

opt-opm001
.pdfФедеральное агентство морского и речного транспорта Морской государственный университет имени адмирала Г. И. Невельского
Кафедра эксплуатации перегрузочной техники и основ проектирования машин
В.А. Васильченко
СКРЕБКОВЫЙ КОНВЕЙЕР. ТЯГОВЫЙ РАСЧЕТ
Методические указания к выполнению курсового проекта по дисциплине "Машины непрерывного транспорта"
для студентов специальности 190602
Владивосток
2009 г.
Позиция № 382 в плане издания
учебной литературы МГУ на 2009 г.
Рецензент С. Б. Будрин
В.А. Васильченко
СКРЕБКОВЫЙ КОНВЕЙЕР. ТЯГОВЫЙ РАСЧЕТ
Методические указания
|
|
|
Печатается в авторской редакции |
|
|
|
|
3,0 уч.-изд. л |
Формат 60×801/16 |
||
Тираж 50 экз. |
Заказ № |
||
|
|
|
|
Отпечатано в типографии ИПК МГУ имени адмирала Г.И. Невельского Владивосток, 59, ул. Верхнепортовая, 50а
2
ВВЕДЕНИЕ
Эффективность эксплуатации оборудования современного предприятия, предназначенного для транспортирования и переработки насыпных грузов, во многом определяется надежностью, работоспособностью и экономическими показателями транспортных систем, основу которых составляют конвейерные линии.
Скребковые конвейеры являются наиболее распространенным непрерывного транспорта, благодаря ряду технико-экономических показателей: герметичность, перемещение горячих и токсичных грузов, возможность промежуточной загрузки и разгрузки, реализация трасс с большими углами наклона (до 40о), возможность полной автоматизации управления работой конвейера.
Благодаря широкому применению, основные элементы скребковых конвейеров унифицированы и нормализованы: тяговые цепи, привода, натяжные, загрузочные устройства. Из-за недостатка места в пособии не рассматриваются конструктивные особенности перечисленных элементов. Для ознакомления с ними студент должен обратиться к учебной и технической литературе [3], [4], [5].
Кособенностям проектирования скребковых конвейеров можно отвести следующее: промышленность выпускает только отдельные части: приводные станции, звездочки, тяговые цепи, натяжные станции, поэтому конвейер, как транспортирующая машины, создается в процессе расчета и проектирования конкретного объекта.
Кзатруднениям, возникающим у студентов в процессе проектирования, можно отнести отсутствие единого методологического подхода и справочных материалов по конвейерному оборудованию. Поэтому в данном пособии делается попытка собрать основные нормативно-справочные материалы для тягового расчета скребковых конвейеров общего назначения.
3
ОБЩИЕ ПОЛОЖЕНИЯ
После изучения теоретического курса и выполнения домашних заданий, студенты приступают к выполнению курсового проекта. Техническое задание на курсовой проект студент получает от руководителя проекта на бланке, утвержденном заведующим кафедрой.
Курсовой проект состоит из графической части объемом 3 листа формата А1 и расчетно-пояснительной записки объемом 25–30 страниц рукописного текста на листах формата А4. Графическая часть проекта указывается в техническом задании. Графическая часть состоит из трех чертежей. Первый лист содержит общий вид скребкового конвейера с двумя проекциями и необходимое количество сечений, разрезов, видов, поясняющих сборку основных элементов. На втором листе вычерчивается сборочный чертеж приводной станции. Третий лист содержит сборочный чертеж либо натяжной станции, загрузочного или загрузочного устройства.
Недостающие физико-механические свойства транспортируемого груза: угол естественного откоса, коэффициент трения груза о желоб, о направляющие борта загрузочного устройства, максимально допустимый угол наклона конвейера к горизонту выбираются из приложения А, а также
[1], [2], [3].
Тяговые цепи для проектируемого конвейера принимаются втулочнокатковые с ребордами согласно ГОСТ 588–91. Можно применять цепи исполнения 1 или 2, т. е. неразборные или разборные.
