

Особенностью технологической последовательности обработки любого изделия является выбор методов его обработки по отдельным узлам. Методы обработки выбирают на основании требований нормативно-технической документации, повышения производительности труда, улучшения качества изделия с учетом современной технологии, оборудования и средств малой механизации.
Основными обрабатываемыми узлами предлагаемой модели детских пальто являются соединение воротника с изделием, обработка борта изделия и соединение отлетной и не отлетной понизу подкладки.
Технологические процессы изготовления одежды характеризуются многообразием, дискретностью и широкой дифференциацией, что требует большего числа различного оборудования, приспособлений и инструментов.
Большое значение в отношении совершенствования технологии имеет выполнение сборочно-соединительных операций на машинах полуавтоматического и автоматического действия; применение малооперпционнной технологии, которая позволяет за один прием выполнить несколько сборочно-соединительных операций; применение клеевых способов для соединения деталей, что предопределяет использование параллельных и параллельно – последовательных методов обработки.
Обработка борта. После обработки полочек и отрезных подбортов их соединяют, обтачивая борт подбортом. Для изделий на подкладке это одна из наиболее ответственных операций, от которой во многом зависит внешний вид изделия. Сложность операции заключается в необходимости прокладывания ровных строчек по криволинейным участкам борта и его нижнего угла. Кроме того, необходимо обеспечить одинаковую посадку подборта на правой и левой полочках, средней части подборта и нижнем углу борта. Величина посадки зависит от свойств используемых материалов и конструкции изделия.
Чтобы обеспечить точность обтачивания, на полочках с использованием лекала наносят линии обтачивания участков угла и края лацкана, нижнего угла борта. Борт обтачивают подбортом со стороны полочки в направлении от угла лацкана к углу борта. Борта обтачивают строго по намеченным линиям, ширина шва обтачивания 5-7 мм.
После обтачивания бортов на обеих полочках проверяют длину шва обтачивания на участках уступа, края лацкана и борта, низа борта. Припуски шва обтачивания разутюживают на прессе со специальными узкими подушками или утюгом на специальной узкой колодке с зауженными концами. Эта операция облегчает последующее выправление края борта и образование канта.
Затем подрезают припуски шва обтачивания, ширина которых зависит от способа обработки бортов, если требуется по модели, припуски шва обтачивания можно не подрезать. При выполнении данной операции можно использовать специальную машину, которая позволяет исключить ручные операции (нанесение линии шва обтачивания и подрезание припусков на швы). AMF REECE Autojig - включающий микропроцесор, для стачивания всех видов деталей – размером от 250 – 1400 мм. Система стачивания машины позволяет операторам быстро и аккуратно стачивать крупные и мелкие детали с применением прижимных шаблонов – без высоких затрат и трудоёмкой переналадки. Перемещение шаблона от механизма машины осуществляется роликом. На машине имеется устройство для выталкивания шаблона, после выполнения операции. Возможность выполнения уплотнения стежка на углах, вначале и в конце изделия. Возможность отключения ножа, через пульт управления. Осуществляется отсос обрези, со сбросом в бункер. Ширина обрезки материала от строчки – может быть 4,8 мм (стандартное исполнение) или 3,2 или 6,4 мм – по заказу. На машине установлен микропроцессор; 6 программ на разные виды клапанов, воротников, хлястиков, бортов пиджака, жакета, пальто. Для данной операции можно рекомендовать и другую машину PFAFF 3822-1/44 - интегрированное рабочее место для стачивания подборта с бортом мужских пиджаков, пальто, костюмов.С одновременной ступеньчатой обрезкой и посадкой, нижний и верхний дифференциальный транспортер, подъем лапки, обрезка нитки, превосходное качество благодаря ступеньчатой обрезке нижнего и вехнего слоя материала соответсвенно 6,5 и 3,5 мм, получение посадки без предварительного приметывания подбортов к полочке, изящное выполнение углов лацкана за счет уплотнения стежков на закруглениях и поворотах. Требует сжатый воздух.
Последовательность дальнейшей обработки бортов зависит от модели изделия. Нижний край борта в изделии с притачной понизу подкладкой обтачивают одновременно с обтачиванием борта. Борта и низ изделия приутюживают на прессе с универсальными подушками или утюгом. При этом окончательно фиксируется форма борта и закрепляется выправленный кант. Затем по краю борта прокладывают отделочную строчку на расстоянии от края борта, предусмотренном моделью. Отделочная строчка закрепляет кант по краю борта и обеспечивает устойчивость борта во время эксплуатации одежды. В большинстве случаев отделочную строчку выполняют после соединения воротника с изделием, прокладывая ее, не прерывая строчки вдоль края воротника и борта. Для сокращения времени на выполнения отделочной строчки рекомендуется использовать специальные машины. Например, PFAFF 2481- 2/01- 980/30 BS N3,5 - 1-о игольная, специальная швейная машина челночного стежка с нижним и игольным транспортом, для прокладывания отделочных строчек на воротниках, манжетах, клапанах. Автоматическое распознавание кромки с помощью сенсора, программируемая ограничительная линейка делает возможным свободный выбор расстояния до кромки от 1 до 18,5 мм, возможность выполнения многочисленных параллельных швов на выбранном расстоянии, различная острота углов легко изменяется через предварительный выбор на панели управления дисплея, 15 программ с 15 соответствующими отрезками шва, современная панель управления с активным дисплеем в поле зрения швеи, простой выбор программ для различного использования изображение в картинках (рисунок 10 а).



