

Размерный анализ
.pdf7 . АВ Т ОМ АТ ИЗ ИР ОВ А НН Ы Й Р АСЧ ЕТ Р АЗ М ЕР НЫ Х ЦЕП Е Й
В технологической схеме рис. 7.4, с. 299 четыре замыкающих звена: [18=38], [17=18], [17#28] и [16#37]. Расход металла [16#37] и справочный размер [17#28]
используются в решении обратной (проверочной) задачи и не имеют исходных предельных размеров. Эти замыкающие звенья при подготовке к автоматизированному расчету кодируются группой 0.
Припуск [17=18] участвует в определении одного из составляющих звеньев
впрямой задаче исходя из наименьшего предельного значения замыкающего звена. [17=18] – замыкающее звено группы 2. При решении прямой задачи, когда
вкачестве замыкающего звена выступает чертежный размер, непосредственно не выполняемый на операциях технологического процесса, расчет одного из определяемых составляющих звеньев ведется от среднего значения исходного звена (чертежного размера), а замыкающее звено кодируется группой 3. В размерной схеме рис. 7.4 таким звеном является габаритный размер втулки [18=38].
Решая первое из уравнений с замыкающим звеном третьей группы, автоматизированная система расчета выдаст следующие результаты:
1.[18=38]=+(28–38)+(18+28)=+(28–38) 0,15+8 0,36 ,
w[18_38]=0,66; w[18_38]/2=0,33 мм; (19+39)=60 0,74 =59,63 0,37 мм, [18=38]=59,63 0,33 мм,
[18_38]min=59,30, [18_38]max=59,96 мм;
59,63 0,33 =(28–38) 0,15+7,82 0,18 , (28+38)=51,81 0,15 мм, Зап по min: [18_38]min–(18_38)min=59,30–59,26=+0,04 мм; Зап по max: (18_38)max–[18_38]max=60,00–59,96=+0,04 мм.
Найденный размер составляющего звена (28+38) входит в три оставшихся уравнения размерной схемы рис. 7.4. В результате расчета этих уравнений будут определены:
припуск на обработку (группа 2) – [17=18]=0,16…1,56;
составляющее звено – (17+38)=60,49 0,37 =60,86 0,74 ;
справочный размер (группа 0) – [17#28]=8,16…9,2;
расход металла (группа 0) – [16#37]=64,47…66,01 мм.
При кодировании исходной информации к группе 3 относят замыкающие раз- меры-звенья, расчет которых ведется, исходя из средних значений исходных размеров. Решаемые задачи – прямые (проектные).
7.1.1.2.3. Группа 4
Четвертая группа используется при кодировании замыкающих размеровзвеньев, когда исходные значения этих размеров ограничены наибольшим предельным размером или из двух предельных значений наибольшее предельное значение предпочтительно.
Кначалу главы
Коглавлению
301
7 . АВ Т ОМ АТ ИЗ ИР ОВ А НН Ы Й Р АСЧ ЕТ Р АЗ М ЕР НЫ Х ЦЕП Е Й
Рассмотрим сборочную размерную схему рис. 7.2, с. 293 и схему технологического процесса рис. 7.4, с. 299.
В сборочном соединении исходные размеры (1+2)=(4+5)=0,4…3,0. Из расчета наибольших исходных предельных значений замыкающие звенья и другие определяемые размеры составляют:
(1+2)max=(4+5)max=[1=2]max=[4=5]max=3,0 мм
1. [1=2]=–(2–3) 0,18 +8 0,36 , w[1_2]=0,72; w[1_2]/2=0,36 мм; [1_2]min=[1_2]max–w[1_2]=3,0–0,72=2,28 мм; [1_2]ном=[1_2]max–w[1_2]/2– w[1_2]=3,0–0,36–(–0–0,18)=2,82 мм; 2,82=–(2–3)+8, (2+3)=5,18 0,18 мм,
Зап по min: [1_2]min–(1_2)min=2,28–0,4=+1,88 мм; Зап по max: (1_2)max–[1_2]max=3–3=0.
Запас по наибольшему предельному значению отсутствует.