Приводная станция, как правило, располагается в головной части конвейера и состоит из электродвигателя, редуктора, приводного вала, муфт и металлической конструкции.
Натяжная станция располагается в хвостовой частя конвейера. Для заданных схем трасс скребковых конвейеров желательно применять винтовое или пружинно-винтовое натяжное устройство.
Загрузка конвейера осуществляется из бункера. По согласованию с руководителем бункер может оснащаться питателем. Груз в желоб подается при помощи загрузочной воронки и направляющего лотка.
4
СОДЕРЖАНИЕ ПОЯСНИТЕЛЬНОЙ ЗАПИСКИ КУРСОВОГО ПРОЕКТА
Расчетно-пояснительная записка содержит:
−титульный лист;
−задание на проектирование;
−содержание;
−введение;
−определение режима и условий работы конвейера;
−определение расчетной максимальной и эксплуатационной производительностей;
−расчет ширины и высоты желоба;
−выбор конструктивных параметров скребка;
−выбор параметров тяговой цепи;
−проектировочный расчет основных параметров привода: электродвигателя, редуктора, муфт;
−определение параметров тела волочения;
−поверочный расчет натяжения тягового элемента в характерных точках трассы;
−диаграмма натяжения тягового элемента;
−окончательный выбор основных элементов приводной станции;
−подбор натяжного устройства;
−расчет основных параметров натяжного устройства;
−динамический расчет тягового элемента;
−проверка конвейера на пуск и торможение;
−прочностной расчет приводного вала;
−расчет и выбор подшипников для приводного вала;
−выбор способа крепления скребка к тяговой цепи;
−выбор формы желоба по поперечному сечению;
−выбор способа соединения секций желоба между собой;
−расчет параметров загрузочного устройства;
−расчет параметров шиберного затвора;
−нагрузки от головной части конвейера;
−расчет фундаментных болтов приводной станции;
−эксплуатационные показатели работы конвейера;
−заключение;
−литература.
5
ОБЩЕЕ УСТРОЙСТВО И ОСНОВНЫЕ ПАРАМЕТРЫ СКРЕБКОВЫХ КОНВЕЙЕРОВ
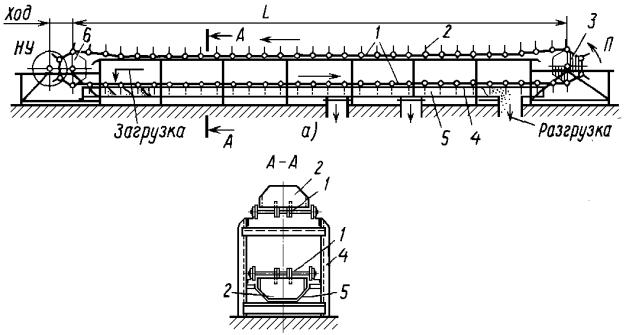
Машины непрерывного транспорта, перемещающие груз скребками по желобу или трубе волочением, называются скребковыми конвейерами. Форма и высота скребка являются главными признаками, по которым скребковые конвейеры разделяют на конструктивные типы. Различают конвейеры со сплошными и контурными (фигурными) скребками. Сплошные скребки бывают высокие и низкие; высота высоких скребков примерно равна высоте желоба и в несколько раз больше высоты тяговой цепи; высота низких скребков близка к высоте цепи и значительно (в 3-6 раз) меньше высоты желоба. Принципиальная схема скребкового конвейера с высокими скребками представлена на рисунке 1.
Рисунок 1 – Принципиальная схема скребкового конвейера со сплошными высокими скребками
Скребковый конвейер со сплошными высокими скребками (рисунок 1) состоит из открытого желоба 5, укрепленного на станине 4, вдоль которого движется вертикально замкнутая тяговая цепь (или две цепи) 1 с укрепленными на ней скребками 2, огибающая концевые (приводную и натяжную) звездочки. Движение тяговая цепь получает от привода 3, а первоначальное натяжение – от натяжного устройства 6. Транспортируемый груз засыпается в желоб конвейера в любом месте по eго длине и проталкивается скребком по желобу. Разгрузка конвейера может производиться в любом месте по его длине через отверстия в дне желоба, перекрываемые шиберными задвижками или затворами. Последние открываются при помощи электромеханического (винтового), пневматического или гидравлического привода с ручным или
6
дистанционным управлением. Для конвейеров малых типоразмеров иногда применяют ручной привод.
