

ТКМ (Вальтер А.И.)_1 / Лабор. заоч.-2 / плавка_в_инд_печах
.docЛабораторная работа № 2
Плавка стали в индукционной печи
1. Цель и задачи работы
Изучение конструкции индукционной сталеплавильной печи, электрической схемы установки. Ознакомление с основами технологии выплавки стали в индукционной печи, процессом раскисления и разливки стали.
2. Теоретические положения
Основное количество электростали выплавляется в электродуговых и индукционных печах.
Индукционная тигельная сталеплавильная печь (рис.1.) состоит из водоохлаждаемого медного инструктора 3, внутри которого находится тигель
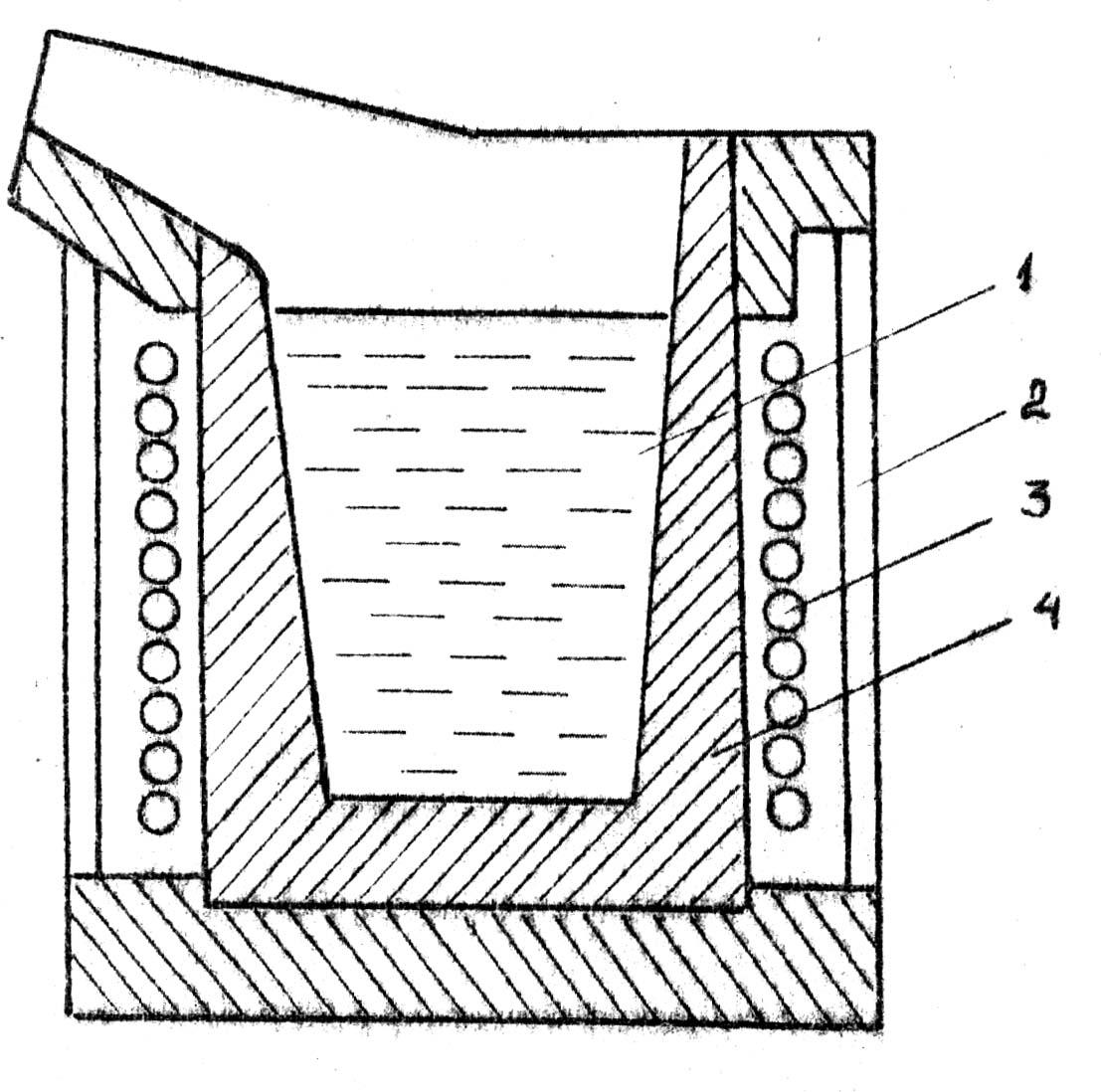
Рис.1. Схема индуктора и тигля индукционной печи:
1 – металл, 2 – каркас, 3 – индуктор, 4 – тигель
Тигель изготовляют из кислых (кварцит) или основных (магнезитовый порошок) огнеупоров. Вместимость тигля от 2 кг – 25 т.