Рисунок 10 – Способы крепления бортовых краев: а) с отделочной строчкой; б) с помощью специальной машины; в) с помощью клеевой пленки
При обработке борта без отделочной строчки («чистого края» борта) край борта закрепляют ниточными способами на специальной машине потайного стежка или на стачивающей машине, либо клеевым способом с использованием клеевой нити, клеевой сетки или клеевой паутинки.
Припуски шва обтачивания борта настрачивают на полочку на участке лацкана и на подборт — на участке борта в изделиях с отворотами. Перед настрачиванием припусков шов обтачивания не разутюживают. В изделиях с застежкой доверху припуск шва обтачивания настрачивают на подборт по всей длине. Работу выполняют на стачивающей машине, строчку прокладывают на расстоянии 1-2 мм от строчки обтачивания. После этого борт выметывают и приутюживают.
Клеевую сетку или паутинку шириной 10-15 мм крепят к припускам шва обтачивания борта с изнаночной стороны полочки в процессе обтачивания или после него. В первом случае клеевой материал подкладывают непосредственно под выполняемую строчку обтачивания. После обтачивания борта сетку или паутинку крепят к припускам выполненного шва на стачивающей машине или утюгом с использованием фторопластовой пленки в качестве проутюжильника (рисунок 10 в).
Клеевую нить прокладывают на стачивающей машине, заправив ее в шпульку челнока. Нить прокладывают по шву обтачивания борта, располагая ее со стороны полочки. После прокладывания клеевых материалов борта выметывают. Окончательное закрепление подборта клеевыми материалами происходит в процессе прессования бортов. Обработанные борта прессуют или приутюживают утюгом. Для выполнения данной операции целесообразно использовать специально предназначенный для бортов верхней одежды гладильный пресс JUKI JSN 2230.
Обработка воротника и соединение его с горловиной. При изготовлении изделий с подкладкой, обрабатывая воротники, чаще всего соблюдают такую последовательность: обработка нижнего воротника, обработка верхнего воротника, соединение верхнего воротника с нижним. Затем готовый воротник соединяют с горловиной изделия. В зависимости от модели, вида изделия, свойств используемых материалов указанная последовательность может изменяться.
При обработке нижнего воротника стачивают его дублированные составные детали. Если нижний воротник выкраивают со швом посередине, то для уменьшения толщины сначала целесообразно стачать части нижнего воротника, разутюжить шов стачивания, а затем продублировать нижний воротник клеевым прокладочным материалом.
При необходимости нижний воротник подвергают формованию на прессе с объемными подушками или утюгом. Верхний воротник при необходимости формуют, оттягивая по стойке и отлету.
Подготовленные верхний и нижний воротники соединяют по концам и отлету обтачным швом, припосаживая материал верхнего воротника в углах. Подрезают припуски швов обтачивания в углах, воротник вывертывают на лицевую сторону и выправляют углы. Для качественного выполнения данной операции можно применить специализированную машину JUKI Japsew А-9000, которая предназначена для обтачки/заготовки (стачивание с обрезкой края материала по шаблону) клапанов кармана, воротников, манжет и др. Машина позволяет обрабатывать детали любой необходимой формы. Прямой привод главного вала головки и раздельный привод ножа, ход шаблонов контролируется шаговыми моторами, пневматика контролируется процессорами. Максимальная скорость 3000 ст./мин., потребление воздуха 0,75л/мин., увеличенный челнок, встроенный стабилизатор напряжения.
Готовый воротник приутюживают, образуя кант по отлету и уступам из ткани верхнего воротника.
Обработанный воротник должен иметь ровные края, форму размеры, предусмотренные конструкцией, симметричные концы, а на тканях с рисунком должна быть выдержана симметрично рисунка.
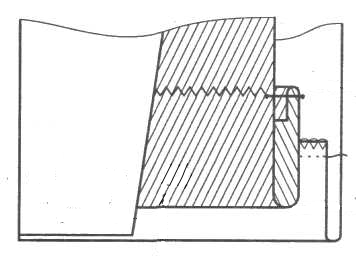
Соединение воротника с изделием на подкладке. К верхнему срезу подборта притачивают обтачку по спинке, швы разутюживают. Сначала соединяют верхний воротник с подбортами по линиям раскепа и обтачкой по спинке. Соединение выполняют стачным швом вразутюжку. Затем втачивают нижний воротник в горловину изделия, используя стачной шов. При этом нижний воротник припосаживают над плечевыми швами на участках длиной 20-30 мм горловины полочек и спинки, а горловину полочек припосаживают на участке длиной 30-40 мм до линии перегиба лацкана. Степень посадки зависит от конструкции изделия и свойств используемых материалов. Для качественного выполнения данной операции можно использовать машины с частыми стежками и новой системой опускания плунжера - Strobel 218D. Она фиксирует начало и окончание шиться и позволяет изменять параметры стежка во время шитья без ухудшения ее качества.
При использовании стачного шва соединение раскепов втачивание нижнего воротника выполняют одной строчкой, начиная с левого борта и заканчивая на правом. Строчку прокладывают со стороны воротника. Ширина шва 7-10 мм. Припуски швов стачивания раскепов и шва втачинания нижнего воротника разутюживают. Припуски шва втачивания на концах воротника высекают. С припуска шва втачивания срезают излишки прокладки нижнего и верхнего воротников, оставляя 1-2 мм до строчки шва втачивания. Разутюженные припуски швов раскепов соединяют с разутюженными припусками шва втачивания нижнего воротника на стачивающей машине, или с использованием клеевой паутинки. Затем верхний воротник закрепляют на нижний по линии сгиба стойки, закрепляя припуск на сгиб стойки верхнего воротника, на специальной машине и сохраняют вплоть до окончательной отделки изделия.

