

Размерный анализ
.pdf1 2 . Р АЗМЕР Н ЫЙ АН А ЛИЗ …
Он и даст возможность непосредственно выдерживать на настроенном станке окончательный размер (98+208), который в действующем процессе оказался замыкающим звеном.
В размерной схеме 2 только одно уравнение, содержащее пять составляющих звеньев, решается вероятностным методом. Число составляющих звеньев в уравнении с замыкающим звеном [108#107] из размерной схемы 2 можно сократить до четырех, изменив простановку размеров в исходной заготовке или введя дополнительно звено группы 5 (компенсирующее).
Так как данное предложение не зависит от изменения теоретической схемы базирования на операции 025, в проектной задаче должны быть проверены различные варианты размерной схемы 2.
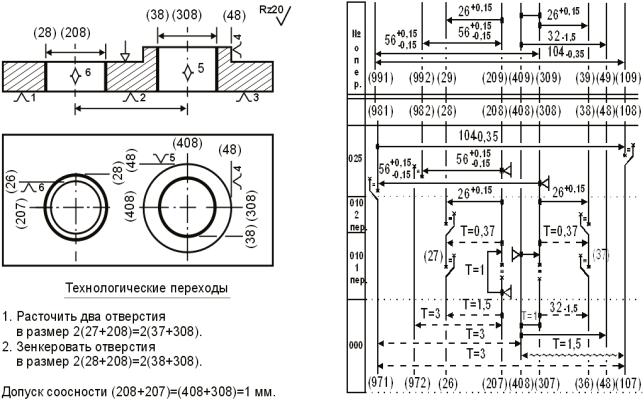
12.1.5. Проектный вариант 1. Размерная схема 2 Проектный вариант 1 размерной схемы 2 представлен на рис. 12.11, с. 370.
При базировании на сочетание поверхностей (опорные точки <>5 и <>6 (см. рис. 12.10, с. 370)), когда выполняются два самостоятельных размера (98+208) и (98+308), в размерной схеме необходимо построить дополнительную поверхность
иприсвоить новые кодировочные номера.
Втрансформированном эскизе поверхность (99) раздваивается на (991) и (992), а сами размеры записываются в кодах (991+309) и (992+209).
Вэтом случае на операции 025 выполняются окончательные размеры
(981+308) и (982+208) со снятием припусков [971=981] и [972=982], которые рас-
считываются из самостоятельных размерных цепей. Звенья размерной схемы после кодирования имеют вид:
Исходная информация (см. схему 2, вариант 1 рис. 12.9)
1: 8 981 108 104 0 –0,35 |
2: 2 108 107 1,6 |
|
||
3: 2 972 982 |
1,6 |
4: 8 982 208 56 |
+–0,15 |
|
5: 2 971 981 |
1,6 |
6: 8 981 308 56 |
+–0,15 |
|
7: 8 28 208 26 0,15 0 |
8: 8 308 38 |
26 0,15 0 |
||
9: 2 28 27 0,08 |
10: 2 37 38 |
0,08 |
|
|
11: 6 27 208 |
0,37 0 2 |
12: 6 308 37 0,37 0 2 |
||
13: 6 972 208 +–0,37 2 |
14: 8 408 308 0 |
+–0,5 |
||
15: 2 27 26 1,6 |
16: 2 36 37 |
1,6 |
|
|
17: 3 208 207 0 |
18: 3 308 307 0 |
|
||
19: 6 26 207 |
1,5 0 1 |
20: 6 307 36 1,5 |
0 1 |
|
21: 6 972 207 +–1,5 1 |
22: 8 408 48 32 |
0 –1,5 |
||
23: 6 971 408 +–1,5 1 |
24: 7 408 307 0 |
+–0,5 |
||
25: 6 971 107 0 –3 1 |
|
|
|
|
Цепи размерные Уравнения решены методом максимума-минимума
[972=982]=–(982+208)+(972–208) [971=981]=–(981+308)+(408+308)+(971–408)
Кначалу главы
Коглавлению
371
1 2 . Р АЗМЕР Н ЫЙ АН А ЛИЗ …
[28=27]=–(27–208)+(28+208) [37=38]=+(308+38)–(308–37) [27=26]=–(26–207)+(972+207)–(972+208)+(27+208) [36=37]=+(308+37)+(408+308)–(408+307)–(307–36) [208=207]=+(972–207)–(972+208) [308#307]=+(408+307)–(408+308)
Вероятностный метод применительно к массовому производству
[108=107]=+(971–107)–(971+408)–(408+308)+(981+308)–(981+108)
Из табл. 12.6 результатов расчета размерной схемы 2, видно, что наибольшее колебание припуска приходится на замыкающее звено [27=26].
