

Техпроцессы
.pdfПродолжение приложения Б
Вариант 9
Рис. 9. Деталь «Плита нижняя»
21
Продолжение приложения Б
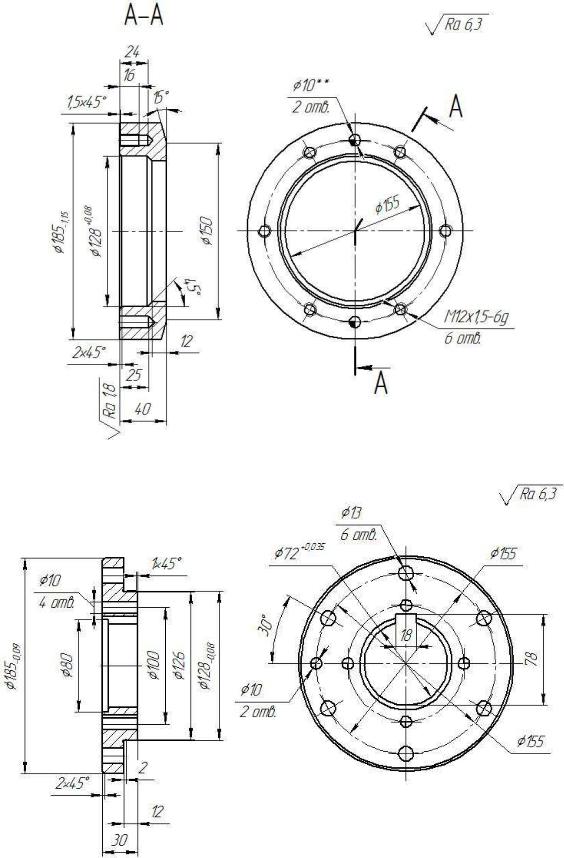
Вариант 10
Рис. 10. Деталь «Матрица»
Вариант 11
Рис. 11. Деталь «Пуансон»
22
Продолжение приложения Б
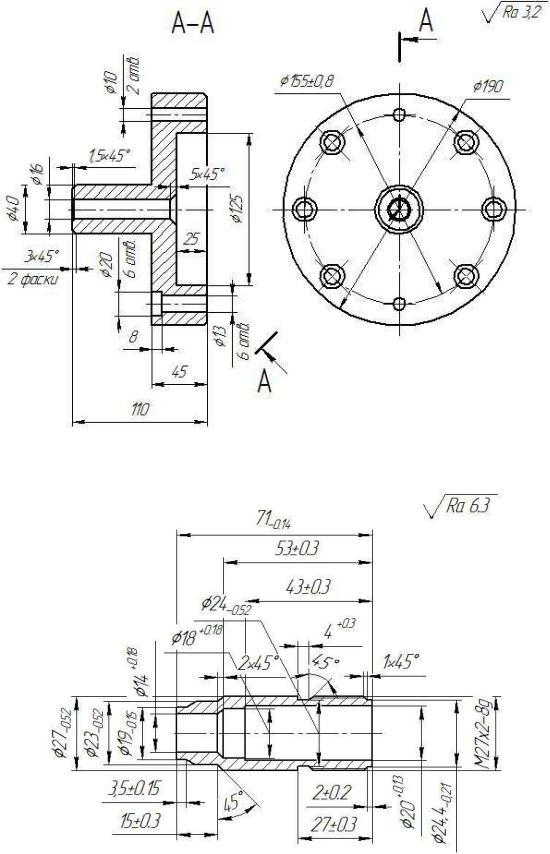
Вариант 12
Рис. 12. Деталь «Хвостовик»
Вариант 13
Рис. 13. Деталь «Втулка»
23
Окончание приложения Б
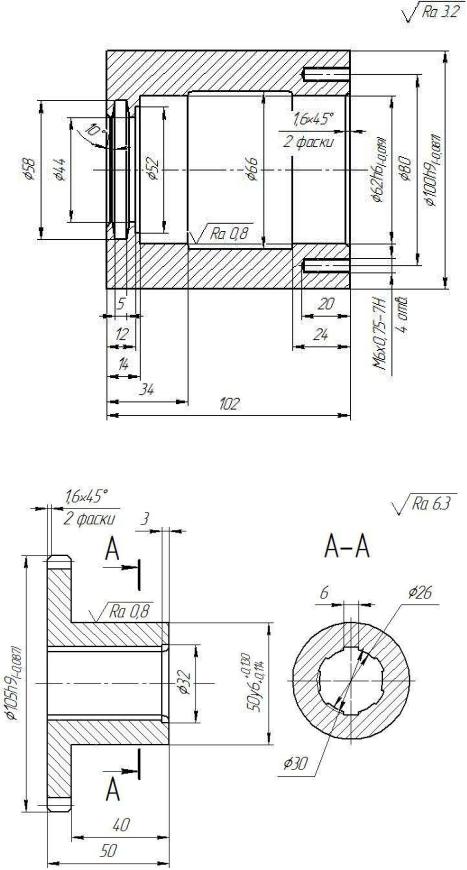
Вариант 14
Рис. 14. Деталь «Корпус»
Вариант 15
Рис. 15. Деталь «Шестерня»
24
|
|
|
Приложение В |
|
|
|
|
Таблица 1 |
|
|
Данные для выбора материала |
|
|
|
|
|
|
|
|
№ |
Материал |
№ |
Материал детали |
|
варианта |
детали |
варианта |
|
|
|
|
|||
1 |
Сталь 45 |
21 |
Сталь 40 |
|
2 |
Сталь 12Х2Н4А |
22 |
Л67 |
|
3 |
Л63 |
23 |
Сталь 25Х2МФА |
|
4 |
ВЧ100 |
24 |
Сталь 47ГТ |
|
5 |
Сталь 65Г |
25 |
ЧВГ40 |
|
6 |
Сталь 45ХН2МФА |
26 |
АД1 |
|
7 |
Сталь 40Х |
27 |
Сталь 18ХГТ |
|
8 |
Сталь 40Х2Н2МА |
28 |
Ст3кп |
|
9 |
Сталь 25ХГСА |
29 |
Сталь АС38ХГМ |
|
10 |
КЧ60-3 |
30 |
Сталь 20ХН4ФА |
|
11 |
Ст1 |
31 |
Сталь 20ЮА |
|
12 |
АЛ9 |
32 |
КЧ 30-6 |
|
13 |
Сталь 38Х2НМФ |
33 |
Сталь 15пс |
|
14 |
Д16Т |
34 |
Сталь Н18К4М7ТС |
|
15 |
Сталь 03Х13АГ19 |
35 |
СЧ12 |
|
16 |
Сталь 15ХГН2ТА |
36 |
Сталь 22К |
|
17 |
Сталь 03Х20Н16АГ6 |
37 |
Сталь 25ХГНМТ |
|
18 |
ВСт2сп |
38 |
АЛ7 |
|
19 |
СЧ25 |
39 |
Сталь 50А |
|
20 |
Сталь 38ХНЗМФА |
40 |
Сталь 30ХГСНМА |
|
25
Приложение Г
Министерство образования и науки Российской Федерации Федеральное государственное бюджетное образовательное учреждение высшего профессионального образования