Рисунок 11 - Соединение воротника с изделием
Соединение изделия с подкладкой. Способ соединения подкладки с изделием в значительной степени зависит от способа обработки низа изделия. В разработанных моделях применяются различные способы обработки изделий по низу – с отлетной и притачной подкладкой.
В изделиях с отлетной по низу подкладкой соединение подкладки с изделием выполняют после того как основные детали изделия обработаны и соединены, застежка обработана, воротник и рукава втачаны. Необработанными остались внутренние срезы подбортов, срез горловины верхнего воротника, нижние срезы изделия и рукавов. На подкладке детали обработаны и соединены, рукава подкладки втачаны. Срезы бортов, горловины, низа подкладки, срезы низа подкладки рукавов не обработаны.
Изделие раскладывают на столе изнаночной стороной вверх. На него изнаночной стороной вниз укладывают подкладку, совмещая боковые и плечевые швы подкладки и изделия. На подкладке и изделии проставляют контрольные знаки по линиям соединения подкладки с подбортами и воротником. Подкладку складывают с подбортами и верхним воротником лицевыми сторонами, совмещают срезы и контрольные знаки. Притачивают подкладку к подбортам и верхнему воротнику. Строчку прокладывают по подкладке, начиная от низа левой полочки. Ширина шва притачивания 10 мм. Затем соединяют припуски шва втачивания нижнего воротника (рисунок 12) с припусками шва притачивания подкладки к верхнему воротнику. Припуски стачивают, прокладывая строчку со стороны изнанки подкладки на расстоянии 7-9 мм от уравненных срезов припусков.