Уравнение с этим замыкающим звеном состоит из четырех составляющих размеров с экономической точностью. Ужесточение допусков не имеет смысла.
Таблица 12.6 Результаты вероятностного расчета размерной схемы 2. Вариант 1
Г |
Номера |
|
Размерная информация |
|
Запасы предель- |
|||||
р |
|
|
ных значений |
|||||||
левой и |
|
|
|
|
|
|||||
у |
номи- |
|
наибольш. |
|
|
|
|
|||
правой |
наименьш. |
среднее |
полу- |
|
|
|||||
п |
нальное |
знач. или |
ниж- |
|
||||||
поверхн. |
знач. или |
значе- |
коле- |
верхний |
||||||
п |
значе- |
нижн. |
ний |
|||||||
звена |
верх. откл. |
ние |
бание |
|
||||||
а |
ние |
откл. |
|
|
||||||
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
2= |
108 |
107 |
|
1,683 |
6,067 |
3,875 |
2,192 |
0,083 |
|
|
2= |
972 |
982 |
|
1,600 |
2,650 |
2,130 |
0,520 |
0,000 |
|
|
2= |
971 |
981 |
|
1,650 |
5,950 |
3,800 |
2,150 |
0,050 |
|
|
2= |
28 |
27 |
|
0,080 |
0,600 |
0,345 |
0,260 |
0,000 |
|
|
2= |
37 |
38 |
|
0,080 |
0,600 |
0,345 |
0,260 |
0,000 |
|
|
6+ |
27 |
208 |
25,550 |
0,370 |
0,000 |
25,735 |
0,185 |
|
|
|
6+ |
2(27 |
208) |
51,100 |
0,740 |
0,000 |
51,475 |
0,370 |
|
|
|
6+ |
308 |
37 |
25,550 |
0,370 |
0,000 |
25,735 |
0,185 |
|
|
|
6+ |
2(308 |
37) |
51,100 |
0,740 |
0,000 |
51,475 |
0,370 |
|
|
|
6+ |
972 |
208 |
58,120 |
0,373 |
–0,370 |
58,120 |
0,370 |
|
|
|
2= |
27 |
26 |
|
1,650 |
7,270 |
4,465 |
2,805 |
0,050 |
|
|
2= |
36 |
37 |
|
1,650 |
5,520 |
3,585 |
1,935 |
0,050 |
|
|
3= |
208 |
207 |
0,000 |
1,840 |
–1,900 |
–0,030 |
1,870 |
|
|
|
3= |
308 |
307 |
0,000 |
1,002 |
–1,000 |
0,000 |
1,000 |
|
|
|
6+ |
26 |
207 |
20,500 |
1,500 |
0,000 |
21,250 |
0,750 |
|
|
|
6+ |
2(26 |
207) |
41,000 |
3,000 |
0,000 |
42,500 |
1,500 |
|
|
|
6+ |
307 |
36 |
21,400 |
1,500 |
0,000 |
22,150 |
0,750 |
|
|
|
6+ |
2(307 |
36) |
42,800 |
3,000 |
0,000 |
44,300 |
1,500 |
|
|
|
6+ |
972 |
207 |
58,100 |
1,500 |
–1,500 |
58,100 |
1,500 |
|
|
|
6+ |
971 |
107 |
113,800 |
0,000 |
–3,000 |
111,500 |
1,500 |
|
|
|
Кначалу главы
Коглавлению
372
1 2 . Р АЗМЕР Н ЫЙ АН А ЛИЗ …
12.1.6. Проектный вариант 2. Размерная схема 2 Если на операции 010 рис. 12.4 (см. с. 365) изменить теоретическую схему ба-
зирования, как показано на рис. 12.12, то одностороннее колебание припуска при предварительном растачивании отверстия 2(27–208) должно резко уменьшиться.