Стойкость кислых тиглей составляет 150 – 250 плавок, а основных от 10 – 100 плавок (меньшая величина для печей большой емкости).
Загружаемую шихту в печь тщательно подбирают по химическому составу в соответствии с заданным химическим составом выплавляемой стали. Необходимое количество ферросплавов загружают на дно тигля вместе с шихтой. После расплавления шихты на поверхность металла загружают шлаковую смесь для уменьшения тепловых потерь металла и уменьшения угара легирующих металлов, защиты его от насыщения газами.
При плавке в кислой печи после расплавления и удаления плавильного шлака наводят из боя стекла окись кремния (SiO2). Готовую сталь перед выпуском из печи раскисляют ферромарганцем, ферросилицием и алюминием.
В индукционных печах с основной футеровкой выплавляют легированные стали с высоким содержанием марганца, никеля, титана, алюминия в печах с кислой футеровкой – конструкционные, легированные другими химическими элементами стали. В этих печах можно получать стали с низким содержанием углерода и без углеродистые сплавы, так как в печах нет науглероживающей среды и науглероживания не происходит.
Индуктор печи выполняется в виде витков из медной трубки, по которой циркулирует вода. Он представляет собой первичную обмотку, а в металле, заменяющим вторичную обмотку, индуктируется переменный ток, в результате чего выделяется тепло.
От генератора высокой частоты через индуктор проходит однофазный переменный ток повышенной частоты (500 – 2000 Гц).
Ток создает переменный магнитный поток, который, пронизывая куски металла в тигле наводит в них мощные вихревые токи (Фуко), нагревающие металл до расплавления и необходимых температур перегрева.
Ток к индуктору подводятся от генератора высокой частоты (рис.2).

Рис.2. Электрическая схема индукционной печи:
1 – генератор, 2 – выключатель, 3 – индуктор, 4 – постоянная группа конденсаторов,
5 – переменная группа конденсаторов.
Для компенсации реактивной мощности и поддержания во время плавки коэффициента мощности (cosƒ) близким к единице устанавливают конденсаторную батарею. Часть емкости конденсаторов (около 50%) включена постоянно 4, переменная часть емкости разбита на несколько блоков 5, которые можно подключить в различных сочетаниях, таким образом осуществить настройку на высокий коэффициент мощности cosƒ.
Энергия, превращается в металле в тепловую и может быть подсчитана по формуле:
![]() Вт,
Вт,
где J – сила тока в индукторе, А; n – число витков индуктора; h – высота металла в тигле, см; ρ – удельное сопротивление шихты, Ом·см; μ – магнитная проницаемость (для холодного железа ρ20 = 10-5, Ом·см и μ = 100); ƒ – частота, Гц.
В индукционных печах выплавляют сталь и сплавы либо из легированных отходов методом переплава, либо из чистого шихтового железа и скрапа с добавкой ферросплавов методом сплавления.
При выплавке стали методом переплава шихта состоит из чистых материалов с минимальным содержанием серы и фосфора.
Химический состав шихты подбирают в соответствии с заданным, так как плавка протекает достаточно быстро и полного химического анализа металла по ходу плавки не делают. Необходимое количество ферросплавов (ферровольфрам, ферромолибден, феррохром, никель) загружают на дно тигля вместе с остальной шихтой.
Количество ферросплавов на плавку можно рассчитать по формуле:
![]() г,
г,
где Сr – средняя концентрация элемента готовой стали, %. Сp - концентрация элемента в металле перед вводом легирующих раскислителей, % (задается преподавателем); Q – вес жидкого квадрата (загруженного лома); А – концентрация элемента в ферросплаве, %; В – усвояемость при легировании и раскислении (за вычетом угара), %.
После расплавления шихты на поверхность металла загружают шлаковую смесь, которая в случае плавления в кислой печи состоит из 16 % молотого стекла, 65 % шамота и 25 % извести, а при выплавке в основном тигле: из 65 % извести, 15 % магнезита, 20 % плавикового шпата.
По достижению необходимой температуры расплава приступают к легированию и раскислению.
