

Выбор положения отливки в форме и плоскости разъема модели и формы
Решение вопроса о положении отливки в форме производится, прежде всего, с учетом требования равномерного и направленного затвердевания металла.
Положение отливки в форме должно обеспечивать удобство изготовления и сборки формы.
Вся отливка располагается в нижней опоке во избежание перекосов и других дефектов.
Положение отливки в форме обеспечивает применение одного стержня, хорошую вентиляцию формы и спокойное заполнение ее жидким металлом, исключающее разрушение струей металла участков формы и стержня.
Выбор разъема модели и формы зависит от размеров отливки, ее конфигурации и характера производства; при этом необходимо обеспечить удобство изготовления и сборки формы. Количество разъемов формы должно быть минимальным, а поверхности разъема - плоскими.
Припуски на механообработку
Припуск на механообработку – это толщина слоя металла, удаляемая при механической обработке отливки для обеспечения заданной точности и качества поверхности детали.
Припуск зависит от норм точности отливок.
Теперь, пользуясь таблицей 8 определим ряд припусков на обработку отливки.
Из таблицы видно, что минимальный литейный припуск на обработку поверхности отливок следует принять равным 5 мм.
Для нижней поверхности и внутренней цилиндрической поверхности отверстия - 5 мм
Для верхней поверхности - 6 мм
Выбор стержней.
В нашем случае стержень один составной, размеры которого представлены на рис 3.


Рисунок 3.
В нашем случае стержень один составной, размеры которого представлены в таблице 3.
Таблица 3.
|
Ø, мм |
L,мм |
h,мм |
h1,мм |
S1,мм |
S2,мм |
|
Ø 126 |
240 |
35 |
15 |
1,8 |
3 |
Формовочные уклоны
Формовочные уклоны служат для удобства извлечения модели из формы без ее разрушения. Уклоны назначаются на поверхности перпендикулярные к плоскости разъема, величина зависит от материала модели и формовочной смеси, высоты модели.
Величины уклона определяем
по табл. П 10.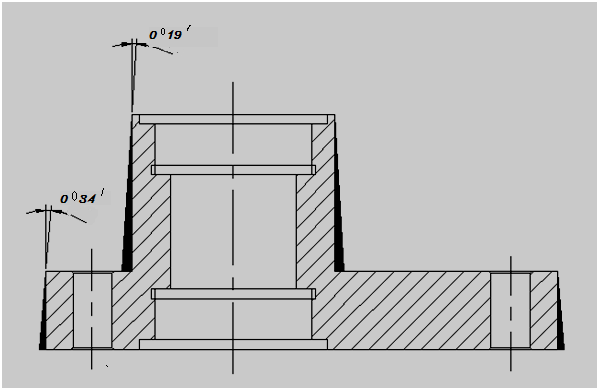
Расчет литниковой системы.
Для данной отливки мы выбираем литниковую систему, состоящую из литниковой чаши (1), стояка (2), шлакоуловителя (3), металл в форму будет подаваться через два питателя (4) рисунок 4.

Рисунок 4.
Литниковая система должна соответствовать следующим требованиям:
Заполнять форму металлом за определенное время.
Создать рациональный режим затвердевания и охлаждения отливки.
Иметь небольшую массу.
Занимать мало места в форме и обеспечивать удобство формовки.
Выбираем литниковую систему с боковым подводом металла.
Определим время заполнения формы по формуле:

где t - характерная толщина стенок отливки
т – масса отливки с учетом припусков на механообработку и технологических припусков.

Принимаем высоту стояка: 200 мм. Определяем величину напора по формуле:

 мм
мм
Рассчитаем массу отливки по формуле:
, где Vотл– объем отливки,
ρ – плотность металла.
Для вычисления объема разобьем фигуру на простые объемы:
V1 = S1 h = 0.5*208*192*86 = 1717248 мм 3
V2 = S2 h = 0.5*208*332*86 = 2969408 мм 3
V3 = π R2 H = 3.14*1042*165 = 5603769,6 мм 3
V4 = π r2 H = 3,14*642*251 = 3228221,44 мм 3
Vотл=V1+V2+V3–V4= 7062204 мм3
Плотность серого чугуна равна 7300кг/м 3
m= 0.07062204*7300 = 51,55 кг
Суммарная масса отливки с прибылями и выпорами определяется как
M= 1.3m= 1.3*515,5 = 67 кг
Определяем суммарную площадь поперечного сечения питателей:


где М - суммарная масса отливки с выпорами и прибылями
γ – плотность жидкого металла
τ - время заполнения формы металлом
μ - коэффициент расхода литниковой системы
g - ускорение силы тяжести
Нp – расчетный напор жидкого металла при заливке формы
С учетом того, что g=9,8 м/с2, а для жидкого чугуна γ = 7000 кг/м3, формула упрощается:
 мм2
мм2
Используем два питателя Fпит= 110 мм2
Вычислим размеры питателя:

а= 11 мм, b=15 mm, h=15 мм.
Площадь шлакоуловителя:
 мм2
мм2
Вычислим размеры шлакоуловителя:
 ,
отсюда,a= 12 мм,b= 10 мм,h= 12 мм.
,
отсюда,a= 12 мм,b= 10 мм,h= 12 мм.
Шлакоуловитель и питатель имеют трапециевидную форму.
Площадь стояка:
 мм2
мм2
 мм,
гдеDст– диаметр
стояка у основания.
мм,
гдеDст– диаметр
стояка у основания.
К пояснительной записке прилагается чертеж детали и литниковой системы.