Рис. 12.12. Операция 010 |
Рис. 12.13. Размерная схема 2. Вариант 2 |
|
На рис. 12.13 построена размерная схема 2 варианта 2 без трансформированного эскиза изделия. В эту же схему введено компенсирующее звено (408~107) группы 5, которое отражает реальное колебание координатных размеров и габаритного размера в исходной заготовке: (971–408), (408~108) и (971–107). В исходной размерной информации исчезнет размер группы 6 (972–207), а вместо замыкающего звена [208=207] появится известный промежуточный размер группы 7 (208+207) – техническое требование по соосности.
Уравнения размерной схема 2 варианта 2, отличающиеся от варианта 1, представлены ниже.
Уравнения решены методом максимума-минимума
[972=982]=–(982+208)–(208+207)+(972–207) [27=26]=–(26–207)+(208+207)+(27+208) [108=107]=+(408~107)–(408+308)+(981+308)–(981+108) {408~107}=+(971–107)–(971+408)
Кначалу главы
Коглавлению
373

1 2 . Р АЗМЕР Н ЫЙ АН А ЛИЗ …
В табл. 12.7 сведены результаты расчета, имеющие отличия от табл. 12.6. Преимуществами данного варианта технологического процесса являются сни-
жение величин припусков при предварительном растачивании отверстий и уменьшение габаритного размера (971+107) исходной заготовки.
Окончательные размеры отверстий в исходной заготовке выбираются из наименьшего значения расчетных радиусов (диаметров) по результатам расчета размерной схемы 2 варианта 2 и размерной схемы 1, которую необходимо построить и рассчитать.
|
|
|
|
|
|
|
|
Таблица 12.7 |
||
|
Результаты вероятностного расчета размерной схемы 2. Вариант 2 |
|||||||||
|
|
|
|
|
|
|
|
|
|
|
Г |
Номера |
|
Размерная информация |
|
Запасы предель- |
|||||
р |
|
|
ных значений |
|||||||
левой и |
|
|
|
|
|
|||||
у |
номи- |
|
наибольш. |
|
|
|
|
|||
правой |
наименьш. |
среднее |
полу- |
|
|
|||||
п |
нальное |
знач. или |
ниж- |
|
||||||
поверхн. |
знач. или |
значе- |
коле- |
верхний |
||||||
п |
значе- |
нижн. |
ний |
|||||||
звена |
верх. откл. |
ние |
бание |
|
||||||
а |
ние |
откл. |
|
|
||||||
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
2= |
108 |
107 |
|
1,650 |
6,300 |
3,975 |
2,325 |
0,050 |
|
|
2= |
972 |
982 |
|
1,650 |
5,950 |
3,800 |
2,150 |
0,050 |
|
|
2= |
27 |
26 |
|
1,650 |
4,520 |
3,085 |
1,435 |
0,050 |
|
|
6+ |
26 |
207 |
21,900 |
1,500 |
0,000 |
22,650 |
0,750 |
|
|
|
6+ |
2(26 |
207) |
43,800 |
3,000 |
0,000 |
45,300 |
1,500 |
|
|
|
6+ |
972 |
207 |
59,800 |
1,500 |
–1,500 |
59,800 |
1,500 |
|
|
|
6+ |
971 |
107 |
112,600 |
0,000 |
–3,000 |
111,100 |
1,500 |
|
|
|
5~ |
408 |
107 |
51,800 |
1,500 |
–1,500 |
51,100 |
1,500 |
|
|
|
12.1.7. Проектный вариант. Размерная схема 1 Для построения проектного варианта размерной схемы 1 должны использо-
ваться операционные эскизы:
операция 000 (см. рис. 12.2, с. 363);
операция 010 (см. рис. 12.12, с. 373);
операция 015 (см. рис. 12.5, с. 365);
операция 020 (см. рис. 12.6, с. 365).
Рисунок размерной схемы 1 не имеет отличий от рис. 12.8, с. 366 и все-таки в проектном варианте он повторно построен на рис. 12.14, с. 375.
Исходная размерная информация рис. 12.14 и уравнения размерных цепей помещены ниже.
Результаты расчета сведены в табл. 12.8.