2. [4=5]=60 0,74 –8 0,36 +5,18 0,18 –(2–4) 0,46 , w[4_5]=1,92; w[4_5]/2=0,96 мм;
[4_5]min=[4_5]max–w[4_5]=3,0–1,92=1,08 мм; [4_5]ном=[4_5]max–w[4_5]/2– w[4_5]=3,0–0,96–(–0,37+0,18+0+0,23)=1,0 мм;
1,0=60–8+5,18–(2–4); (2+4)=55,18 0,46 мм, Зап по min: [4_5]min–(4_5)min=1,08–0,4=+0,68;
Зап по max: (4_5)max–[4_5]max=3–3=0.
Так как расчеты велись от наибольшего предельного значения чертежного размера (исходного звена) (4+5), то запас по наибольшему предельному значению замыкающего звена [4=5] отсутствует.
В проектном варианте технологического процесса рис. 7.4 к четвертой группе замыкающих звеньев может быть отнесено одно звено – невыполняемый чертежный размер [18=38].
Наибольшее предельное значение исходного размера (19_39)max=60 мм и будет служить основой для расчета определяемого составляющего звена (28–38). Результаты расчета:
[18=38]=+(28–38) 0,15+8 0,36 , w[18_38]=0,66 мм; [18_38]min=[18_38]max–w[18_38]=60–0,66=59,34 мм; [18=38]ном=[18_38]max–w[18_38]/2– w[18_38]=60–0,33–(0–0,18)=59,85 мм;
59,85=+(28–38)+8; (28+38)=51,85 0,15 мм;
Запас по min:[18_38]min–(19_39)min=59,34–59,26=0,08 мм; Запас по max:(19_39)max–[18_38]max=60–60=0 мм.
Кначалу главы
Коглавлению
302
7 . АВ Т ОМ АТ ИЗ ИР ОВ А НН Ы Й Р АСЧ ЕТ Р АЗ М ЕР НЫ Х ЦЕП Е Й
Найденный размер составляющего звена (28+38) входит в три оставшихся уравнения размерной схемы рис. 7.4, с. 299.
В результате расчета этих уравнений будут определены: припуск на обработку (группа 2) – [17=18]=0,16…1,56; составляющее звено – (17+38)=60,53 0,37 =60,9 0,74 мм; справочный размер (группа 0) – [17#28]=8,16…9,2;
расход металла (группа 0) – [16#37]=64,51…66,05 мм.
При кодировании исходной информации к группе 4 относят замыкающие раз- меры-звенья, расчет которых ведется от наибольших исходных предельных размеров.
Решаемые задачи – прямые (проектные).
|
7.1.1.2.4. Группа 5 |
|
При изготовлении заготовок ме- |
|
тодами штамповки, ковки на гори- |
|
зонтально ковочных машинах, литья |
|
и др. их размеры могут иметь ком- |
|
пенсирующиеся погрешности. По- |
|
грешность одного звена компенсиру- |
|
ется противоположно направленной |
|
погрешностью другого, что особенно |
|
проявляется при образовании не- |
|
скольких поверхностей одновремен- |
|
но в одной операции. На рис. 7.5 |
|
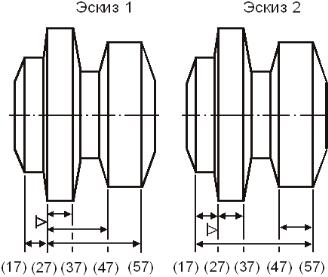
представлены два эскиза поковок, от- |
Рис. 7.5. Варианты простановки размерных |
личающиеся порядком простановки |
линий на эскизах исходных заготовок |
линейных размеров. |
Во избежание появления заготовок с компенсирующимися погрешностями необходимо соблюдать требования ГОСТа, согласно которого все линейные размеры поковок желательно задавать от поверхности, принимаемой на первой операции за базу. Это требование целесообразно для всех видов заготовок, если выдержать его невозможно, рекомендуется произвести замену двух или нескольких звеньев на одно. Допуск на это звено устанавливается по ГОСТу для данного вида заготовок.