Рисунок 12 - Соединение подкладки к обтачке, строчка закрепления шва притачивания обтачки к припуску шва втачивания нижнего воротника в горловину
Подкладку притачивают к рукавам. Для этого рукава вывертывают на изнаночную сторону. Совмещают швы рукава и подкладки рукава и уравнивают срезы припуска подгиба низа рукава и низа подкладки. Притачивают подкладку рукава к припуску подгиба низа рукава. Строчку прокладывают по рукаву. Ширина шва 10 мм. В рукавах с манжетами подкладку рукавов притачивают к подкладке манжет. Припуск подгиба низа рукава закрепляют на припусках передних и локтевых швов двойной обратной строчкой длиной 8-10 мм. Припуски локтевых швов подкладки рукава прикрепляют к припуску локтевого шва рукава. Для этого уравнивают локтевые швы рукава и подкладки рукава и прокладывают строчку длиной 80-100 мм по припускам локтевых швов рукава и подкладки рукава. Строчку начинают на расстоянии 30-70 мм от низа рукава. Строчку прокладывают со стороны подкладки. Рукава вывертывают на лицевую сторону и выправляют. Соединяют припуски швов втачивания рукава и подкладки рукава. Соединение припусков производят на стачивающей или специальной разметочной машине на верхнем и нижнем участках проймы длине 80-100 мм. В изделиях с плечевыми накладками верхнюю часть проймы подкладки притачивают к отрезку ткани, предварительно настроченному на плечевую накладку. При выполнении части данной операции можно сократить время, предусмотренное на соединение припусков подгиба низа с подкладкой с помощью использования машины марки Strobel 227D. У этой машины имеется рукав, который позволяет обрабатывать детали замкнутые по контуру в данном случае стачанный рукав. Конструкция машины имеет специальное устройство – держатель нити для внешнего притачивания, что позволяет не вывертывать рукава, а сразу производить подшивание низа подкладки к припуску по низу рукава. Кроме этого, в машине имеется цифровой дисплей с указанием глубины прокола материала, что позволяет избежать видимых проколов с лицевой стороны изделия.
Изделие вывертывают на лицевую сторону, раскладывают на столе, расправляют подкладку, намечают линию низа подкладки, уточняя ее длину по длине изделия; подкладку подрезают. Низ подкладки подгибают и застрачивают швом вподгибку с закрытый срезом прямой или зигзагообразной строчкой (рисунок 13 а). Край подшитой подкладки должен располагаться посередине припуска подгиба низа изделия.
В заключение закрепляют нижний край подборта на припуске подгиба низа изделия машинной или ручной строчкой, невидимой с лицевой стороны изделия. Закрепление низа изделия и края подборта можно заменить машиной Strobel 123-10D, которая имеет две пружинящих прижимных лапки, автоматическую регулировку на перепадах толщины материала (поперечные швы), автоматическую обрезку ниток, цифровой дисплей указания глубины прокола.


а) б)
Рисунок 13 - Обработка низа изделия и подкладки
Отлетную по низу подкладку чаще всего имеют детские, женские пальто и плащи. В изделиях с притачной понизу подкладкой соединение верха с подкладкой выполняют одним из трех способов в зависимости от вида изделия и модели.
В таких изделиях, как куртки, подкладку соединяют с верхом изделия в той же последовательности, что и в женском пальто. Подкладку вкладывают в изделие изнанка к изнанке и притачивают к внутренним срезам подбортов и обтачки горловины спинки. Нижний срез подкладки рукава огибают припуском подгиба низа рукава и застрачивают швом вподгибку с закрытым срезом. С изнаночной стороны закрепляют припуски локтевых швов подкладки рукавов на припусках локтевых швов рукавов. Соединяют также припуски швов втачивания рукава и подкладки рукава по верхним и нижним участкам проймы. Изделие вывертывают на лицевую сторону, уточняют длину подкладки по низу изделия и обрезают неровности подкладки. Нижний срез подкладки огибают припуском подгиба низа изделия и застрачивают швом вподгибку с закрытым срезом (рисунок 13 б).
Последующие операции соединения подкладки с изделием выполняют после соединения плечевых срезов изделия, стачивания раскепов и втачивания нижнего воротника в горловину изделия, втачивания рукавов, прикрепления подокатников и плечевых накладок.
Стачивают плечевые срезы подкладки. Срезы горловины подкладки притачивают к срезу верхнего воротника, а затем с лицевой стороны настрачивают по воротнику на горловину. Затем соединяют подкладку рукавов по передним и локтевым срезам. В передних швах оставляют нестачанным участок длиной 250-350 мм. Подкладку каждого рукава притачивают к припуску подгиба низа рукава, шов притачивания закрепляют на припусках переднего и локтевого швов, а локтевые срезы рукава и подкладки рукава соединяют.
Подкладку изделия по нижнему участку проймы притачивают к припуску шва втачивания рукава. Затем на этом же участке в пройму подкладки и верха втачивают нижний участок оката подкладки рукава. Строчку прокладывают через незакрытую верхнюю часть проймы подкладки. После этого через нестачанный участок в переднем шве подкладки рукава втачивают верхний участок оката подкладки рукава в пройму подкладки изделия. Одновременно притачивают свободный конец отрезка материала, настроченного на плечевую накладку. В заключение застрачивают отверстие в переднем шве подкладки рукава накладным швом с двумя закрытыми срезами. Ширина шва 1-2 мм.
2.
Влажно-тепловая обработка позволяет получить такие эффекты, которые недостижимы другими известными способами и являются логическим завершением конструкторских и технологических решений. Одним из важных этапов технологического процесса по изготовлению женских пальто является влажно-тепловая обработка (ВТО), для качественного выполнения которой используются различные прессы и утюжильные установки. Для внутрипроцессорной ВТО применяется ряд специализированных прессов, предназначенных для выполнения конкретных операций. Режимы ВТО, рекомендуемые для обработки деталей и узлов проектируемого швейного изделия, приведены в таблице 4 в приложении.
Последовательность дальнейшей обработки бортов зависит от модели изделия. Нижний край борта в изделии с притачной понизу подкладкой обтачивают одновременно с обтачиванием борта. Борта и низ изделия приутюживают на прессе с универсальными подушками или утюгом. При этом окончательно фиксируется форма борта и закрепляется выправленный кант. Затем по краю борта прокладывают отделочную строчку на расстоянии от края борта, предусмотренном моделью. Отделочная строчка закрепляет кант по краю борта и обеспечивает устойчивость борта во время эксплуатации одежды. В большинстве случаев отделочную строчку выполняют после соединения воротника с изделием, прокладывая ее, не прерывая строчки вдоль края воротника и борта. Для сокращения времени на выполнения отделочной строчки рекомендуется использовать специальные машины. Например, PFAFF 2481- 2/01- 980/30 BS N3,5 - 1-о игольная, специальная швейная машина челночного стежка с нижним и игольным транспортом, для прокладывания отделочных строчек на воротниках, манжетах, клапанах. Автоматическое распознавание кромки с помощью сенсора, программируемая ограничительная линейка делает возможным свободный выбор расстояния до кромки от 1 до 18,5 мм, возможность выполнения многочисленных параллельных швов на выбранном расстоянии, различная острота углов легко изменяется через предварительный выбор на панели управления дисплея, 15 программ с 15 соответствующими отрезками шва, современная панель управления с активным дисплеем в поле зрения швеи, простой выбор программ для различного использования изображение в картинках (рисунок 1 а).
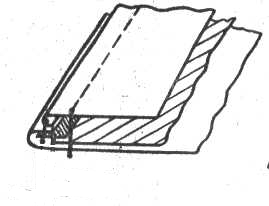