Звенья размерной схемы после кодирования имеют вид: Исходная размерная информация (см. схему 1, рис. 12.14)
1: |
2 17 18 1,6 |
2: 8 18 58 |
200 0 –0,46 |
3: |
8 308 58 64 0,15 –0,15 |
4: 2 58 57 |
1,6 |
Кначалу главы
Коглавлению
374

1 2 . Р АЗМЕР Н ЫЙ АН А ЛИЗ …
5: 8 28 208 |
26 0,15 0 |
6: 8 38 308 26 0,15 0 |
|
7: 2 28 27 0,08 |
8: 2 38 37 0,08 |
||
9: 6 27 208 |
0,37 0 2 |
10: 6 37 307 |
0,37 0 2 |
11: 2 27 26 |
1,6 |
12: 2 37 36 1,6 |
|
13: 3 208 207 0 |
14: 3 308 307 0 |
||
15: 8 208 308 86 0,175 –0,175 |
16: 8 408 308 0 0,5 –0,5 |
||
17: 6 26 207 1,5 0 1 |
18: 6 36 307 |
1,5 0 1 |
|
19: 8 48 408 32 0 –1,5 |
20: 7 408 307 0 0,5 –0,5 |
||
21: 6 207 408 1,5 –1,5 1 |
22: 6 408 57 |
1,5 –1,5 1 |
|
23: 6 17 57 |
0 –4,0 1 |
24: 5 17 408 |
1,5 –1,5 |
Уравнения решены методом максимума-минимума:
[58=57]=+(408–57)–(408+308)–
–(308+58) [28=27]=–(27–208)+(28+208) [38=37]=–(37–308)+(38+308) [37=36]=–(36–307)+(408+307)–
–(408+308)+(37+308) [208=207]=–(207–408)–
–(408+308)+(208+308) [308#307]=+(408+307)–
–(408+308) [17=18]=–(18+58)+(308+58)+ +(408+308)+(17~408) {17~408}=–(408+57)+(17–57)
Вероятностный метод применительно к массовому производству:
[27=26]=–(26–207)–(207+408)–
–(408+308)+(208+308)+(27+208)
Рис. 12.14. Проектный вариант схемы 1
Результаты расчета замыкающих звеньев размерных цепей и сравнение их с исходными (необходимыми) чертежными размерами приведены в табл. 12.8, с. 376.
Наименьший диаметр отверстий в исходной заготовке из двух расчетных схем:
(26+207)=21,4 1,5 ; |
2(26+207)=42,8 3,0 мм |
Кначалу главы
Коглавлению
375

1 2 . Р АЗМЕР Н ЫЙ АН А ЛИЗ …
Таблица 12.8 Результаты вероятностного расчета размерной схемы 1
Г |
Номера |
|
Размерная информация |
|
Запасы предель- |
|||||
р |
|
|
ных значений |
|||||||
левой и |
|
|
|
|
|
|||||
у |
номи- |
|
наибольш. |
|
|
|
|
|||
правой |
наименьш. |
среднее |
полу- |
|
|
|||||
п |
нальное |
знач. или |
ниж- |
|
||||||
поверхн. |
знач. или |
значе- |
коле- |
верхний |
||||||
п |
значе- |
нижн. |
ний |
|||||||
звена |
верх. откл. |
ние |
бание |
|
||||||
а |
ние |
откл. |
|
|
||||||
|
|
|
|
|
|
|
||||
2= |
17 |
18 |
|
1,650 |
6,410 |
4,030 |
2,380 |
0,050 |
|
|
2= |
58 |
57 |
|
1,650 |
5,950 |
3,800 |
2,150 |
0,050 |
|
|
2= |
28 |
27 |
|
0,080 |
0,600 |
0,340 |
0,260 |
0,000 |
|
|
2= |
38 |
37 |
|
0,080 |
0,600 |
3,340 |
0,260 |
0,000 |
|
|
6+ |
27 |
208 |
25,550 |
0,370 |
0,000 |
25,735 |
0,185 |
|
|
|
6+ |
2(27 |
208) |
51,100 |
0,740 |
0,000 |
51,470 |
0,370 |
|
|
|
6+ |
37 |
308 |
25,550 |
0,370 |
0,000 |
25,735 |
0,185 |
|
|
|
6+ |
2(37 |
308) |
51,100 |
0,740 |
0,000 |
51,470 |
0,370 |
|
|
|
2= |
27 |
26 |
|
1,617 |
5,153 |
3,385 |
1,768 |
0,017 |
|
|
2= |
37 |
36 |
|
1,650 |
5,520 |
3,585 |
1,935 |
0,050 |
|
|
2= |
208 |
207 |
0,000 |
2,175 |
–2,175 |
0,000 |
2,175 |
|
|
|
1# |
308 |
307 |
0,000 |
1,000 |
–1,000 |
0,000 |
1,000 |
|
|
|
6+ |
26 |
207 |
21,600 |
1,500 |
0,000 |
22,350 |
0,750 |
|
|
|
6+ |
2(26 |
207) |
43,200 |
3,000 |
0,000 |
44,700 |
1,500 |
|
|
|
6+ |
36 |
307 |
21,400 |
1,500 |
0,000 |
22,150 |
0,750 |
|
|
|
6+ |
2(36 |
307) |
42,800 |
