

Размерный анализ
.pdf
|
|
|
|
|
|
|
1 2 . Р АЗМЕР Н ЫЙ АН А ЛИЗ … |
||
|
|
|
|
|
|
|
|
Таблица 12.11 |
|
|
Операционные размеры действующего технологического процесса |
||||||||
|
|
|
|
|
|
|
|
|
|
Номер |
|
Г |
Номера |
|
Размерная информация |
|
|||
опера- |
|
р |
|
|
|
|
|
||
номи- |
|
наибольш. |
|
|
|||||
ции, пе- |
|
у |
левой и пра- |
наименьш. |
|
|
|||
|
нальное |
знач. или |
среднее |
полуко- |
|||||
рехода, |
|
п |
вой поверхн. |
знач. или |
|||||
|
значе- |
нижн. |
значение |
лебание |
|||||
позиции |
|
п |
звена |
верх. откл |
|||||
|
ние |
откл. |
|
|
|||||
|
|
а |
|
|
|
|
|
||
000 |
|
7+ |
2(97 |
907) |
58,000 |
0,400 |
–1,000 |
57,700 |
0,700 |
|
7+ |
97 |
907 |
29,000 |
0,200 |
–0,500 |
28,850 |
0,350 |
|
|
|
||||||||
|
|
7+ |
15 |
16 |
4,000 |
0,200 |
–0,200 |
4,000 |
0,200 |
|
|
7+ |
47 |
58 |
3,300 |
0,300 |
0,000 |
3,450 |
0,150 |
|
|
7+ |
67 |
87 |
4,500 |
0,125 |
–0,125 |
4,500 |
0,125 |
|
|
7+ |
16 |
47 |
9,400 |
0,000 |
–0,360 |
9,120 |
0,180 |
|
|
7+ |
87 |
86 |
0,500 |
0,500 |
0,000 |
0,750 |
0,250 |
|
|
7+ |
16 |
86 |
61,600 |
0,000 |
–0,740 |
61,230 |
0,370 |
|
|
8+ |
2(98 |
908) |
56,000 |
0,000 |
–0,300 |
55,850 |
0,150 |
|
|
8+ |
98 |
908 |
28,000 |
0,000 |
–0,150 |
27,925 |
0,075 |
|
|
1# |
97 |
98 |
|
0,200 |
|
|
|
005 |
|
7+ |
2(107 1007) |
40,500 |
0,000 |
–0,250 |
40,375 |
0,125 |
|
|
|
7+ |
107 |
1007 |
20,250 |
0,000 |
–0,125 |
20,187 |
0,062 |
|
|
8+ |
2(118 1108) |
38,000 |
0,000 |
–0,520 |
37,740 |
0,260 |
|
|
|
8+ |
118 |
1108 |
19,000 |
0,000 |
–0,260 |
18,870 |
0,130 |
|
|
7+ |
2(137 |
1307) |
29,500 |
0,210 |
0,000 |
29,605 |
0,105 |
|
|
7+ |
137 |
1307 |
14,750 |
0,105 |
0,000 |
14,802 |
0,052 |
|
|
7+ |
907 |
1007 |
0,000 |
0,050 |
–0,050 |
0,000 |
0,050 |
|
|
7+ |
908 |
1007 |
0,000 |
0,005 |
–0,005 |
0,000 |
0,005 |
|
|
7+ |
1007 |
1107 |
0,000 |
0,005 |
–0,005 |
0,000 |
0,005 |
|
|
7+ |
1007 |
1307 |
0,000 |
0,005 |
–0,005 |
0,000 |
0,005 |
|
|
7+ |
17 |
47 |
8,600 |
0,000 |
–0,150 |
8,525 |
0,075 |
010 |
|
7+ |
17 |
37 |
4,200 |
0,125 |
–0,125 |
4,200 |
0,125 |
|
|
1# |
16 |
17 |
|
0,160 |
|
|
|
|
|
7+ |
17 |
28 |
|
0,800 |
1,200 |
1,000 |
0,200 |
015 |
|
7+ |
78 |
87 |
|
0,800 |
1,200 |
1,000 |
0,200 |