Рисунок 2.6 – Способы крепления бортовых краев: а) с отделочной строчкой; б) с помощью специальной машины; в) с помощью клеевой пленки
При обработке борта без отделочной строчки («чистого края» борта) край борта закрепляют ниточными способами на специальной машине потайного стежка или на стачивающей машине, либо клеевым способом с использованием клеевой нити, клеевой сетки или клеевой паутинки.
Припуски шва обтачивания борта настрачивают на полочку на участке лацкана и на подборт — на участке борта в изделиях с отворотами. Перед настрачиванием припусков шов обтачивания не разутюживают. В изделиях с застежкой доверху припуск шва обтачивания настрачивают на подборт по всей длине. Работу выполняют на стачивающей машине, строчку прокладывают на расстоянии 1-2 мм от строчки обтачивания. После этого борт выметывают и приутюживают.
Клеевую сетку или паутинку шириной 10-15 мм крепят к припускам шва обтачивания борта с изнаночной стороны полочки в процессе обтачивания или после него. В первом случае клеевой материал подкладывают непосредственно под выполняемую строчку обтачивания. После обтачивания борта сетку или паутинку крепят к припускам выполненного шва на стачивающей машине или утюгом с использованием фторопластовой пленки в качестве проутюжильника (рисунок 1в).
Клеевую нить прокладывают на стачивающей машине, заправив ее в шпульку челнока. Нить прокладывают по шву обтачивания борта, располагая ее со стороны полочки. После прокладывания клеевых материалов борта выметывают. Окончательное закрепление подборта клеевыми материалами происходит в процессе прессования бортов. Обработанные борта прессуют или приутюживают утюгом. Для выполнения данной операции целесообразно использовать специально предназначенный для бортов верхней одежды гладильный пресс JUKI JSN 2230.
Обработка воротника и соединение его с горловиной. При изготовлении изделий с подкладкой, обрабатывая воротники, чаще всего соблюдают такую последовательность: обработка нижнего воротника, обработка верхнего воротника, соединение верхнего воротника с нижним. Затем готовый воротник соединяют с горловиной изделия. В зависимости от модели, вида изделия, свойств используемых материалов указанная последовательность может изменяться.
При обработке нижнего воротника стачивают его дублированные составные детали. Если нижний воротник выкраивают со швом посередине, то для уменьшения толщины сначала целесообразно стачать части нижнего воротника, разутюжить шов стачивания, а затем продублировать нижний воротник клеевым прокладочным материалом.
При необходимости нижний воротник подвергают формованию на прессе с объемными подушками или утюгом. Верхний воротник при необходимости формуют, оттягивая по стойке и отлету.
Подготовленные верхний и нижний воротники соединяют по концам и отлету обтачным швом, припосаживая материал верхнего воротника в углах. Подрезают припуски швов обтачивания в углах, воротник вывертывают на лицевую сторону и выправляют углы. Для качественного выполнения данной операции можно применить специализированную машину JUKI Japsew А-9000, которая предназначена для обтачки/заготовки (стачивание с обрезкой края материала по шаблону) клапанов кармана, воротников, манжет и др. Машина позволяет обрабатывать детали любой необходимой формы. Прямой привод главного вала головки и раздельный привод ножа, ход шаблонов контролируется шаговыми моторами, пневматика контролируется процессорами. Максимальная скорость 3000 ст./мин., потребление воздуха 0,75л/мин., увеличеный челнок, встроеный стабилизатор напряжения.
Готовый воротник приутюживают, образуя кант по отлету и уступам из ткани верхнего воротника.
Обработанный воротник должен иметь ровные края, форму размеры, предусмотренные конструкцией, симметричные концы, а на тканях с рисунком должна быть выдержана симметрично рисунка.
Соединение воротника с изделием на подкладке. К верхнему срезу подборта притачивают обтачку по спинке, швы разутюживают. Сначала соединяют верхний воротник с подбортами по линиям раскепа и обтачкой по спинке. Соединение выполняют стачным швом вразутюжку. Затем втачивают нижний воротник в горловину изделия, используя стачной шов. При этом нижний воротник припосаживают над плечевыми швами на участках длиной 20-30 мм горловины полочек и спинки, а горловину полочек припосаживают на участке длиной 30-40 мм до линии перегиба лацкана. Степень посадки зависит от конструкции изделия и свойств используемых материалов. Для качественного выполнения данной операции можно использовать машины с частыми стежками и новой системой опускания плунжера - Strobel 218D. Она фиксирует начало и окончание шиться и позволяет изменять параметры стежка во время шитья без ухудшения ее качества.
При использовании стачного шва соединение раскепов втачивание нижнего воротника выполняют одной строчкой, начиная с левого борта и заканчивая на правом. Строчку прокладывают со стороны воротника. Ширина шва 7-10 мм. Припуски швов стачивания раскепов и шва втачинания нижнего воротника разутюживают. Припуски шва втачивания на концах воротника высекают. С припуска шва втачивания срезают излишки прокладки нижнего и верхнего воротников, оставляя 1-2 мм до строчки шва втачивания. Разутюженные припуски швов раскепов соединяют с разутюженными припусками шва втачивания нижнего воротника на стачивающей машине, или с использованием клеевой паутинки. Затем верхний воротник закрепляют на нижний по линии сгиба стойки, закрепляя припуск на сгиб стойки верхнего воротника, на специальной машине и сохраняют вплоть до окончательной отделки изделия.

