

Выбор оборудования, приспособлений и инструмента
При выборе оборудования для каждой технологической операции и его обосновании необходимо особое внимание обращать на соответствие габаритов рабочего пространства станка
справочной литературе [12, с. 282].
Сила
резания равна (Н)
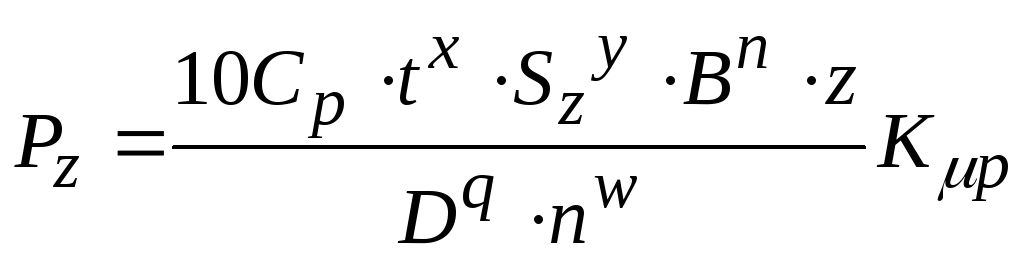 .
.
Значения Ср и показатели степени выбираются из [12, табл. 41, с. 291]; Kp – [12, табл. 9, с. 269].
Ср=825;
х=1,0;
у=0,75;
u=1,1;
q=1,3;
w=0,2;
![]() .
.
![]() Н.
Н.
Мощность резания
![]() кВт.
кВт.
з) Мощность привода станка 6Р13:
Nэд=10 кВт; при КПД =0,75 имеем
Nпр=Nэд 0,75=100,75=7,5 кВт.
Nпр Nэ, следовательно, обработка при выбранных режимах возможна.
Нормирование проводится по приближенной методике.
Штучно калькуляционное время Тшт.к, в минутах на операцию
![]() , (5)
, (5)
где Тп.з – подготовительно-заключительное время на операцию, мин; пдет – число деталей в партии, шт.; Тшт – штучное время на операцию, мин.
Подготовительно-заключительное время зависит от типа и размера станка, применяемых приспособлений и количества режущих инструментов. Нормативы этого времени приводятся в таблицах (прил. 2).
Норма штучного времени на операцию
![]() , (6)
, (6)
где Тшт– технологическое (основное) время, мин;Тв– вспомога-
диаметром D=250 мм с числом зубьев z=8. Геометрические параметры фрезы: =60°; 0=30°; 1=15°; =+5°; =-5°; =12°.
а) Назначаем глубину резания t и подачу S, припуск снимаем за один рабочий ход: t=П=1,5 мм. Для достижения шероховатости Rz=16 мкм при 1=5° и в >700 МПа – рекомендуется подача S=1+0,7 мм/об. Выбираем S=1 мм/об. Подача на зуб фрезы составит Sz= S / z =0,125 мм/зуб.
б) Для фрезы с D=250 мм назначаем период стойкости Т=240 мин.
в) Определяем скорость резания v (м/мин), принимая ширину заготовки b равной ширине фрезерования B.
Скорость резания – окружная скорость фрезы, м/мин
![]() .
(4)
.
(4)
По справочнику [2] находим значения коэффициентов Сv=332; q=0,2; m=0,2; х=0,1; у=0,4; u=0,2; р=0.
Для стали 35ХМ поправочный коэффициент Кv=750/в=750/780=0,96.
![]() м/мин.
м/мин.
г) Определяем частоту вращения шпинделя станка:
![]() мин
-1.
мин
-1.
Корректируем частоту вращения шпинделя по паспортным данным станка: п=300 мин -1.
Определяем действительную скорость резания vд
![]() м/мин.
м/мин.
в) Определяем минутную подачу:
![]() =
0,1258300=300
мм/мин.
=
0,1258300=300
мм/мин.
Корректируем минутную подачу по паспортным данным станка: Sм=300 мм/мин.
ж) Определяем мощность, затрачиваемую на резание по
размеров детали, на технологические возможности станка, степень использования установленной мощности двигателя, уровень автоматизации и габариты, а также на его соответствие типу производства. Более подробные рекомендации по выбору оборудования в [13, с. 50-61]. Технические характеристики металлорежущих станков в [5, с. 179-238], [2, с. 208-225, с. 336-364, 467-484, 522-530, 581-604].
При выборе приспособлений необходимо стремиться к возможно более широкому использованию принадлежностей к станкам и специальные приспособления применять только в случаях, когда нельзя иначе изготовить деталь. В курсовой работе приводится только схема специального приспособления и дается его краткое описание. В нем обосновывается выбор установочной базы, вид и число установочных элементов, тип зажимных устройств, а также вид направляющих устройств для инструмента [3, с. 207-231].
При выборе режущего и вспомогательных инструментов необходимо стремиться к использованию таковых в стандартном исполнении [2, с. 162-208, 271-336, 431-467, 505-522, 553-579] и только в случае невозможности обработки поверхности стандартным инструментом применять специальный. Мерительный инструмент выбирается по рекомендациям [2, с. 134-158].