Кначалу главы
Коглавлению
303
7 . АВ Т ОМ АТ ИЗ ИР ОВ А НН Ы Й Р АСЧ ЕТ Р АЗ М ЕР НЫ Х ЦЕП Е Й
|
|
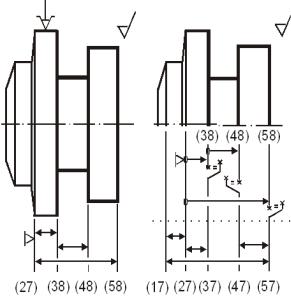
На первом эскизе рис. 7.5 все раз- |
||||
|
|
меры проставлены от поверхности (27), |
||||
|
|
которая является базовой на первой |
||||
|
|
операции механической |
обработки |
|||
|
|
(см. рис. 7.6). Но при изготовлении |
||||
|
|
штамповой оснастки и самой заготовки |
||||
|
|
удобнее выдерживать размеры, про- |
||||
|
|
ставленные |
на |
втором |
эскизе |
|
|
|
(см. рис. 7.5), который принят для по- |
||||
|
|
следующей обработки. На рис. 7.7 по- |
||||
|
|
строена упрощенная размерная схема, |
||||
|
|
позволяющая |
выделить замкнутые |
|||
|
|
контуры. Контуры с замыкающими |
||||
|
|
звеньями-припусками имеют вид: |
||||
Рис. 7.6. |
Рис. 7.7. |
1. [38=37]=+(27–37)–(27–38); |
||||
Операционный эскиз |
Упрощенная схема |
|||||
|
|
|
|
|||
2. [58=57]=+(17–57)–(17–27)–(27–58); 3. [47=48]=+(38+48)+(27–38)+(17–27)–(17–57)+(47–57)
Колебания каждого из размеров заготовки возникают из-за неточностей изготовления фигуры штампа, тепловых и упругих деформаций штампа, колебания толщины окалины, недоштамповкой, износом штампа и др. Все перечисленные виды погрешностей являются зависимыми и взаимно компенсируются на одну и ту же величину. Поэтому у любой заготовки по рис. 7.5, с. 303 в партии не может оказаться, что размеры (17–27), (27–37) и (47–57) – минимальные, а размер (17–57) – максимальный. И действительно, чтобы три размера оказались минимальными, значения их погрешностей должны быть на нижнем пределе. В таком случае размер (17–57) не может быть максимальным, так как на него влияют эти же погрешности. Указанные обстоятельства и следует учитывать при расчетах.
Вконтуре [58=57] можно произвести замену двух составляющих звеньев (17–27) и (17–57) одним звеном (27~57). Дополнительно введенное звено является замыкающим в цепи из двух составляющих размеров с компенсирующимися погрешностями. Это звено получило название заменяющее-замыкающее (З-З) или просто заменяющее.
Уравнение с заменяющим звеном {27~57}=+(17–57)–(17–27).
Вконтуре с замыкающим звеном [47=48] подобную замену можно осуществить с тремя составляющими звеньями: (17–27), (17–57) и (47–57), построив на схеме рис. 7.7 дополнительное заменяющее звено (27~47). Уравнение с заменяющим звеном имеет вид:
{27~47}=–(47–57)+(17–57)–(17–27)
Кначалу главы
Коглавлению
304
7 . АВ Т ОМ АТ ИЗ ИР ОВ А НН Ы Й Р АСЧ ЕТ Р АЗ М ЕР НЫ Х ЦЕП Е Й
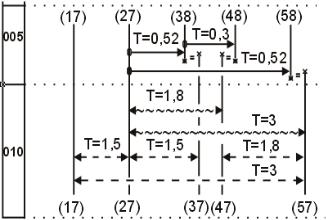
Упрощенная схема с дополнительными заменяющими-замыкающими размерами представлена на рис. 7.8. Допуски на эти звенья (27~57) и (27~47) устанавливаются по справочным таблицам для данного вида заготовки и их номинальным размерам.