Рисунок 2.7 Соединение воротника с изделием
Соединение изделия с подкладкой. Способ соединения подкладки с изделием в значительной степени зависит от способа обработки низа изделия. В разработанных моделях применяются различные способы обработки изделий по низу – с отлетной и притачной подкладкой.
В изделиях с отлетной по низу подкладкой соединение подкладки с изделием выполняют после того как основные детали изделия обработаны и соединены, застежка обработана, воротник и рукава втачаны. Необработанными остались внутренние срезы подбортов, срез горловины верхнего воротника, нижние срезы изделия и рукавов. На подкладке детали обработаны и соединены, рукава подкладки втачаны. Срезы бортов, горловины, низа подкладки, срезы низа подкладки рукавов не обработаны. Работу выполняют в такой последовательности.
Изделие раскладывают на столе изнаночной стороной вверх. На него изнаночной стороной вниз укладывают подкладку, совмещая боковые и плечевые швы подкладки и изделия. На подкладке и изделии проставляют контрольные знаки по линиям соединения подкладки с подбортами и воротником. Подкладку складывают с подбортами и верхним воротником лицевыми сторонами, совмещают срезы и контрольные знаки. Притачивают подкладку к подбортам и верхнему воротнику. Строчку прокладывают по подкладке, начиная от низа левой полочки. Ширина шва притачивания 10 мм.
Затем соединяют припуски шва втачивания нижнего воротника (рис. ) с припусками шва притачивания подкладки к верхнему воротнику. Припуски стачивают, прокладывая строчку со стороны изнанки подкладки на расстоянии 7-9 мм от уравненных срезов припусков.

