

Технология конструкционных материалов2
.pdf180
в материал заготовки и выдавливания части его во впадины инструмента. Такие методы сочетают в себе функции черновой, чистовой и отделочной обработок. Их используют для получения резьб, валов с мелкими шлицами и зубчатых мелкомодульных колес.
Резьбы накатывают обычно до термической обработки, хотя точные резьбы можно накатывать и после нее.
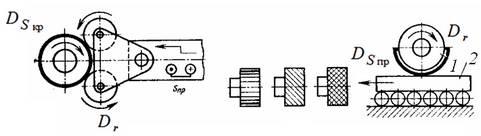
При формировании резьбы плашками (рис. 102, а) заготовку 2 помещают между неподвижной 1 и подвижной 3 платками, имеющими на рабочих поверхностях рифления, профиль и расположение которых соответствуют профилю и шагу накатываемой резьбы. При перемещении подвижной плашки заготовка катится между инструментами, а на ее поверхности образуется резьба.
а |
б |
в г
Рис. 102. Схемы накатывания
При формировании резьбы роликами (рис. 102, б) ролики 4 и 5 получают принудительное вращение, заготовка 2 свободно обкатывается между ними. Ролику 5 придается радиальное движение для вдавливания в металл заготовки на необходимую глубину. Обработка роликами требует меньших сил, с их помощью накатывают резьбы с более крупным шагом.
При накатывании мелких шлицев на валах (рис. 102, в) накатный ролик имеет профиль шлицев. Он внедряется в поверхность заготовки при вращении и поступательном продольном перемещении вдоль вала.
Накатывание цилиндрических (рис. 102, г) и конических мелкомодульных колес в 15¶20 раз производительнее зубонарезания.
181
Процесс можно осуществлять на токарных станках накатниками 6 и 7, которые закреплены на суппорте и перемещаются, совершая движение подачи.
Каждый накатник имеет заборную часть для постепенного образования накатываемых зубьев на заготовке 2.
Для накатывания применяют универсальное специальное оборудование. Для образования резьб служат резьбонакатные станки, обеспечивающие силы до 2 ∙ 105 Н. Эти станки автоматизированы и имеют горизонтальное, наклонное или вертикальное движение ползуна с плашкой. Резьбы роликами накатывают на автоматах. На автоматизированном оборудовании (прессах) накатывают и шлицы. Шлиценакатной пресс может заменить 10¶15 шлицефрезерных станков. Рабочие усилия создаются мощными гидравлическими устройствами.
Зубчатые колеса накатывают на специальных станках. Получает распространение комбинированное накатывание (горячее накатывание с последующей холодной калибровкой).
5.6.8. Накатывание рифлений и клейм
Методом холодного накатывания на отдельные элементы деталей наносят рифления, маркировочные клейма, знаки (рис. 103). Производительность метода весьма велика. В основе накатывания лежит способность металла получать местные деформации под действием накатных роликов или накатников.
а б в
Рис. 103. Схемы накатывания рифлений и клейм
На рис. 103, а приведена схема накатывания рифленой поверхности. Заготовку закрепляют на токарном станке, на суппорте которого установлена державка с одним или двумя накатными роликами. Ролики внедряются в поверхность заготовки и перемещаются вдоль заготовки с движением. Вид рифлений (рис. 103, б) определяется характером зубчиков на роликах. Крестовое рифление произ-
182
водят двумя роликами, один из которых имеет правое направление отпечатывающих зубчиков, а другой – левое. Оба ролика вращаются на осях самоустанавливающейся державки. Для накатывания клейм (рис. 103, в) на накатнике 1 располагают негативно выступающие знаки. Заготовку 2 устанавливают на ролики для более легкого перемещения в момент накатывания.
5.6.9. Упрочняющая обработка поверхностных слоев деталей
Упрочняющую обработку предпринимают для увеличения сопротивления усталости деталей. Методы упрочнения основаны на локальном воздействии инструмента на обрабатываемый материал. При этом возникают многочисленные зоны воздействия на весьма малых участках поверхности, в результате чего создаются очень большие местные давления. Многочисленные контакты с инструментом приводят к упрочнению поверхностного слоя. В поверхностных слоях возникают существенные напряжения сжатия.
Прочность конструкционных материалов повышается благодаря воздействию нагрузок, создающих эффективные препятствия для движения несовершенств кристаллической решетки. При этом создаются структуры с повышенной плотностью закрепленных и равномерно распределенных по объему дислокаций.