Если в размерной схеме рис. 7.8 проставить соответствующие точности и отклонения на все размеры, то уравнения примут вид:
1.[38=37]=+(27–37) 10,0,5 –(27–38) 0,52 ;
2.[58=57]=+(17–57) 21,,00 –(17–27) 10,0,5 –(27–58) 0,74 ;
3.[47=48]=+(38+48) 0,3 +(27–38) 0,52 +(17–27) 10,0,5 –(17–57) 21,,00 +(47–57) 10,2,6 .
Поля рассеяния составляет:
w[38_37]=2,02; w[58_57]=5,24; w[47 48]=7,12
Если в последних двух уравнениях произвести замену составляющих размеров заменяющими звеньями, то уравнения можно записаны в новом виде:
2.[58=57]'=+(27~57) 21,,00 –(27–58) 0,74 ;
3.[47=48]'=+(38+48) 0,3 +(27–38) 0,52 –(27~47) 10,2,6 .
Поля рассеяния замыкающих звеньев [58=57]' и [47=48]' с заменяющими раз-
мерами (27~57) и (27~47):
w[58 57]'=3,74; w[47 48]'=2,62 мм
|
Заменяющие-замыкающие разме- |
||||
|
ры-звенья (27~57), (27~47) выделены |
||||
|
в уравнениях символом «~» и кодиру- |
||||
|
ются при подготовке исходных дан- |
||||
|
ных для автоматизированного расчета |
||||
|
группой 5. В процессе ручного и авто- |
||||
|
матизированного |
расчета |
уравнения |
||
|
с заменяющими |
размерами решаются |
|||
|
с использованием величин вновь по- |
||||
|
лученных полей рассеяния. Так как |
||||
Рис. 7.8. Упрощенная размерная схема |
расчет |
замыкающих |
звеньев- |
||
припусков ведется от их наименьших |
|||||
|
|||||
предельных величин, то номинальные расчетные значения замыкающих звеньев будут определены из следующих уравнений:
[58_57]ном=[58_57]min+w[58_57]'/2– w[58 57]'; [47_48]ном=[47_48]min+w[47_48]'/2– w[47 48]'.
Результаты расчета в этом примере можно получить только после оформления оставшихся операций технологического процесса и при наличии эскиза детали.
Кначалу главы
Коглавлению
305
7 . АВ Т ОМ АТ ИЗ ИР ОВ А НН Ы Й Р АСЧ ЕТ Р АЗ М ЕР НЫ Х ЦЕП Е Й
В упрощенном варианте считаем, что часть звеньев размерной схемы уже определены или являются выполняемыми окончательно. К ним относятся:
(27+38)=22,42 0,52 ; (27+58)=82,16 0,52 ; (27+37)=24,82 10,0,5 ; (17+27)=20,5 10,0,5 ; (38+48)=20 0,3
Значения минимально необходимых припусков при первичной обработке по-
верхностей поковки (47_48)min=(58_57)min=1,9 мм.
Номинальные размеры заменяющих-замыкающих звеньев группы 5 при решении уравнений с учетом возможной компенсации:
2. [58=57]'=+(27~57)–(27+58)=+(27~57) 21,,00 –82,16 0,74 , w[58_57]'=3,74; w[58_57]'/2=1,87 мм;
[58_57]'ном=[58_57]'min+w[58_57]'/2– w[58_57]'=1,9+1,87–(0,5+0,37)=2,9 мм;
2,9=(27~57)–82,16 мм; (27~57)=85,06 2,0 мм;
1,0
3. [47=57]'=+(38+48)+(27+38)–(27~47)=+20 0,3 +22,42 0,52 –(27~47) 10,2,6 , w[47_48]'=2,62; w[47_48]'/2=1,31 мм;
[47_48]'ном=[47_48]'min+w[47_48]'/2– w[47_48]'=1,9+1,31–(0,15–0,26–0,3)=3,62 мм;
3,62=20+22,42–(27~47); (27~47)=38,8 |
1,2 |
мм. |
0,6 |
||
Найденные размеры группы 5 позволяют оформить |
эскиз 1 заготовки |
|
по рис. 7.5 (с. 303), отвечающий требованиям ГОСТа о порядке задания линейных размеров на поковки. Оформление равноценного эскиза (для специалистов кузнечного производства) потребуются дополнительные расчеты недостающих размеров в эскизе 2 рис. 7.5. С этой целью заменяющие размеры превращаются в за- меняющие-замыкающие звенья с исходным допуском, равным допуску заменяющего звена (даже в том случае, если суммарное поле рассеяния допусков составляющих звеньев превосходит исходный допуск заменяющего звена).
