках 3 и 4, а прибылей – на рисунке 5.
Если в литейной форме предусматривается получение нескольких отливок, то при расчёте элементов литниковой системы необходимо учитывать суммарную массу отливок и количество питателей.
Таблица 8 - Размеры шлакоуловителей
|
|
Fш, см2 |
a |
b |
h |
|
мм | ||||
|
1,0 |
11/– |
8/– |
11/– | |
|
1,3 |
12/11 |
10/8 |
12/14 | |
|
1,6 |
14/12 |
10/9 |
14/15 | |
|
2,0 |
15/15 |
12/10 |
15/17 | |
|
2,5 |
16/15 |
13/11 |
16/19 | |
|
3,2 |
18/16 |
14/12 |
18/21 | |
|
4,0 |
22/18 |
18/13 |
22/25 | |
|
5,0 |
24/22 |
19/16 |
24/27 | |
|
6,3 |
26/24 |
20/18 |
26/30 | |
|
8,0 |
30/26 |
27/19 |
30/35 | |
|
10,0 |
34/30 |
28/22 |
33/38 | |
|
12,5 |
38/34 |
30/26 |
38/43 | |
|
16,0 |
42/38 |
34/29 |
42/48 | |
|
20,0 |
48/42 |
38/32 |
48/52 | |
|
Примечание. В числителе приведены значения при h=a, в знаменателе приh=1,25a | ||||

Таблица 9 - Размеры трапецеидальных питателей
|
|
Fп, см2 |
a, мм, приh, мм |
b, мм, приh,мм | ||||||||
|
3 |
5 |
8 |
12 |
16 |
3 |
5 |
8 |
12 |
16 | ||
|
0,3 |
11 |
7 |
– |
– |
– |
9 |
5 |
– |
– |
– | |
|
0,5 |
18 |
11 |
8 |
– |
– |
16 |
9 |
5 |
– |
– | |
|
0,7 |
25 |
16 |
10 |
– |
– |
22 |
12 |
8 |
– |
– | |
|
0,9 |
31 |
19 |
12 |
– |
– |
29 |
17 |
10 |
– |
– | |
|
1,0 |
35 |
21 |
13 |
– |
– |
32 |
19 |
10 |
– |
– | |
|
1,2 |
41 |
25 |
15 |
– |
– |
39 |
22 |
12 |
– |
– | |
|
1,4 |
48 |
29 |
18 |
12 |
– |
45 |
26 |
15 |
9 |
– | |
|
1,8 |
61 |
37 |
22 |
15 |
12 |
59 |
34 |
19 |
12 |
9 | |
|
2,2 |
75 |
45 |
31 |
19 |
15 |
72 |
42 |
25 |
16 |
12 | |
|
2,5 |
85 |
51 |
31 |
21 |
16 |
82 |
49 |
28 |
18 |
13 | |
|
3,0 |
95 |
57 |
39 |
25 |
19 |
92 |
54 |
36 |
22 |
16 | |



Рисунок 3 - Воронка Рисунок 4 - Литниковая чаша

Рисунок 5 – Прибыли:
а) открытая; б) закрытая; в) боковая