Груз может транспортироваться по нижней ветви, верхней ветви (при консольных скребках) или одновременно по верхней и нижней ветвями разных направлениях (при симметричных скребках).
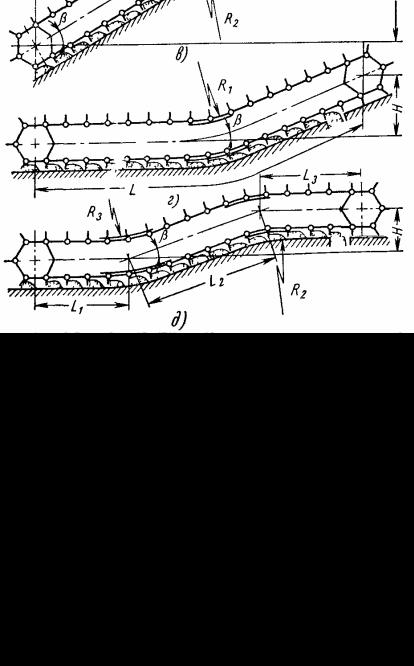
Скребковые конвейеры с высокими скребками в основных исполнениях являются вертикально замкнутыми и перемещают груз в горизонтальном (рисунок 2, а), наклонном (рисунок 2, 6), наклонногоризонтальном (рисунок 2, в) и горизонтально-наклонном (рисунок 2, г) направлениях. Комбинированные трассы (рисунок 2, в и г) возможны только для конвейеров с двумя тяговыми цепями (рисунок 3) или же с одной цепью, снабженной опорными катками для направления ходовой части на поворотном участке.
7
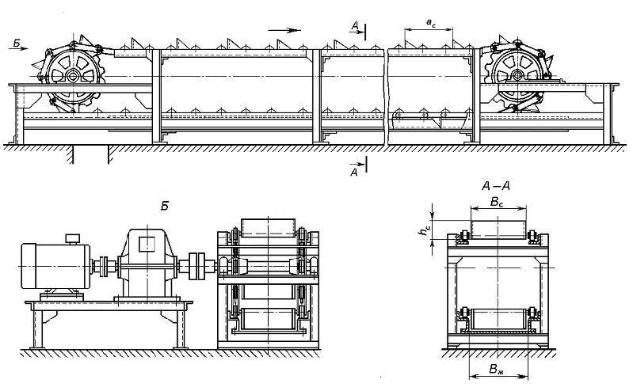
Рисунок 2 – Схемы трасс скребковых конвейеров с высокими скребками
Угол наклона скребковых конвейеров обычно не превышает 30-40°, так как с его увеличением производительность конвейера значительно снижается. При использовании специальных, так называемых ящичных, скребков с подвижными боковыми стенками угол наклона конвейера увеличивается до 50°. У конвейеров этого типа внутренние звенья тяговых цепей изготовляют из листов одинаковой высоты со скребком. Такая конструкция образует последовательный набор движущихся открытых ящиков без дна; дном служит неподвижный желоб конвейера. Груз в ящиках не трется о боковые стенки неподвижного желоба, не заклинивается между ними и скребком. Это уменьшает сопротивление перемещению груза и позволяет применять ящичные скребки для транспортирования кусковых грузов.
Рисунок 3 – скребковый конвейер с консольными высокими скребками
РЕЖИМЫ И УСЛОВИЯ РАБОТЫ КОНВЕЙЕРА
При расчете скребкового конвейера, его узлов необходимо обеспечить их прочность и долговечность, необходимо знать характеристики нагружения продолжительность действия нагрузок.