Рисунок 2.8 Втачивание воротника в горловину
Подкладку притачивают к рукавам. Для этого рукава вывертывают на изнаночную сторону. Совмещают швы рукава и подкладки рукава и уравнивают срезы припуска подгиба низа рукава и низа подкладки. Притачивают подкладку рукава к припуску подгиба низа рукава. Строчку прокладывают по рукаву. Ширина шва 10 мм. В рукавах с манжетами подкладку рукавов притачивают к подкладке манжет. Припуск подгиба низа рукава закрепляют на припусках передних и локтевых швов двойной обратной строчкой длиной 8-10 мм. Припуски локтевых швов подкладки рукава прикрепляют к припуску локтевого шва рукава. Для этого уравнивают локтевые швы рукава и подкладки рукава и прокладывают строчку длиной 80-100 мм по припускам локтевых швов рукава и подкладки рукава. Строчку начинают на расстоянии 30-70 мм от низа рукава.
Строчку прокладывают со стороны подкладки. Рукава вывертывают на лицевую сторону и выправляют. Соединяют припуски швов втачивания рукава и подкладки рукава. Соединение припусков производят на стачивающей или специальной разметочной машине на верхнем и нижнем участках проймы длине 80-100 мм. В изделиях с плечевыми накладками верхнюю часть проймы подкладки притачивают к отрезку ткани, предварительно настроченному на плечевую накладку. При выполнении части данной операции можно сократить время, предусмотренное на соединение припусков подгиба низа с подкладкой с помощью использования машины марки Strobel 227D. Конструкция машины имеет специальное устройство – держатель нити для внешнего притачивания, что позволяет не вывертывать рукава, а сразу производить подшивание низа подкладки к припуску по низу рукава. Кроме этого, в машине имеется цифровой дисплей с указанием глубины прокола материала, что позволяет избежать видимых проколов с лицевой стороны изделия.
Изделие вывертывают на лицевую сторону, раскладывают на столе, расправляют подкладку, намечают линию низа подкладки, уточняя ее длину по длине изделия; подкладку подрезают. Низ подкладки подгибают и застрачивают швом вподгибку с закрытый срезом прямой или зигзагообразной строчкой(рисунок 2 а). Край подшитой подкладки должен располагаться посередине припуска подгиба низа изделия.
В заключение закрепляют нижний край подборта на припуске подгиба низа изделия машинной или ручной строчкой, невидимой с лицевой стороны изделия. Закрепление низа изделия и края подборта можно заменить машиной Strobel 123-10D, которая имеет две пружинящих прижимных лапки, автоматическую регулировку на перепадах толщины материала (поперечные швы), автоматическую обрезку ниток, цифровой дисплей указания глубины прокола.