|
|
7+ |
128 |
137 |
|
0,800 |
1,200 |
1,000 |
0,200 |
|
|
8+ |
2(138 |
1308) |
30,000 |
0,100 |
0,000 |
30,050 |
0,050 |
020 |
|
8+ |
138 |
1308 |
15,000 |
0,050 |
0,000 |
15,025 |
0,025 |
|
|
1# |
138 |
137 |
|
0,080 |
|
|
|
Кначалу главы
Коглавлению
381
|
|
|
|
|
|
|
|
|
1 2 . Р АЗМЕР Н ЫЙ АН А ЛИЗ … |
|||||||
|
|
|
|
|
|
|
|
|
Продолжение табл. 12.11 |
|||||||
|
|
|
|
|
|
|
|
|
|
|
||||||
Номер |
Г |
Номера |
|
Размерная информация |
|
|
|
|||||||||
опера- |
р |
|
|
|
|
|
|
|
|
|
|
|
|
|||
номи- |
|
|
наибольш. |
|
|
|
|
|||||||||
ции, пе- |
у |
левой и пра- |
наименьш. |
|
|
|
|
|||||||||
нальное |
знач. или |
|
среднее |
|
полуко- |
|||||||||||
рехода, |
п |
вой поверхн. |
знач. или |
|
|
|||||||||||
значе- |
нижн. |
|
|
значение |
|
лебание |
||||||||||
позиции |
п |
звена |
верх. откл |
|
|
|
||||||||||
ние |
|
откл. |
|
|
|
|
|
|
||||||||
|
а |
|
|
|
|
|
|
|
|
|
|
|
||||
|
7+ |
1007 |
1308 |
0,000 |
0,020 |
|
0,020 |
|
0,000 |
|
0,020 |
|||||
|
8+ |
2(108 1008) |
40,000 |
0,000 |
|
–0,100 |
|
39,950 |
|
0,050 |
||||||
|
8+ |
108 |
1008 |
20,000 |
0,000 |
|
–0,050 |
|
19,975 |
|
0,025 |
|||||
025 |
1# |
107 |
108 |
|
0,080 |
|
|
|
|
|
|
|
|
|
|
|
|
8+ |
1008 |
1308 |
0,000 |
0,010 |
|
–0,010 |
|
0,000 |
|
0,010 |
|||||
|
7+ |
17 |
48 |
8,300 |
0,000 |
|
–0,100 |
|
8,250 |
|
0,050 |
|||||
|
1# |
78 |
47 |
|
0,080 |
|
|
|
|
|
|
|
|
|
|
|
030 |
8+ |
18 |
48 |
8,000 |
0,000 |
|
–0,360 |
|
7,720 |
|
0,180 |
|||||
7+ |
17 |
18 |
|
0,080 |
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|||||
035 |
7+ |
18 |
88 |
60,000 |
0,000 |
|
–0,190 |
|
59,905 |
|
0,095 |
|||||
1# |
88 |
87 |
|
0,080 |
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
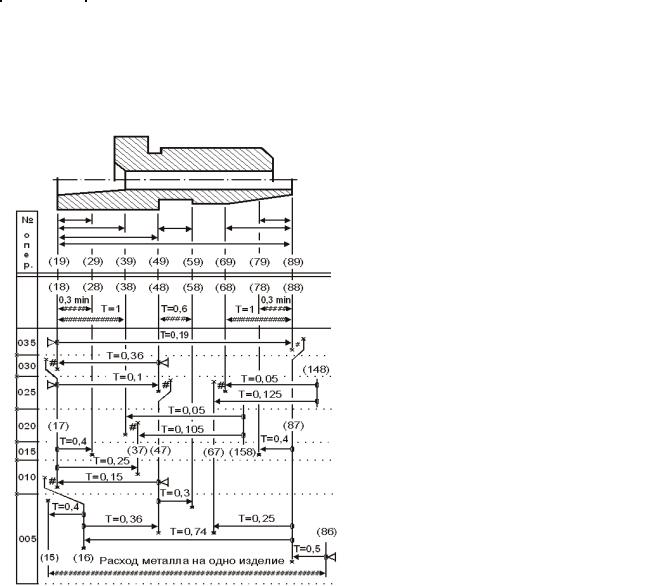
12.2.1.Размерная схема 1 |
|
|||||||||
|
|
|
|
|
|
На рис. 12.24 построена размерная |
||||||||||
|
|
|
|
|
схема линейных размеров по дейст- |
|||||||||||
|
|
|
|
|
вующему |
технологическому |
процес- |
|||||||||
|
|
|
|
|
су, в которой учтены смещения фасок |
|||||||||||
|
|
|
|
|
за |
счет |
изменения обрабатываемых |
|||||||||
|
|
|
|
|
диаметров на операциях 020 и 025. |
|||||||||||
|
|
|
|
|
|
На операции 020 (см. рис. 12.20, |
||||||||||
|
|
|
|
|