В уравнении
{27~57}=+(17–57)–(17+27), 85,06 |
2,0 |
=+(17–57) |
2,0 |
–20,5 |
1,0 |
1,0 |
1,0 |
0,5 |
Исходный допуск Т(27~57)=3 мм, а суммарное поле рассеяния замыкающего звена
w{27~57}=Т(17_57)+(17_27)=3+1,5=4,5 мм
Расчетное значение номинального размера заменяющего-замыкающего звена можно рассчитывать по любому из трех известных уравнений с учетом:
его наименьшего предельного значения {27~57}min=84,06 мм;
среднего значения {27~57}=85,56 мм;
наибольшего предельного значения {27~57}=87,06 мм.
Вавтоматизированной программе решение ведется через среднее значение.
Кначалу главы
Коглавлению
306
7 . АВ Т ОМ АТ ИЗ ИР ОВ А НН Ы Й Р АСЧ ЕТ Р АЗ М ЕР НЫ Х ЦЕП Е Й
Номинальное значение определяемого составляющего звена (17–57) для эскиза 2 (см. рис. 7.5) заготовки с учетом возможной компенсации:
[27_57]ном=[27_57]ср– w[27_57]=85,56–(0,5–0,25)=85,31 мм;
85,31=(17–57)+20,5; (17+57)=105,81 2,0 мм.
1,0
Номинальное значение определяемого составляющего звена (47–57) для эскиза 2 заготовки с учетом возможной компенсации:
[27=47]=–(47–57)+(17+57)–(17+27),
38,8 10,2,6 =–(47–57) 10,2,6 +105,81 21,,00 –20,5 10,0,5 ,
Т(27_47)=1,8 мм; w[2747]=6,3 мм;
[27_47]ном=[27_47]ср– w[27_47]=39,1–(–0,3+0,5–0,25)=39,15 мм;
39,15=–(47–57)+105,81–20,5; (47+57)=46,16 |
1,2 |
мм. |
0,6 |
Для штампованных заготовок суммарная величина компенсирующихся погрешностей достигает 60…70 % допуска на размер и пренебрежение ими при расчете размерных цепей приведет к значительному увеличению расхода металла и повышению трудоемкости механической обработки. Больший эффект экономии металла получают при использовании литых заготовок, в которых компенсирующиеся погрешности могут достигать 80 % допуска на размер. Если в показанном примере рис. 7.8 рассчитать два размера заготовки (17–57) и (47–57) без учета возможной компенсации погрешностей, то их номинальные значения возрастут:
2. [58=57]=+(17–57) 21,,00 –20,5 10,0,5 –82,16 0,74 , w[58_57]=5,24; w[57_57]/2=2,62 мм;
[58_57]ном=[58_57]min+w[58_57]/2– w[58_57]=1,9+2,62–(0,5–0,25+0,37)=3,9;
3,9=+(17–57)–20,5–82,16; |
|
2,0 |
|
|
||
(17+57)=106,56 1,0 мм; |
|
|
||||
3. [47=48]=20 |
0,3 |
+22,42 0,52 +20,5 |
1,0 |
2,0 |
1,2 |
мм, |
|
0,5 |
–106,56 1,0 +(47–57) |
0,6 |
|||
|
w[47_48]=7,12; w[47_48]/2=3,56 мм; |
|
|
|||
[47_48]ном=1,9+3,56–(0,15–0,26+0,25–0,5+0,3)=5,52 мм; |
|
|||||
|
|
|
|
1,2 |
мм. |
|
5,52=20+22,42+20,5–106,56+(47–57); (47+57)=49,16 0,6 |
||||||
Компенсирующиеся погрешности могут встречаться и в процессах механической обработки (особенно на автоматах, полуавтоматах и автоматических линиях). Однако в этих случаях зависимость между погрешностями звеньев не очень «строгая», так как может быть легко нарушена неверной наладкой в начале обработки партии деталей. Поэтому ее следует учитывать с осторожностью.