3,000 |
0,000 |
44,300 |
1,500 |
|
|
|
6+ |
207 |
408 |
86,000 |
1,500 |
–1,500 |
86,600 |
1,500 |
|
|
|
6+ |
408 |
57 |
67,800 |
1,500 |
–1,500 |
67,800 |
1,500 |
|
|
|
6+ |
17 |
57 |
207,800 |
0,000 |
–4,000 |
207,800 |
2,000 |
|
|
|
5~ |
17 |
408 |
139,800 |
1,500 |
–1,500 |
139,800 |
1,500 |
|
|
|
12.1.8. Проектный вариант. Размерная схема 3 |
|||
На рис. 12.15 построена проектная размер- |
|||
ная схема 3. |
|
|
|
Звенья размерной схемы после кодирования |
|||
имеют вид: |
|
|
|
1: 2 87 88 |
1,6 |
2: 8 88 78 20 0 |
–0,52 |
3: 6 87 78 |
0 –2 1 |
4: 8 78 68 10 1 |
–1 |
Уравнение размерной цепи:
[87=87]=–(88+78)+(87–78)
Рис. 12.15. Проектный вариант |
Результаты расчета в табл. 12.9, с. 377. |
|
размерной схемы 3 |
||
|
Кначалу главы
Коглавлению
376
|
|
|
|
|
|
1 2 . Р АЗМЕР Н ЫЙ АН А ЛИЗ … |
||||
|
|
|
|
|
|
|
|
Таблица 12.9 |
||
|
|
|
Результаты расчета размерной схемы 3 |
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
Г |
Номера |
|
Размерная информация |
|
Запасы предель- |
|||||
р |
|
|
ных значений |
|||||||
левой и |
|
|
|
|
|
|||||
у |
номи- |
|
наибольш. |
|
|
|
|
|||
правой |
наименьш. |
среднее |
полу- |
|
|
|||||
п |
нальное |
знач. или |
ниж- |
|
||||||
поверхн. |
знач. или |
значе- |
коле- |
верхний |
||||||
п |
значе- |
нижн. |
ний |
|||||||
звена |
верх. откл. |
ние |
бание |
|
||||||
а |
ние |
откл. |
|
|
||||||
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
2= |
87 |
88 |
|
1,600 |
4,120 |
2,860 |
1,260 |
0,000 |
|
|
6+ |
87 |
78 |
23,600 |
0,000 |
–2,000 |
22,600 |
1,000 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
12.1.9. Заключение Размерный анализ действующего технологического процесса выявил недоста-
точную проработку операционных схем базирования, которые являются основой формирования промежуточных и окончательных технологических размеров. Недостаточные и избыточные припуски с большими полями рассеяния позволяют предположить отсутствие предварительного построения и расчета операционных размерных цепей. Проектный вариант 2 обеспечивает:
высокую надежность выполнения конструкторских размеров и технических требований на изделие;
уменьшение величин припусков и размеров исходной заготовки.
Предложенные мероприятия должны уменьшить энергетические затраты на операциях механической обработки, их трудоемкость и расход металла на одно изделие.
12.2. Пример 2
Эскиз изделия представлен на рис. 12.16, с. 378. В табл. 12.10, с. 380 помещена исходная размерная информация для этого эскиза.
На рис. 12.17…12.20 с. 378 и 379 эскизы действующего технологического процесса.
Окончательные и промежуточные размеры по отдельным операциям сведены в табл. 12.11, с. 381.
Исходная заготовка – сталь горячекатаная круглая (см. приложение 32).
Кначалу главы
Коглавлению
377

1 2 . Р АЗМЕР Н ЫЙ АН А ЛИЗ …
Технологический процесс изготовления втулки опорной (см. рис. 12.16) содержит две токарно-револьверные операции (см. рис. 12.17 и 12.18):
005 автоматная токарная операция. Станок – токарно-револьверный автомат;
010 токарно-револьверная операция. Станок – токарноревольверный полуавтомат.