с. 379 и 12.24) при окончательной |
|||||||||||
|
|
|
|
|
обработке |
внутреннего |
диаметра |
|||||||||
|
|
|
|
|
2(138+1308) |
|
увеличивается |
линей- |
||||||||
|
|
|
|
|
ный размер фаски, которая была вы- |
|||||||||||
|
|
|
|
|
полнена |
под |
|
углом |
45 |
градусов |
||||||
|
|
|
|
|
на операции 010. Величина снятого |
|||||||||||
|
|
|
|
|
припуска является разностью между |
|||||||||||
|
|
|
|
|
выполняемым |
радиусом (138+1308) |
||||||||||
|
|
|
|
|
и |
|
предшествующим |
радиусом |
||||||||
|
|
|
|
|
(137+1307), |
который |
был |
|
получен |
|||||||
|
|
|
|
|
на операции 005. |
|
|
|
||||||||
|
|
|
|
|
|
Величина припуска в радиальном |
||||||||||
|
|
|
|
|
направлении |
|
при |
угле |
|
фаски |
||||||
Рис. 12.24. Размерная схема 1 |
45 градусов |
равна величине |
смеще- |
|||||||||||||
ния фаски в линейном направлении. |
||||||||||||||||
|
|
|
|
|
||||||||||||
Кначалу главы
Коглавлению
382
1 2 . Р АЗМЕР Н ЫЙ АН А ЛИЗ …
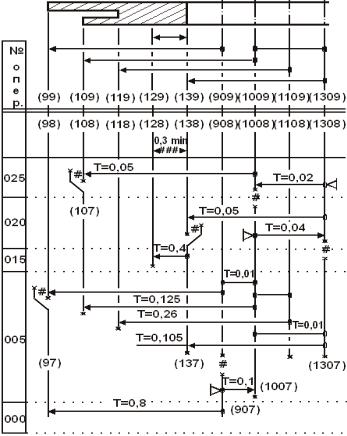
В зоне операции 020 размерной схемы 1 смещение фаски [38#37] построено на двух радиусах, которые условно повернуты на угол 90 градусов.
Так как шлифование отверстия увеличивает окончательный размер, для визуального наблюдения выполняемый радиус
(38+158)=(138+1308) построен справа от поверхности (38) смещения фаски до условно выбранной поверхности (158). Здесь же построен предварительный (мень-
ший) радиус (37+158)=(137+1307).
Аналогичный методический прием использован для построения смещения [67#68] фаски, которая уменьшается при шлифовании наружного диаметра 2(108+1008)
на операции 025.
Рис. 12.25. Размерная схема 2
Радиусы, построенные в линейной размерной схеме 1, имеют вид:
(68+148)=(108+1008);
(67+148)=(107+1007)
В размерной схеме 1 из семи исходных чертежных размеров непосредственно выполняются только два. Фаски, слои насыщения поверхностей, и канавка перешли в группу замыкающих звеньев, и подлежат проверочному расчету с последующим сравнением расчетных величин с исходными параметрами.
Исходные величины минимально необходимых припусков назначены из табл. 12.11, с. 381 в соответствии с шероховатостью и дефектным слоем поверхностей, полученных на предшествующих операциях, позициях и переходах.