Кначалу главы
Коглавлению
307
7 . АВ Т ОМ АТ ИЗ ИР ОВ А НН Ы Й Р АСЧ ЕТ Р АЗ М ЕР НЫ Х ЦЕП Е Й
Компенсирующиеся погрешности часто возникают у звеньев – пространственных отклонений в таких операциях, где обработка ведется с одной установки, а также при хонинговании, суперфинишировании, развертывании и других, т. е. когда инструмент сам ориентируется по обрабатываемой поверхности.
7.1.2. Группа составляющих звеньев
7.1.2.1.Группа составляющих определяемых звеньев при решении прямых (проектных) задач
7.1.2.1.1.Группа 6 При конструктивной проработке сборочных соединений параметры исходного
звена диктуют суммарную величину поля рассеяния, конкретную точность и предельные отклонения всех составляющих звеньев, участвующих в контурах размерных цепей.
Чаще всего номинальные значения назначаются директивно для всех составляющих звеньев, кроме одного.
Номинальный размер этого звена определяется решением уравнения с известными параметрами исходного звена, участвующего в уравнении в качестве замыкающего. Определяемые составляющие размеры-звенья при решении прямых задач размерного анализа для автоматизированного расчета и в размерных схемах технологических процессов кодируются звеньями группы 6. Проектная конструкторская задача рассматривается на с. 283.
Номинальные значения определяемых размеров-звеньев группы 6 (2–3) и (2–4) найдены из двух уравнений (см. с. 308 и 309).
Составляющие размеры выделяются круглыми скобками с символом «–» между номерами, ограничивающими левую и правую стороны звена. Отрицательный знак символа «–» меняется на положительный знак «+» после того, как будут определены номинальные значения составляющих звеньев.
Размерная схема проектного варианта технологического процесса механической обработки втулки показана на рис. 7.4.
Определяемые размеры-звенья (28–38) и (17–38) выделены на схеме пунктирной линией, а в уравнениях на с. 307 символом «–». На этих же страницах показаны результаты расчета.
7.1.2.2.Группы составляющих известных звеньев при решении прямых и обратных задач
Техническая документация на готовое изделие содержит комплект оформленных чертежей на сборочные соединения и отдельные детали, в которых проставлены все необходимые размеры и технические требования. Эта информация является исходной для построения конструкторских размерных схем, а отдельные размеры участвуют в уравнениях в качестве известных составляющих звеньев.
Расчет размерных цепей готового изделия с известными составляющими звеньями относится к решению обратной (проверочной) задачи.
Кначалу главы
Коглавлению
308
7 . АВ Т ОМ АТ ИЗ ИР ОВ А НН Ы Й Р АСЧ ЕТ Р АЗ М ЕР НЫ Х ЦЕП Е Й
Впроцессе проектирования этого изделия из сборочных размерных цепей формировались подетальные размерные цепи, в которых для части составляющих размеров заранее назначались их параметры. Такие размеры-звенья в уравнениях размерных цепей выступали в роли известных составляющих. В этих же уравнениях оставшиеся составляющие звенья с неизвестным номинальным значением подлежат последующему расчету. Такие расчеты при проектировании изделий, относятся к прямым задачам.
При проектировании технологического процесса механической обработки детали точность, форма, размеры исходной заготовки требуют ряда последующих операций и технологических переходов, в процессе выполнения которых последовательно изменяются промежуточные размеры заготовки. Точность окончательного технологического размера может быть равной или выше точности чертежного. Его поле допуска должно находиться внутри поля допуска чертежного размера.
Винтервале чертежного допуска окончательные размеры могут иметь любые номинальные и предельные значения, которые в расчетах выступают в роли известных составляющих. Все промежуточные размеры относятся к определяемым составляющим звеньям технологических размерных цепей.
Впроцессе построения размерной схемы действующего технологического процесса из операционных эскизов выбираются как промежуточные, так и известные окончательные выполняемые технологические размеры. Все они участвуют в решении обратной (проверочной) задачи. Это показывает, что известные составляющие звенья участвуют в решении всех задач размерного анализа. В режиме машинного автоматизированного расчета они могут быть отнесены к двум группам, и при подготовке исходных данных кодироваться группой 7 или группой 8.