Рис. 12.16. Втулка
Рис. 12.17. Операция 005 токарная |
Рис. 12.18. Операция 010 токарная |
Кначалу главы
Коглавлению
378

1 2 . Р АЗМЕР Н ЫЙ АН А ЛИЗ …
Рис. 12.19. Операция 015 |
Рис. 12.20. Операция 020 |
|
|
||
термическая (цементация) |
внутришлифовальная |
|
|
||
|
На |
термической |
операции |
015 |
|
|
(см. рис. 12.19) осуществляется процесс |
||||
|
цементирования твердым карбюризатором |
||||
|
(см. приложение 7) с последующим зака- |
||||
|
ливанием поверхностей. |
|
|
|
|
|
Внутришлифовальная |
020 |
операция |
||
|
(см. рис. 12.20) выполняется на внутри- |
||||
|
шлифовальном универсальном станке вы- |
||||
|
сокой точности. |
|
|
|
|
|
Круглошлифовальная |
025 |
операция |
||
|
(см. рис. 12.21) выполняется на круглош- |
||||
|
лифовальном полуавтомате. |
|
|
||
|
Плоскошлифовальные операции 030 и |
||||
Рис. 12.21. Операция 025 |
035 (рис. 12.22 и 12.23, с. 380) выполняют- |
||||
круглошлифовальная |
ся на плоскошлифовальном станке с круг- |
||||
|
лым |
электромагнитным |
вращающимся |
||
столом и вертикальным шпинделем. На операции 030 заготовка базируется торцовой поверхностью фланца втулки. Подобная установка партии заготовок требует применения специальной кассеты.
Кначалу главы
Коглавлению
379

1 2 . Р АЗМЕР Н ЫЙ АН А ЛИЗ …
Рис. 12.22. Операция 030 |
Рис. 12.23. Операция 035 |
плоскошлифовальная |
плоскошлифовальная |
|
|
|
|
|
|
|
Таблица 12.10 |
|
|
|
Исходная информация по эскизу рис. 12.16 (см. с. 378) |
||||||
|
|
|
|
|
|
|
|
|
Номера |
|
|
Размерная информация |
|
|
|||
|
|
|
|
|
|
|
||
левой и пра- |
|
номи- |
наименьш. |
наибольш. |
среднее |
полуколе- |
|
|
вой поверхн. |
|
нальное |
знач. или |
знач. или |
|
|||
|
значение |
бание |
|
|||||
звена |
|
значение |
верх. откл. |
нижн. откл. |
|
|||
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
19 |
29 |
|
|
0,300 |
|
|
|
|
79 |
89 |
|
|
0,300 |
|
|
|
|
129 |
139 |
|
|
0,300 |
|
|
|
|
19 |
39 |
4,000 |
0,500 |
–0,500 |
4,000 |
0,500 |
|
|
69 |
89 |
4,000 |
0,500 |
–0,500 |
4,000 |
0,500 |
|
|
19 |
49 |
8,000 |
0,000 |
–0,036 |
7,720 |
0,180 |
|
|
49 |
59 |
3,500 |
0,600 |
0,000 |
3,800 |
0,300 |
|
|
19 |
89 |
60,000 |
0,000 |
–0,190 |
59,905 |
0,095 |
|
|
2(99 |
909) |
56,000 |
0,000 |
–0,300 |
55,850 |
0,150 |
|
|
99 |
909 |
28,000 |
0,000 |
–0,150 |
27,925 |
0,075 |
|
|
2(109 1009) |
40,000 |
0,000 |
–0,100 |
39,950 |
0,050 |
|
||
109 |
1009 |
20,000 |
0,000 |
–0,050 |
19,975 |
0,025 |
|
|
2(119 1109) |
38,000 |
0,000 |
–0,520 |
37,740 |
0,260 |
|
||
119 |
1109 |
19,000 |
0,000 |
–0,260 |
18,870 |
0,130 |
|
|
2(139 |
1309) |
30,000 |
0,100 |
0,000 |
30,050 |
0,050 |
|
|
139 |
1309 |
15,000 |
0,050 |
0,000 |
15,025 |
0,025 |
|
|
1009 |
1309 |
0,000 |
0,025 |
–0,025 |
0,000 |
0,025 |
|
|
Кначалу главы
Коглавлению
380