Звенья размерной схемы 1 после кодирования имеют вид: Исходная размерная информация (см. рис. 12.24, с. 382)
1: 2 18 28 |
0,3 |
2: 2 78 88 |
0,3 |
3: 3 18 38 |
4 +–0,5 |
4: 3 68 88 |
4 +–0,5 |
5: 3 48 58 |
3,5 0,6 0 |
6: 8 18 88 |
60 0 –0,19 |
Кначалу главы
Коглавлению
383
|
|
|
|
|
1 2 . Р АЗМЕР Н ЫЙ АН А ЛИЗ … |
7: 2 88 87 0,08 |
8: 2 17 18 0,08 |
|
|
||
9: 8 18 48 8 0 –0,36 |
10: 7 17 48 8,3 |
0 –0,1 |
|||
11: 2 48 47 0,08 |
12: 8 68 148 20 0 –0,05 |
||||
13: 7 67 148 20,25 0 –0,125 |
14: 0 67 68 |
|
|
|
|
15: 0 38 37 |
|
16: 8 38 158 15 0,05 |
0 |
||
17: 7 37 158 14,75 0,105 0 |
18: 7 17 28 0,8 |
1,2 |
|
||
19: 7 78 87 0,8 1,2 |
20: 7 17 37 4,2 |
+–0,125 |
|||
21: 2 16 17 0,16 |
22: 7 17 47 8,6 |
0 –0,15 |
|||
23: 7 15 16 4 +–0,2 |
24: 7 47 58 |
3,3 |
0,3 0 |
|
|
25: 7 16 47 |
9,4 0 –0,36 |
26: 7 67 87 |
4,5 |
+–0,125 |
|
27: 7 16 87 |
61,6 0 –0,74 |
28: 7 87 86 |
0,5 |
0,5 0 |
|
29: 0 15 86 |
|
|
|
|
|
Цепи размерные Уравнения решены методом максимума-минимума
[18#28]=+(17+28)–(17+48)+(18+48) [48#58]=+(47+58)+(17+47)–(17+48) [17#18]=–(18+48)+(17+48)
[48#47]=+(17+47)–(17+48) [67#68]=–(68+148)+(67+148) [38#37]=–(37+158)+(38+158) [16#17]=–(17+47)+(16+47) [15#86]=+(87+86)+(16+87)+(15+16)
Вероятностный метод применительно к массовому производству
[18#38]=–(38+158)+(37+158)+(17+37)–(17+48)+(18+48) [88#87]=+(16+87)–(16+47)+(17+47)–(17+48)+(18+48)– (18+88) [78#88]=+(18+88)–(18+48)+(17+48)–(17+47)+(16+47)–(16+87)+(78+87)
[68#88]=+(18+88)–(18+48)+(17+48)–(17+47)+(16+47)–(16+87)+(67+87)–
–(67+148)+(68+148)
Результаты проверочного расчета размерной схемы 1 помещены в табл.12.12,
с. 385.
Кначалу главы
Коглавлению
384
1 2 . Р АЗМЕР Н ЫЙ АН А ЛИЗ …
Таблица 12.12 Результаты проверочного расчета размерной схемы 1
Г |
Номера |
|
Размерная информация |
|
Запасы предель- |
|||||
р |
|
|
ных значений |
|||||||
левой и |
|
|
|
|
|
|||||
у |
номи- |
|
наибольш. |
|
|
|
|
|||
правой |
наименьш. |
среднее |
полу- |
|
|
|||||
п |
нальное |
знач. или |
ниж- |
|
||||||
поверхн. |
знач. или |
значе- |
коле- |
верхний |
||||||
п |
значе- |
нижн. |
ний |
|||||||
звена |
верх. откл. |
ние |
бание |
|
||||||
а |
ние |
откл. |
|
|
||||||
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
1# |
18 |
28 |
|
0,140 |
1,000 |
0,570 |
0,430 |
–0,160 |
|
|
1# |
78 |
88 |
|
0,292 |
1,309 |
0,800 |
0,509 |
–0,008 |
|
|
1# |
18 |
38 |
4,000 |
–0,220 |
–0,684 |
3,548 |
0,232 |
–0,184 |
0,721 |
|
1# |
68 |
88 |
4,000 |
0,576 |
–0,401 |
4,088 |
0,489 |
0,099 |
–0,076 |
|
1# |
48 |
58 |
3,500 |
0,500 |
–0,050 |
3,725 |
0,275 |
–0,050 |
0,100 |
|
1# |
17 |
18 |
|
0,200 |
0,660 |
0,430 |
0,230 |
0,120 |
|
|
1# |
88 |
87 |
|
–0,268 |
0,668 |
0,200 |
0,468 |
–0,347 |
|
|
0# |
67 |
68 |
|
0,125 |
0,300 |
0,213 |
0,870 |
|
|
|
0# |
38 |
37 |
|
0,145 |
0,300 |
0,223 |
0,077 |
|
|
|
1# |
16 |
17 |
|
0,440 |
0,950 |
0,695 |
0,255 |
0,280 |
|
|
0# |
15 |
86 |
|
65,160 |
66,800 |
65,980 |
0,820 |
|
|
|
12.2.2. Размерная схема 2 Размерная схема радиальных (диаметральных) размеров технологического
процесса построена на рис. 12.25, с. 383. В упрощенном варианте схемы отсутствуют фаски, которые при необходимости можно достроить и рассчитать из соответствующих уравнений размерной цепи.