Феррованадий, ферромарганец и ферросилиций «присаживают» за 5-7 минут до выпуска, алюминий – перед выпуском.
Можно принять, что при раскислении металла ферромарганцем угар (окисление) марганца составит (10-15 %), а при раскислении ферросилицием угар кремния составит (15-20%),
Расход алюминия для окончательного раскисления определяется из расчета, что на практике, его расход составляет 200 – 800 г на тонну стали.
Готовую сталь выпускают из печи в разогретый сталеразливочный ковш.
Из ковша сталь разливают по изложницам (сверху или сифоном по литейным формам или на машинах непрерывного литья заготовок (МНЛЗ).
Продолжительность плавни в индукционной печи емкостью 1т около 45 мин. Расход электроэнергии на 1 т стали составляет 600-700 кВт·ч.
Посла остывания металла, отлитые заготовки (слитки), взвешиваются для определения «выхода годного». Выход годного, может быть посчитан по формуле
![]()
где Pr – вес полученной заготовки (слитка), кг; Рш – вес шихты (вес стального лома и ферросплавов).
Индукционные печи имеют следующие преимущества перед дуговыми:
1 – в них отсутствует электрическая дуга, что позволяет получать стали с низким содержанием углерода, газов и малым угаром элементов;
2 – однородность металла по химическому составу и температуре, связанная с его интенсивным электродинамическим перемешиванием;
3 – печи имеют небольшие размеры, что позволяет помещать их в камеры, где можно создавать любую атмосферу и вакуум.
К недостаткам индукционной печи можно отнести:
1 – малая стойкость футеровки;
2 – недостаточная температура шлака, что замедляет протекание металлургических процессов между металлом и шлаком.
3. Объекты исследования, оборудование, инструменты, материалы
3.1. Плавильный агрегат – высококачественная установка ЛПЗ – 2 – 67 с тиглем емкостью 50 кг.

Рис.3. Схема лабораторной установки. А – высококачественная установка ЛПЗ-2-67:
1 – тигель, 2 – высококачественный индуктор, 3 – расплав;
Б – одноручьевая машина полунепрерывного литья заготовок:
1 – промежуточный ковш с дозирующим стаканом 2, 3 – водоохлаждаемый ристаллизатор, 4 – заготовка, 5 – механизм вытягивания заготовки, 6 – электромагнит,
7 – магнитопровод с обмоткой, 8 – слиток.
3.2. Одноручьевая МНЛЗ (рис.3.)
3.3. Изложницы, емкостью 25 кг, 2кг.
3.4. Термопара погружения.
3.5. Электронный потенциометр.
3.6. Инструмент: ломики, клещи, молоток, зубило.
3.7. Шихтовые материалы: стальной лом, ферросплавы – FeSi, FeMn, FeCr, Ni, Al и др.
3.8. Флюсы: известь, магнезитовый порошок, плавниковый шпат.
4. Задание на работу
Изучить конструкции установок, рассчитать количество ферросплавов, необходимых для легирования и раскисления заданной марки стали, выход годного металла.
5. Порядок выполнения работы.
5.1. Ознакомится с описанием работы.
5.2. Изучить конструкции: плавильного агрегата, одноручьевой МНЛЗ.
5.3. Рассчитать количество стального лома, ферросплавов, флюсов, необходимых на плавку.
5.4. Взвесить стальной лом загрузить его в тигель ЛПЗ – 67.
5.5. Взвесить ферросплавы.
5.6. Произвести хронометраж плавки.
5.7. Ознакомится с методикой замера температуры расплавленного металла.
5.8. Рассчитать выход годного металла.
6. Оформление отчета
6.1. Описание цели работы.
6.2. Краткое изложение порядка работы.
6.3. Описание установок.
6.4. Расчет количества ферросплавов.
6.5. Хронометраж плавки и разлива металла.
6.6. Расчет выхода годного металла.
7. Контрольные вопросы
1. Объясните устройство индукционной электропечи.
2. Каким образом подбираются шихтовые материалы для плавки стали?
3. Какие стали выплавляют в индукционных печах с основной и какие – с кислой футеровкой?
4. За счет чего происходит расплавление шихтовых материалов в печи?
5. Как определяется энергия, превращающаяся в металле в тепловую?
6. В чем заключается сущность выплавки стали методом переплава и методом сплавления.
7. Как определяется количество ферросплавов на плавку?
8. Назовите преимущества и недостатки индукционных печей.