Распространено упрочнение нанесением ударов по поверхности заготовки шариками, роликами, различными бойками. При динамическом упрочнении в качестве инструмента используют диск, в котором по окружности в несколько рядов расположены ролики, свободно сидящие на осях. Диск закрепляют на шпинделе металлорежущего станка. При вращении диска ролики наносят по упрочняемой поверхности очень большое количество ударов.
При статическом упрочнении на поверхность заготовки воздействуют вращающимися роликами в процессе обкатывания или раскатывания.
Процесс упрочнения можно выполнять на специальных установках. При ультразвуковом деформационном упрочнении заготовки закрепляют в камерах, содержащих большое количество стальных шариков диаметром 1 мм, смачиваемых эмульсией. Камера получает колебания от ультразвукового генератора, и колеблющиеся шарики наносят удары по поверхности заготовки. Шероховатость поверхности после деформационного упрочнения увеличивается.
183
Распространено дробеструйное динамическое упрочнение. Готовые детали машин подвергают ударному действию потока дроби в специальных камерах, где дробинки с большой скоростью перемещаются под действием потока воздушной струи или центробежной силы. Эффектом поверхностного упрочнения можно управлять, подавая сухую или мокрую дробь. Дробь изготовляют из отбеленного чугуна, стали, алюминия, стекла и других материалов. Исходная шероховатость обрабатываемой поверхности увеличивается.
Этот метод применяют для таких изделий, как рессорные листы, пружины, лопатки турбин, штоки, штампы.
Эффект деформационного упрочнения повышается при использовании импульсных нагрузок, в частности взрывной волны. При упрочении взрывом необходимы энергоноситель и среда, передающая давление на упрочняемую деталь. В качестве энергоносителя используют бризантные взрывчатые вещества, обеспечивающие как поверхностные, так и сквозные упрочнения деталей.
5.7. Технологические особенности электрофизических и электрохимических методов обработки
Электрофизические и электрохимические методы обработки предназначены в основном для обработки заготовок из очень прочных, весьма вязких, хрупких и неметаллических материалов. Эти методы имеют следующие преимущества:
–отсутствует силовое воздействие инструмента на заготовку (или очень мало и не влияет на суммарную погрешность обработки);
–позволяют менять форму поверхности заготовки и влияют на состояние поверхностного слоя: наклеп обработанной поверхности не образуется, дефектный слой незначителен; повышаются коррозионные, прочностные и другие эксплуатационные характеристики поверхности;
–можно обрабатывать очень сложные наружные и внутренние поверхности заготовок.
Электрофизические и электрохимические методы обработки являются универсальными и обеспечивают непрерывность процессов при одновременном формообразовании всей обрабатываемой поверхности. Эти методы внедряются в различных отраслях промышленности.
Недостаток физико-химических методов – энергоемкость, по сравнению с резанием, поэтому их целесообразно применять в случаях, когда процессы резания малоэффективны.
184
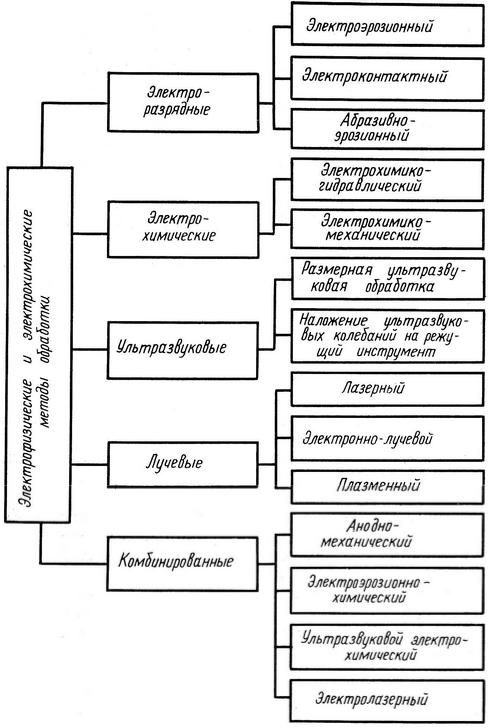
Все физико-химические методы содержат пять основных видов, каждый из которых состоит из нескольких разновидностей (рис. 104): электроразрядные; электрохимические; ультразвуковые; лучевые; комбинированные.
Рис. 104. Основные разновидности физико-химических методов обработки
В этих методах удаление припуска происходит не за счет больших пластических деформаций, как при резании, а путем электрической или химической эрозии.
185
5.7.1. Электроэрозионные методы обработки
Эти методы основаны на явлении эрозии электродов из токопроводящих материалов при пропускании между ними импульсного электрического тока.