Размеры-радиусы и техническое требование по соосности выполняются в данном процессе. Непосредственно не выполняется глубина цементационного слоя (129+139), которая переходит в группу замыкающих звеньев [128#138].
Уравнение с замыкающим звеном [128#138] содержит пять составляющих звеньев, но расчет ведется методом максимума-минимума, так как погрешность Т(128_137) размера глубины насыщения значительно превосходит погрешности отклонений от соосности. Звенья размерной схемы 2 после кодирования имеют вид:
Исходная размерная информация |
|
|
||
1: 2 128 138 |
0,3 |
2: 2 107 108 |
0,08 |
|
3: 8 108 1008 20 0 –0,05 |
4: 8 1008 1308 |
0 +–0,01 |
||
5: 8 138 1308 15 0,05 0 |
6: 7 1007 1308 |
0 +–0,02 |
||
7: 2 138 137 |
0,08 |
8: 7 128 137 |
0,8 1,2 |
|
9: 7 908 1007 0 +–0,005 |
10: 2 97 98 0,2 |
|
||
11: 8 98 908 |
28 0 –0,15 |
12: 7 107 1007 20,25 0 –0,125 |
||
13: 8 118 1108 19 0 –0,26 |
14: 7 137 1307 |
14,75 0,105 0 |
||
15: 7 1007 1108 0 +–0,005 |
16: 7 1007 1307 0 +–0,005 |
|||
17: 7 907 1007 0 +–0,05 |
18: 7 97 907 |
29 0,2 –0,5 |
||
Кначалу главы
Коглавлению
385
1 2 . Р АЗМЕР Н ЫЙ АН А ЛИЗ …
Цепи размерные Уравнения решены методом максимума-минимума
[128#138]=–(138+1308)+(1007+1308)–(1007+1307)+(137+1307)+(128+137) [107#108]=–(108+1008)–(1008+1308)+(1007+1308)+(107+1007) [138#137]=–(137+1307)+(1007+1307)–(1007+1308)+(138+1308) [97#98]=–(98+908)–(908+1007)+(907+1007)+(97+907)
Результаты расчета замыкающих звеньев в табл. 12.13.
Таблица 12.13 Результаты проверочного расчета размерной схемы 2
Г |
Номера |
|
Размерная информация |
|
Запасы предель- |
|||||
р |
|
|
ных значений |
|||||||
левой и |
|
|
|
|
|
|||||
у |
номи- |
|
наибольш. |
|
|
|
|
|||
правой |
наименьш. |
среднее |
полу- |
|
|
|||||
п |
нальное |
знач. или |
ниж- |
|
||||||
поверхн. |
знач. или |
значе- |
коле- |
верхний |
||||||
п |
значе- |
нижн. |
ний |
|||||||
звена |
верх. откл. |
ние |
бание |
|
||||||
а |
ние |
откл. |
|
|
||||||
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
1# |
128 |
138 |
|
0,475 |
1,080 |
0,778 |
0,320 |
0,175 |
|
|
1# |
107 |
108 |
|
0,095 |
0,330 |
0,213 |
0,117 |
0,015 |
|
|
1# |
138 |
137 |
|
0,120 |
0,325 |
0,223 |
0,102 |
0,040 |
|
|
1# |
97 |
98 |
|
0,445 |
1,405 |
0,925 |
0,480 |
0,245 |
|
|
12.2.3. Анализ результатов расчета размерных схем 1 и 2 Результаты расчета замыкающих звеньев в размерной схеме 2 (см. табл. 12.13)
показывают положительные небольшие запасы, которые могут быть исключены или значительно уменьшены в одном из проектных вариантов расчета.
Большая часть замыкающих звеньев в размерной схеме 1 табл. 12.12, с. 385 имеет отрицательные запасы. Рассмотрим последовательно эти звенья.
Поле рассеяния припуска Т[88 87] = 0,936 (полуколебание равно 0,468).