а) б)
Рисунок 2 - Обработка низа изделия и подкладки
Отлетную по низу подкладку чаще всего имеют детские, женские пальто и плащи. В изделиях с притачной понизу подкладкой соединение верха с подкладкой выполняют одним из трех способов в зависимости от вида изделия и модели.
В таких изделиях, как куртки, подкладку соединяют с верхом изделия в той же последовательности, что и в женском пальто. Подкладку вкладывают в изделие изнанка к изнанке и притачивают к внутренним срезам подбортов и обтачки горловины спинки. Нижний срез подкладки рукава огибают припуском подгиба низа рукава и застрачивают швом вподгибку с закрытым срезом. С изнаночной стороны закрепляют припуски локтевых швов подкладки рукавов на припусках локтевых швов рукавов. Соединяют также припуски швов втачивания рукава и подкладки рукава по верхним и нижним участкам проймы. Изделие вывертывают на лицевую сторону, расправляют, уточняют длину подкладки по низу изделия и обрезают неровности подкладки. Нижний срез подкладки огибают припуском подгиба низа изделия и застрачивают швом вподгибку с закрытым срезом (рисунок 2 б).
Последующие операции соединения подкладки с изделием выполняют после соединения плечевых срезов изделия, стачивания раскепов и втачивания нижнего воротника в горловину изделия, втачивания рукавов, прикрепления подокатников и плечевых накладок.
Стачивают плечевые срезы подкладки. Срезы горловины подкладки притачивают к срезу верхнего воротника, а затем с лицевой стороны настрачивают по воротнику на горловину. Затем соединяют подкладку рукавов по передним и локтевым срезам. В передних швах оставляют нестачанным участок длиной 250-350 мм. Подкладку каждого рукава притачивают к припуску подгиба низа рукава, шов притачивания закрепляют на припусках переднего и локтевого швов, а локтевые срезы рукава и подкладки рукава соединяют.
Подкладку изделия по нижнему участку проймы притачивают к припуску шва втачивания рукава. Затем на этом же участке в пройму подкладки и верха втачивают нижний участок оката подкладки рукава. Строчку прокладывают через незакрытую верхнюю часть проймы подкладки. После этого через нестачанный участок в переднем шве подкладки рукава втачивают верхний участок оката подкладки рукава в пройму подкладки изделия. Одновременно притачивают свободный конец отрезка материала, настроченного на плечевую накладку. В заключение застрачивают отверстие в переднем шве подкладки рукава накладным швом с двумя закрытыми срезами. Ширина шва 1-2 мм.
На основании выбранных методов обработки и выбранного технологического оборудования разработана технологическая последовательность выполнения технологических неделимых операций для изготовления женских пальто. Технологическая последовательность изготовления приведена в приложении Е.
Наиболее приемлемой формой представления технологического процесса изготовления швейного изделия является ориентированный граф – граф ТПШИ. Граф позволяет системно увязывать технологические операции и их параметры со структурой технологических связей между ними. Следует обратить внимание, что «плавающие» операции могут быть выполнены в любой момент на протяжении определенного периода времени обработки изделия.
Граф-процесс разработан на основании технологической последовательности изготовления женских пальто и представлен в приложении Ж.
3.
5.2 Анализ и разработка методов обработки деталей и узлов женского жакета-смокинга
Правильный выбор методов обработки имеет большое значение для выпуска изделий высокого качества, повышения производительности труда и снижение себестоимости изделий.
Выбор метода обработки определяется основными направлениями совершенствования техники и технологии швейного производства, использованием высокопроизводительного оборудования, автоматизацией ручных работ, максимальным применением клеевых методов соединения деталей. Выбирают такие методы обработки, которые при минимальных материальных и трудовых затратах обеспечивают высокое качество изготовления деталей, узлов и изделия в целом. [17]
5.2.1 Обработка прорезного кармана в рамку
На современных промышленных предприятиях обработку прорезного кармана в рамку с двумя обтачками и клапаном выполняют на карманных автоматах или полуавтоматах. В этом случае оператор укладывает изделие на поверхность машины. Автоматически укладываются на изделие обтачки и клапан, опускается рамка, которая их фиксирует. Затем происходит настрачивание рамок и клапана, после чего опускается нож и разрезается вход в карман и только после этого рассекаются уголки. Затем карман выворачивается и происходит фиксация кармана. Дальнейшая технология изготовления кармана аналогична классической. Схема обработки такого кармана представлена на рисунке 7.

Рисунок 7 – Обработка кармана в рамку с клапаном
5.2.2 Методы обработки бортов подбортами
При обработке борта обтачным швом борт обтачивают со стороны полочки от наметки, обозначающей начало втачивания воротника, строго по намеченной линии ширина шва равна 5-7мм (3-4мм при обработке «в чистый край»). Швы стачивания разутюживают, вывертывают на лицевую сторону.
Закрепить кант по краю борта можно несколькими способами: с помощью клеевой паутинки; настрачиванием припусков обтачивания борта на подборт; с помощью отделочной строчки.
Так как в проектируемом изделии не предусмотрена отделочная строчка, то наиболее приемлемым способом закрепления канта из всех выше представленных будет первый или второй.

а)закрепление края
клеевой паутинкой

б)настрачивание припуска
шва обтачивания

в)закрепление припуска отделочной строчки
Рисунок 8 - Способы закрепления канта по краю борта
5.2.3 Обработка низа изделия притачной подкладкой
В изделиях с притачной подкладкой по низу изделия припуск на обработку низа изделия заутюживают и к нему притачивается подкладка. Окончательное закрепление низа изделия выполняется после притачивания подкладки. В соответствии с технологическими свойствами ткани низа изделия может быть закреплено к припускам швов на стачивающей машине клеевой пленкой проложенной при заметывании низа изделия под припуск на подгиб.
Так как в данной модели женского жакета предусмотрена закругленная линия борта, то рационально обработать низ изделия обтачкой (рисунок 9)

Рисунок 9 - Обработка низа изделия с притачной подкладкой
4.2.4 Обработка воротника и соединение его с горловиной
Обработка воротника заключается в соединении нижнего и верхнего воротника и соединение его с горловиной. Обработка воротника в женском жакете также является классической и состоит в соединении нижнего и верхнего воротников обтачным швом с последующим закреплением припуска шва обтачивания настрачиванием его на нижний воротник. Готовый (обтачанный) воротник соединяют с горловиной изделия стачным швом. На рисунке 10 представлена схема обработки узла.

Рисунок 10 – Схема обработки воротника