Разряд между электродами происходит в газовой среде или при заполнении межэлектродного пространства диэлектрической жидкостью – керосин, минеральное масло.
При наличии разности потенциалов на электродах происходит ионизация межэлектродного пространства. При определенном значении разности потенциалов образуется канал проводимости, по которому устремляется электроэнергия в виде импульсного искрового или дугового разряда.
На поверхности заготовки температура возрастает до 1000¶1200 ¸C. Происходит мгновенное оплавление и испарение элементарного объема металла, и на обрабатываемой поверхности образуется лунка.
Удаленный металл застывает в диэлектрической жидкости в виде гранул диаметром 0,010¶0,005 мм.
При непрерывном подведении к электродам импульсного тока процесс эрозии продолжается до тех пор, пока не будет удален весь металл, находящийся между электродами на расстоянии, при котором возможен электрический пробой (0,01¶0,05 мм) при заданном напряжении.
Для продолжения процесса необходимо сблизить электроды до указанного расстояния. Электроды сближаются автоматически с помощью следящих систем.
5.7.1.1. Электроискровая обработка
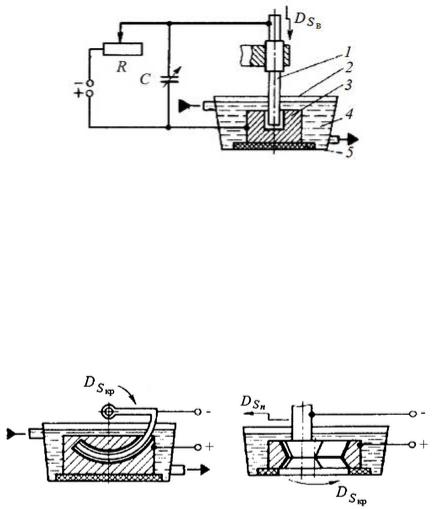
Схема электроискровой обработки представлена на рис. 105. При электроискровой обработке используют импульсные искровые разряды между электродами. Обрабатываемая заготовка – анод, а инструмент – катод. Конденсатор С заряжается через резистор R от источника постоянного тока напряжением 100¶200 В. Когда напряжение на электродах 1 и 3 достигает пробойного, образуется канал, через который осуществляется искровой разряд энергии, накопленной конденсатором. Продолжительность импульса 20¶200 мкс.
Режим обработки позволяет получать размеры с точностью обработки до 0,002 мм и шероховатостью Rа = 0,63¶0,16 мкм.
Для обеспечения непрерывности процесса обработки необхо-
186
димо, чтобы зазор был постоянным, поэтому станки снабжаются следящей системой и системой автоматической подачи инструмента.
Рис. 105. Схема электроискрового станка:
1 – электрод-инструмент; 2 – ванна; 3 – заготовка-электрод; 4 – диэлектрическая жидкость; 5 – изолятор
Получают сквозные отверстия любой формы поперечного сечения, глухие отверстия и полости, отверстия с криволинейными осями, вырезают заготовки из листа, выполняют плоское, круглое и внутреннее шлифование.
Схемы электроискровой обработки представлены на рис. 106.
а б
Рис. 106. Схемы электроискровой обработки:
а– прошивание отверстия с криволинейной осью;
б– шлифование внутренней поверхности фильеры
Электроискровую обработку применяют при изготовлении штампов и пресс-форм, фильер, режущего инструмента, а также для упрочнения поверхностного слоя металла, при этом на поверхность изделия наносят тонкий слой металла или композиционного материала. Подобные покрытия повышают твердость, износостойкость, жаростойкость, эрозионную стойкость и т.д.
5.7.1.2. Электроимпульсная обработка
При электроимпульсной обработке используют электрические импульсы большой длительности (500¶10 000 мкс), в результате чего происходит дуговой разряд. Большие мощности импульсов от
187
электронных генераторов обеспечивают высокую производительность обработки.
Электроимпульсную обработку целесообразно применять при предварительной обработке штампов, турбинных лопаток, фасонных отверстий в детали из коррозионностойких и жаропрочных сплавов.
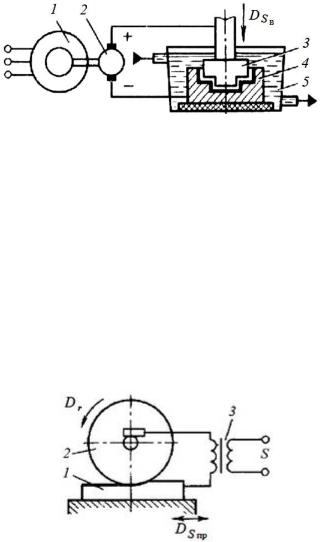
Схема обработки показана на рис. 107.