Если в проектном варианте правильно рассчитать составляющие размеры, то наибольший припуск составит:
[88_87]max=[88_87]min+Т[88_87]=0,08+0,936=1,016 мм
Это значит, что при шлифовании партии заготовок на вращающемся магнитном столе станка (операции 035) необходимо учитывать наибольшую заготовку с припуском 1,016 мм. Для снижения трудоемкости станочник, нарушая технологическую дисциплину, будет выполнять операцию на завышенных подачах. Перегрев обрабатываемой поверхности приведет к обезуглероживанию и без того недостаточного слоя цементационного насыщения. Исходная величина слоев насыщения ограничена только со стороны наименьшего предельного значения.
Кначалу главы
Коглавлению
386
1 2 . Р АЗМЕР Н ЫЙ АН А ЛИЗ …
При проектном пересчете составляющих звеньев можно избавиться от отрицательных запасов замыкающих звеньев [18=38] и [78=88], но при этом увеличиться глубина насыщения на термической операции процесса, увеличив ее нормативное время. Поля рассеяния размеров фасок и канавки не превосходят соответствующие исходные поля допусков. Отрицательные запасы могут быть ликвидированы при проектном расчете составляющих звеньев.
12.2.4. Проектный вариант 1 В первом варианте проектной задачи делается попытка без изменения схем ба-
зирования и принятого порядка проставленных промежуточных размеров спасти от многочисленного брака действующий технологический процесс. Так как построенная графика размерных схем 1 и 2 остается неизменной, исходная размерная информация будет кодироваться с использованием рис. 12.24 и 12.25, с. 382 и 383. В размерную схему 1 входят составляющие размеры-радиусы, предварительно рассчитывающиеся из уравнений схемы 2.
12.2.4.1. Размерная схема 2 В исходной размерной информации проектной задачи произошли следующие
изменения (по сравнению с данными с. 385): 8: 6 128 137 0,4 0 1 12: 6 107 1007 0 –0,125 2
14: 6 137 1307 0,105 0 2 18: 6 97 907 0,2 –0,5 1
Цепи размерные Уравнения решены методом максимума-минимума
[128=138]=–(138+1308)+(1007+1308)–(1007+1307)+(137+1307)+(128–137) [107=108]=–(108+1008)–(1008+1308)+(1007+1308)+(107–1007) [138=137]=–(137–1307)+(1007+1307)–(1007+1308)+(138+1308) [97=98]=–(98+908)–(908+1007)+(907+1007)+(97–907)
Результаты расчета замыкающих звеньев в табл. 12.14, с. 388.
Результаты расчета проектной задачи размерной схемы 2 практически не отличаются от результатов действующего процесса.
Кначалу главы
Коглавлению
Таблица 12.14
387
|
|
|
|
|
|
1 2 . Р АЗМЕР Н ЫЙ АН А ЛИЗ … |
||||
|
|
Результаты проектного расчета размерной схемы 2. Вариант 1 |
|
|||||||
|
|
|
|
|
|
|
|
|
|
|
Г |
Номера |
|
Размерная информация |
|
Запасы предель- |
|||||
р |
|
|
ных значений |
|||||||
левой и |
|
|
|
|
|
|||||
у |
номи- |
|
наибольш. |
|
|
|
|
|||
правой |
наименьш. |
среднее |
полу- |
|
|
|||||
п |
нальное |
знач. или |
ниж- |
|
||||||
поверхн. |
знач. или |
значе- |
коле- |
верхний |
||||||
п |
значе- |
нижн. |
ний |
|||||||
звена |
верх. откл. |
ние |
бание |
|
||||||
а |
ние |
откл. |
|
|
||||||
|
|
|
|
|
|
|
||||
2= |
128 |
138 |
|
0,315 |
0,920 |
0,617 |
0,303 |
0,015 |