8

Режим работы позволяет при проектировании выбирать оборудование и расчетные параметры. Основными критериями определения режима работы являются классы использования конвейера по времени (В) и по производительности (П).
Использование конвейера по времени характеризуется коэффициентами относительного времени плановой работы за сутки и за год
Ксут = |
tп.с |
|
= |
tп.с |
|
; |
|
||
tc |
24 |
|
|||||||
|
|
|
|
|
|||||
Кгод = |
tп.г |
= |
|
tп.г |
|
, |
|||
tгод |
8760 |
||||||||
|
|
|
|||||||
где tп.с, tп.г – плановое время работы конвейера в сутки или за год; tc , tгод – календарное время работы конвейера в сутки или год.
Класс использования конвейера по времени выбирается из таблицы 1. Использование конвейера по производительности характеризуется
коэффициентом загрузки, значение которого определяется по формуле
Кп = Qcp , Qmax
где Qcp и Qmax – средняя и максимальная производительности т/ч.
Таблица 1– Классы использования конвейера пo времени
Класс |
|
Сутки |
Год |
|
||
использования по |
|
|
|
|
|
|
tп.с, ч |
|
Ксут |
tп.г, ч |
|
Кгод |
|
времени |
|
|
|
|
|
|
В 1 |
до 5 |
|
до 0,20 |
до 600 |
|
до 0,20 |
В 2 |
5–7 |
|
0,20–0.32 |
1600–2500 |
|
0,20–0,32 |
В 3 |
7–16 |
|
0,32–0,63 |
2500–4000 |
|
0,32–0,50 |
В 4 |
16 – 24 |
|
0,63–1,00 |
4000–6300 |
|
0,50–0,80 |
В 5 |
24 |
|
1,00 |
6300–8000 |
|
0,80–1,00 |
Под максимальной производительностью понимается производительность загрузочного устройства, В техническом задании
указаны Qср и Qmax.
Классы использования ленточного конвейера по производительности принимают в зависимости от Кп
Кп |
до 0,25 |
0,25 – 0,63 |
0,63–1,00 |
Класс |
П1 |
П2 |
ПЗ |
Установленные классы использования регламентируют пять режимов работ конвейеров (таблица 2):
ВЛ – весьма легкий
9

Л – легкий С – средний Т – тяжелый
ВТ – весьма тяжелый.
Таблица 2 – Режимы работы конвейера по классам использования
|
Класс использования |
Класс использования конвейера по |
|||
|
конвейера по времени |
|
производительности |
|
|
|
|
П1 |
П2 |
|
ПЗ |
|
В 1 |
ВЛ |
ВЛ |
|
Л |
|
В 2 |
Л |
Л |
|
С |
|
В3 |
С |
С |
|
Т |
|
В 4 |
Т |
Т |
|
ВТ |
|
В5 |
Т |
BТ |
|
ВТ |
|
|
|
|
|
|
Производственные, температурные и климатические условия, в которых должен эксплуатироваться конвейер задаются в техническом задании и определяются из табл. 1.4 и 1.5 [2], которые из-за недостатка места здесь не приводятся.
РАСЧЕТНЫЕ ПРОИЗВОДИТЕЛЬНОСТИ КОНВЕЙЕРА
Параметры желоба скребкового конвейера принято определять по технической или расчетной максимальной производительности, а линейные нагрузки по расчетной средней производительности.
Расчетная максимальная производительность определяется по следующей зависимости
Qр.м = Qmax ,
КнКвКг
где Qmax – максимальная производительность загрузочного устройства, т/ч; Кн – коэффициент неравномерности загрузки конвейера; Кв – коэффициент использования конвейера по рабочему времени; Кг – коэффициент готовности конвейера.
Коэффициенты Кн и Кв приведены в техническом задании, коэффициент готовности для скребкового конвейера принимается равным Кг = 0,96 [2].
Расчетная средняя производительность определяется по формуле
Qp.c = |
Q |
|
, |
К К К |
|
||
|
н в |
г |
|
где Q – плановая производительность (т/ч).
10