Рис. 107. Схема электроимпульсной обработки:
1 – электродвигатель; 2 – импульсный генератор постоянного тока; 3 – инструмент-электрод; 4 – заготовка-электрод; 5 – ванна
5.7.1.3. Электроконтактная обработка
Электроконтактная обработка (рис. 108) основана на локальном нагреве заготовки в месте контакта с электродом-инструментом и удалении размягченного или расплавленного металла из зоны обработки механическим способом: относительным движением заготовки или инструмента.
Рис. 108. Схема электроконтактной обработки плоской поверхности: 1 – обрабатываемая заготовка; 2 – инструмент-электрод;
3 – трансформатор Источником теплоты служат импульсные дуговые разряды. Этот
вид обработки рекомендуется для крупных деталей из углеродистых и легированных сталей, чугуна, цветных сплавов, тугоплавких и специальных сплавов.
Метод применяют для зачистки отливок от заливов, отрезки литниковых систем, зачистки проката, шлифования коррозионных деталей из труднообрабатываемых сплавов.
188
5.7.2. Электрохимическая обработка
Электрохимическая обработка основана на законах анодного растворения металлов при электролизе. При прохождении электрического тока через электролит на поверхности заготовки происходят химические реакции, и поверхностный слой металла превращается в химическое соединение. Продукты электролиза переходят в раствор или удаляются механическим способом.
Производительность этого способа зависит от электрохимических свойств электролита, обрабатываемого материала и плотности тока.
5.7.2.1. Электрохимическое полирование
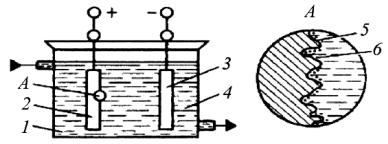
Электрохимическое полирование осуществляется в ванне, заполненной электролитом (растворы кислот и щелочей). Обрабатываемую заготовку подключают к катоду (рис. 109). Катодом служит металлическая пластинка из свинца, меди, стали (иногда электролит подогревают).
Рис. 109. Схема электрохимического полирования:
1 – ванна; 2 – обрабатываемая заготовка; 3 – пластина-электрод; 4 – электролит; 5 – микровыступ; 6 – продукты анодного растворения
При подаче напряжения начинается процесс растворения металла заготовки (в основном на выступах микронеровностей). В результате избирательного растворения, микронеровности сглаживаются, и обрабатываемая поверхность приобретает металлический блеск.
Улучшаются электрофизические характеристики деталей: уменьшается глубина микротрещин, поверхностный слой не деформируется, исключаются упрочнения и термические изменения структуры, повышается коррозионная стойкость.
Этим методом получают поверхности под гальванические покрытия, доводят рабочие поверхности режущего инструмента, изготовляют тонкие ленты и фольгу, очищают и декоративно отделывают детали.
189
5.7.2.2. Электрохимическая размерная обработка
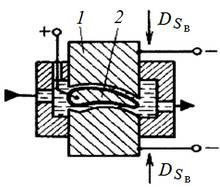
Электрохимическая размерная обработка выполняется в струе электролита, прокачиваемого под давлением через межэлектродный промежуток. Электролит растворяет образующиеся на поверхности заготовки-анода соли и удаляет их из зоны обработки. Высокая производительность процесса заключается в том, что одновременно обрабатывается вся поверхность заготовки.
Участки, не требующие обработки, изолируют. Инструменту придают форму, обратную форме обрабатываемой поверхности. Формообразование происходит по методу копирования (рис. 110).
Точность обработки повышается при уменьшении рабочего зазора. Для его контроля используют высокочувствительные элементы, которые встраивают в следящую систему.
Рис. 110. Схема электрохимической размерной обработки: 1 – инструмент-катод; 2 – заготовка-анод
Этот способ рекомендуют для обработки заготовок из высокопрочных сталей, карбидных и труднообрабатываемых материалов. Также можно обрабатывать тонкостенные детали с высокой точностью и качеством обработанной поверхности (отсутствует давление инструмента на заготовку).
5.7.3. Комбинированные методы обработки
5.7.3.1. Электроабразивная и электроалмазная обработка
При таких видах обработки инструментом служит шлифовальный круг из абразивного материала на электропроводящей связке (бакелитовая связка с графитовым наполнителем).
Между анодом – заготовкой и катодом – шлифовальным кругом имеется зазор, куда подается электролит. Продукты анодного раство-