|
|
2= |
107 |
108 |
|
0,085 |
0,320 |
0,202 |
0,117 |
0,005 |
|
|
2= |
138 |
137 |
|
0,080 |
0,285 |
0,183 |
0,103 |
0,005 |
|
|
6+ |
128 |
137 |
0,600 |
0,400 |
0,000 |
0,800 |
0,200 |
|
|
|
2= |
97 |
98 |
|
0,245 |
1,205 |
0,725 |
0,480 |
0,045 |
|
|
6+ |
107 |
1007 |
20,240 |
0,000 |
–0,125 |
20,177 |
0,062 |
|
|
|
6+ |
137 |
1307 |
14,790 |
0,105 |
0,000 |
14,842 |
0,058 |
|
|
|
6+ |
97 |
907 |
28,800 |
0,200 |
–0,500 |
28,650 |
0,350 |
|
|
|
12.2.4.2. Размерная схема 1 Звенья проектного варианта размерной схемы 1 по рис. 12.24, с. 382 после ко-
дирования имеют вид: |
|
|
1: 2 18 28 0,3 |
2: 2 78 88 0,3 |
|
3: 3 18 38 4 +–0,5 |
4: 3 68 88 4 +–0,5 |
|
5: 3 48 58 3,5 0,6 0 |
6: 8 18 88 60 0 –0,19 |
|
7: 2 88 87 0,08 |
8: 2 17 18 0,08 |
|
9: 8 18 48 8 0 –0,36 |
10: 6 17 48 0 –0,1 2 |
|
11: 2 48 47 0,08 |
12: 8 68 148 20 0 –0,05 |
|
13: 7 67 148 20,24 0 –0,125 |
14: 0 67 68 |
|
15: 0 38 37 |
16: 8 38 158 15 0,05 0 |
|
17: 7 37 158 14,79 0,105 0 |
18: 6 17 28 0,4 0 1 |
|
19: 6 78 87 0,4 0 1 |
20: 6 17 37 +–0,125 1 |
|
21: 2 16 17 0,16 |
22: 6 17 47 0 –0,15 1 |
|
23: 7 15 16 4 +–0,2 |
24: 6 47 58 |
0,3 0 2 |
25: 6 16 47 0 –0,36 1 |
26: 6 67 87 |
+–0,125 1 |
27: 6 16 87 0 –0,74 2 |
28: 7 87 86 |
0,5 0,5 0 |
29: 0 15 86 |
|
|
Цепи размерные |
|
|
Уравнения решены методом максимума-минимума
[18=28]=+(17–28)–(17+48)+(18+48) [48=58]=+(47–58)+(17+47)–(17+48) [17=18]=–(18+48)+(17–48)
[48=47]=+(17–47)–(17+48)
Кначалу главы
Коглавлению
388
1 2 . Р АЗМЕР Н ЫЙ АН А ЛИЗ …
[67#68]=–(68+148)+(67+148) [38#37]=–(37+158)+(38+158) [16=17]=–(17+47)+(16–47)
[15#86]=+(87+86)+(16+87)+(15+16)
Вероятностный метод применительно к массовому производству
[18=38]=–(38+158)+(37+158)+(17–37)–(17+48)+(18+48) [88=87]=+(16–87)–(16+47)+(17+47)–(17+48)+(18+48)–(18+88) [78=88]=+(18+88)–(18+48)+(17+48)–(17+47)+(16+47)–(16+87)+(78–87)
[68=88]=+(18+88)–(18+48)+(17+48)–(17+47)+(16+47)–(16+87)+(67–87)–
–(67+148)+(68+148)
Результаты расчета схемы 1 варианта 1 помещены в табл. 12.15.
Таблица 12.15 Результаты проектного расчета размерной схемы 1. Вариант 1
Г |
Номера |
|
Размерная информация |
|
Запасы предель- |
|||||
р |
|
|
ных значений |
|||||||
левой и |
|
|
|
|
|
|||||
у |
номи- |
|
наибольш. |
|
|
|
|
|||
правой |
наименьш. |
среднее |
полу- |
|
|
|||||
п |
нальное |
знач. или |
ниж- |
|
||||||
поверхн. |
знач. или |
значе- |
коле- |
верхний |
||||||
п |
значе- |
нижн. |
ний |
|||||||
звена |
верх. откл. |
ние |
бание |
|
||||||
а |
ние |
откл. |
|
|
||||||
|
|
|
|
|
|
|
||||
2= |
18 |
28 |
|
0,350 |
1,210 |
0,780 |
0,430 |
0,050 |
|
|
2= |
78 |
88 |
|
0,361 |
1,379 |
0,870 |
0,509 |
0,061 |
|
|
3= |
18 |
38 |
4,000 |
0,230 |
–0,235 |
3,997 |
0,232 |
0,265 |
0,270 |
|
3= |
68 |
88 |
4,000 |
0,456 |
–0,521 |
3,967 |
0,489 |
–0,021 |
0,040 |
|
3= |
48 |
58 |
3,500 |
0,570 |
0,020 |
3,795 |
0,275 |
0,020 |
0,030 |
|
2= |
17 |
18 |
|
0,090 |
0,550 |
0,320 |
0,230 |
0,010 |
|
|
2= |
88 |
87 |
|
0,162 |
1,098 |
0,630 |
0,468 |
0,082 |
|
|
6+ |
17 |
48 |
8,190 |
0,000 |
–0,100 |
8,140 |
0,050 |
|
|
|
2= |
48 |
47 |
|
0,080 |
0,330 |