7.1.2.2.1. Группа 7
Чаще всего к группе 7 принадлежат известные промежуточные технологические размеры-звенья. К ним можно отнести высоту слоев покрытий на химикотермических операциях, выполняемый размер припуска при подрезании торцовых поверхностей на автоматно-токарных и фрезерных операциях, ширину реза от инструмента на заготовительных операциях, изменение размеров после упрочняющих пластических деформаций, а также линейные и диаметральные размеры заготовки после операций накатывания или раскатывания и другие.
В схеме действующего технологического процесса по рис. 7.3, с. 294 четыре технологических размера группы 7: (28+38), (16+17), (17+38), (38+37), из которых (38+37) – выполняемый размер-припуск с известными параметрами, а (16+17) – ширина реза после отделения заготовки от прутка при поперечном движении суппорта с отрезным резцом. При построении размерной схемы проектного варианта технологического процесса рис. 7.4, с. 299 известные промежуточные размеры (28+38) и (17+38) из схемы рис. 7.3 превратились в определяемые составляющие звенья, а ширина реза и выполняемый размер подрезаемого припуска остались известными составляющими звеньями группы 7.
Кначалу главы
Коглавлению
309
7 . АВ Т ОМ АТ ИЗ ИР ОВ А НН Ы Й Р АСЧ ЕТ Р АЗ М ЕР НЫ Х ЦЕП Е Й
Втех случаях, когда величина покрытий входит в значения чертежных размеров, размеры заготовок на операциях механической обработки должны выполняться с учетом последующих операций покрытия.
Если готовое изделие покрывается слоем меди и никеля, то эти слои-звенья строятся в технологической размерной схеме, и могут кодироваться для автоматизированного расчета группой 7. На рис. 6.61 (см. с. 219) построена размерная схема проектного варианта технологического процесса с известными слоями-
размерами меднения и никелирования: (17+16), (26+27), (37+36), (46+47), (56+57)
и(18+17), (27+28), (38+37), (47+48), (57+58).
Всхемах диаметральных размеров в качестве известных могут выступать промежуточные размеры – отклонения от соосности, величины которых обеспечиваются приспособлениями и наладкой оборудования. Чаще всего они задаются на операционном эскизе величиной полного радиального биения между базовыми
иобрабатываемыми диаметральными поверхностями. В размерных схемах эти величины переводятся в размер-отклонение от соосности делением полного радиального биения на два.
На рис. 6.68 (см. с. 231) в схеме диаметральных размеров промежуточные размеры – отклонения от соосности (608+708), (608+808) и (608+607) могут быть закодированы для автоматизированного расчета группой 7.
7.1.2.2.2. Группа 8
При подготовке исходной информации для автоматизированного расчета на ЭВМ конструкторских размерных цепей звенья с известными параметрами кодируются под номером восемь (группа 8).
Впроверочной задаче по сборочному соединению рис. 7.2 (см. с. 293) размеры втулки и корпуса известны и окончательны. Они кодируются группой 8.
При решении проектного варианта задачи по этому же сборочному соединению (см. рис. 7.2) окончательно известными размерами группы 8 остаются только размеры втулки: (1+3) и (1+5). Размеры корпуса (2–3) и (2–4) переходят в группу 6 как определяемые составляющие звенья.
Вразмерных схемах технологических процессов (см. рис. 7.3, с. 294 и 7.4, с. 299) содержится, кроме известных промежуточных звеньев, один окончательный размер (18+28), который относится к группе 8 и может превосходить по точности исходный конструкторский размер. Известный окончательный технологический размер (18+38) группы 8 (см. рис. 6.28, с. 193) превосходит по точности конструкторский (19+39).
7.2.Кодирование границ размерных связей
Впрограмме Автоматизированного Расчета размерных цепей ППП «КурсАР» используется цифровая форма записи от левой границы размерной связи или выносной линии отсчета размера до правой границы или противоположной стороны размерных линии.
Кначалу главы
Коглавлению
310