

3.4. Транспортное обеспечение сборочных работ
В сборочных цехах вагоностроительного производства из транспортных средств наибольшее распространение получили мостовые электрические краны. Это поясняется тем, что при сборке вагонных конструкций приходится перемещать значительное количество крупногабаритных тяжелых сборочных элементов. Кроме того, мостовые краны обладают значительными преимуществами перед другими видами транспорта, заключающимися в том, что они являются одновременно и подъемным и транспортным оборудованием, могут подавать груз практически в любую точку пролета, не занимают площади цеха.
Для обеспечения бесперебойной работы всех рабочих мест цеха весьма важно определить оптимальное число мостовых кранов, непосредственно участвующих в сборочном процессе. Недостаточное число кранов может привести к простою рабочих мест и срыву такта выпуска. Избыточные краны приведут к увеличению себестоимости продукции цеха.
Исходной технической документацией для расчета числа мостовых кранов является технологический процесс изготовления изделия и план участка цеха.
Расчет необходимого числа мостовых кранов ведется методом последовательных приближений.
Сначала, исходя из веса перемещаемых сборочных элементов или изделия и ширины пролета, по каталогу выбирается тип мостового крана и его грузоподъемность.
Ориентировочно на каждые 100 м длины пролета назначается по одному мостовому крану.
Из карт технологического процесса выбираются все переходы, выполняемые с участием мостового крана, и составляется таблица крановых операций.
Таблица 3
П еречень
крановых операций.
еречень
крановых операций.
|
№ п/п |
Содержание крановой операции. |
Путь |
Время | ||
|
моста, м |
тележки, м |
загрузки, мин |
разгрузки, мин | ||
|
1 |
Подать зетовый профиль на рольгант дробеструйной установки. |
0 |
2,5 |
1,5 |
0,5 |
|
2 |
Повторить 1 пер. 1 раз для второго зета. |
0 |
5 |
1,5 |
0,5 |
|
3 |
Переместить зет на склад. |
14 |
2,5 |
1,5 |
0,5 |
|
4 |
Повторить 3 пер. для второго зета. |
0 |
5 |
1,5 |
0,5 |
|
5 |
Подать зет на газорезку. |
13 |
2,5 |
1,5 |
0,5 |
|
6 |
Повторить 5 пер. 1 раз для второго зета. |
26 |
2,5 |
1,5 |
0,5 |
|
7 |
Подать зет в стенд для сборки. |
0 |
2,5 |
1,5 |
0,5 |
|
8 |
Повторить 7 пер. для второго зета. |
0 |
5 |
1,5 |
0,5 |
|
9 |
Передать хребтовую балку в стенд для сварки. |
13 |
0 |
1,5 |
0,5 |
|
10 |
Передать хребтовую балку в стенд для газорезки и сборки. |
13 |
0 |
1,5 |
0,5 |
|
11 |
Передать хребтовую балку в стенд для сверления. |
0 |
2,5 |
1,5 |
0,5 |
|
12 |
Передать хребтовую балку в сборочный стенд. |
13 |
2,5
|
1,5 |
0,5 |
|
13 |
Подать хребтовую балку в стенд для сварки продольного шва. |
13 |
0 |
1,5 |
0,5 |
|
14 |
Подать хребтовую балку на склад готовых изделий. |
13 |
0 |
1,5 |
0,5 |
|
|
ИТОГО |
118 |
32,5 |
21 |
7 |

Время занятости крана при изготовлении 1 хребтовой балки:
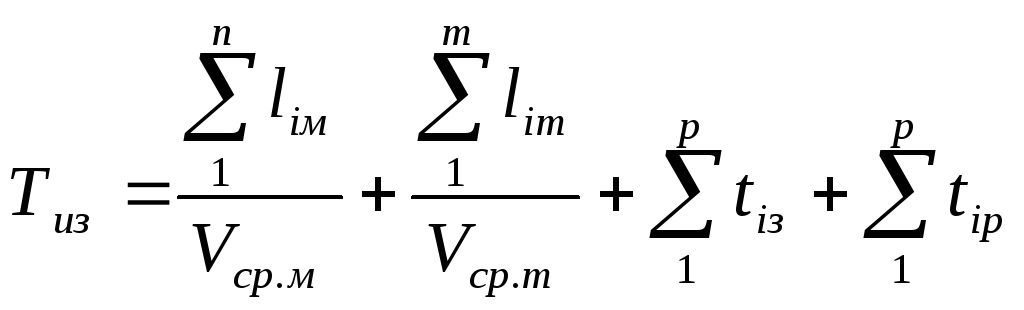
n – число крановых операций, выполняемых перемещением моста;
m - число крановых операций, выполняемых перемещением тележки;
![]() -
путь моста при выполнении i–й
операции;
-
путь моста при выполнении i–й
операции;
![]() -
путь тележки при выполнении i–й
операции;
-
путь тележки при выполнении i–й
операции;
P – общее число крановых операций при изготовлении изделия;
![]() -
время на загрузку и разгрузку крана при
выполнении i-й
операции соответственно;
-
время на загрузку и разгрузку крана при
выполнении i-й
операции соответственно;
![]() ,
,![]() -
средние скорости перемещения моста и
тележки.
-
средние скорости перемещения моста и
тележки.
![]()
![]()
![]() ,
,![]() -
максимальные скорости перемещения
моста и тележки, принимаемые по паспортным
данным крана.
-
максимальные скорости перемещения
моста и тележки, принимаемые по паспортным
данным крана.
![]()
Определяем необходимое расчетное число мостовых кранов в первом приближении:
![]()
![]() -
коэффициент, учитывающий простой крана
из-за ремонта (
-
коэффициент, учитывающий простой крана
из-за ремонта (![]() =
0,97 при 2-х сменном режиме работы).
=
0,97 при 2-х сменном режиме работы).
![]()
Расчетное число кранов округляем до большего целого числа: К=1.
Определяем коэффициент загрузки крана по времени:
![]()
Для сборочных цехов коэффициент загрузки крана по времени должен быть в пределах:
![]() .
.