0,205 |
0,125 |
0,000 |
|
|
0# |
67 |
68 |
|
0,115 |
0,290 |
0,202 |
0,087 |
|
|
|
0# |
38 |
37 |
|
0,105 |
0,260 |
0,183 |
0,077 |
|
|
|
6+ |
17 |
28 |
0,900 |
0,400 |
0,000 |
1,100 |
0,200 |
|
|
|
6+ |
78 |
87 |
1,300 |
0,400 |
0,000 |
1,500 |
0,200 |
|
|
|
6+ |
17 |
37 |
4,500 |
0,125 |
–0,125 |
4,500 |
0,125 |
|
|
|
2= |
16 |
17 |
|
0,220 |
0,730 |
0,475 |
0,255 |
0,060 |
|
|
6+ |
17 |
47 |
8,420 |
0,000 |
–0,150 |
8,345 |
0,075 |
|
|
|
6+ |
47 |
58 |
3,440 |
0,300 |
0,000 |
3,590 |
0,150 |
|
|
|
6+ |
16 |
47 |
9,000 |
0,000 |
–0,360 |
8,820 |
0,180 |
|
|
|
6+ |
67 |
87 |
4,800 |
0,125 |
–0,125 |
4,800 |
0,125 |
|
|
|
6+ |
16 |
87 |
61,700 |
0,000 |
–0,740 |
61,330 |
0,370 |
|
|
|
0# |
15 |
86 |
|
65,260 |
66,900 |
66,080 |
0,820 |
|
|
|
Кначалу главы
Коглавлению
389
1 2 . Р АЗМЕР Н ЫЙ АН А ЛИЗ …
12.2.4.3. Выводы и предложения Проектный вариант 1 обеспечит высокую надежность выполнения и возмож-
ность получения промежуточных и окончательных технологических размеров только в том случае, если слой насыщения углеродом на термической операции 015 довести до 1,3…1,7 мм. Увеличение глубины насыщения на 0,5 мм по сравнению с величиной 0,8…1,2 действующего процесса повлечет за собой увеличение трудоемкости термической операции. Операция шлифования 035. Наибольшее предельное значение припуска [88=87] достигает [88_87]max=1,098 мм. Технологический процесс, в котором припуск на операциях шлифования достигает таких величин, не может быть рекомендован для внедрения в действующее производство.
Уменьшение среднего и наибольшего значений припуска происходит за счет ужесточения допусков технологических размеров в пределах экономических точностей данных операций или уменьшения числа составляющих звеньев в уравнениях размерных цепей с замыкающими звеньями-припусками.
В уравнении с замыкающим звеном [88=87] шесть составляющих звеньев и только допуск одного из них не соответствует экономической точности.
Допуск Т(18_48)=0,36 мм окончательного технологического размера (18+48) равен допуску исходного Т(19_49) размера (19+49). Экономическая точность операции даже предварительного шлифования соответствует 10…11 квалитету. Допуск 11 квалитета для номинального размера (18_48)ном=8 мм составляет Т(18_48)=0,09 мм. Уменьшение допуска на 0,25 мм (0,36–0,09=0,25) при расчете уравнения вероятностным методом не даст желаемого уменьшения допуска на припуск и не решит поставленной задачи по резкому увеличению производительности на шлифовальной операции 035.
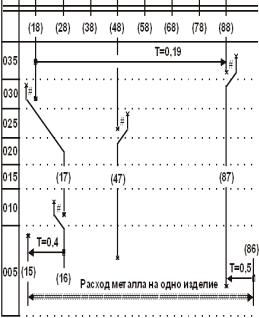
Единственно правильный путь – уменьшить число составляющих звеньев за счет изменения теоретических схем базирования на операциях процесса обработки. Все составляющие звенья уравнения [88=87] участвуют в определении глубины насыщения на термической операции. Уменьшение колебания припуска приведет к снижению трудоемкости операции 015. На рис. 12.26 построен вариант заготовки размерной схемы, в которой сохранен порядок снятия припусков по операциям действующего процесса.
12.26.Заготовка размерной схемы
Кначалу главы
Коглавлению
390