«Южно-Уральский государственный университет» (национально-исследовательский университет) Филиал ФГБОУ ВПО «ЮУрГУ» в г. Кыштыме Кафедра «Технология обработки материалов»
ПОЯСНИТЕЛЬНАЯ ЗАПИСКА к курсовой работе
по дисциплине: «Технологические процессы в машиностроение» на тему: «Технологический процесс изготовления детали типа вал-шестерня»
151001.2012.022.00.00 ПЗ КР
Нормоконтроль |
|
|
Руководитель работы: ассист. |
А.В. Попова_______________ |
А.В. Попова____________ |
||
|
|
|
«___»____________2012 г |
|
|
|
Автор работы |
|
|
|
студент группы КЗ – 415 |
|
|
|
Сидоров П.Н.____________ |
|
|
|
«___»____________ 2012 г |
|
|
|
Работа сдана на оценку |
|
|
|
––––––––––––––––––––––– |
|
|
|
«___»____________2012 г |
Кыштым
2012 г.
26
Приложение Д
27
Приложение Ж
Таблица 2
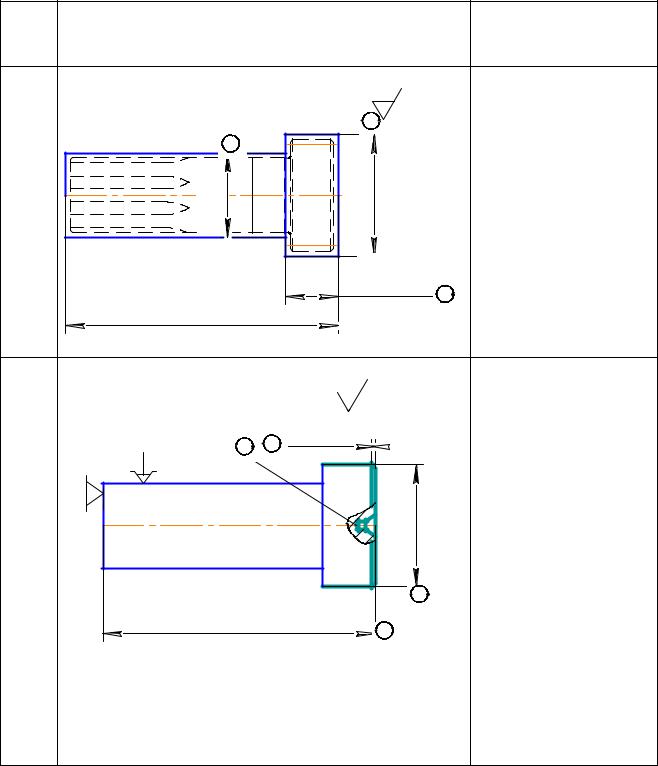
Пример оформления технологического процесса изготовления детали
|
|
Оборудование, |
№оп |
Операционный эскиз |
приспособление и |
|
|
РИ |
Заготовительная |
|
40+ÏÇ |
60+ÏÇ |
1 |
|
|
||
|
|
|
|
|||||
|
|
|
2 |
|
|
|
|
|
|
|
|
|
|
|
|
Горизонтально |
|
|
|
|
|
|
|
|
ковочная |
|
|
|
|
|
|
|
|
машина (ГКМ) |
|
|
|
|
|
24,9-0,8+1,4 |
|
В1139 |
||
000 |
143,9 |
+2,1 |
4 |
|
||||
|
|
|
|
|||||
|
|
|
|
|
|
|||
|
|
-1,1 |
|
|
|
|
||
|
Заготовка - штамповка на ГКМ ГОСТ 2.424-80. |
|
||||||
|
|
|
|
|
|
|
Оборудование: |
|
|
|
|
|
|
Ra 6,3 |
|
Токарно- |
|
|
|
|
|
1,5•45Å |
|
|
револьверный |
|
|
|
|
|
|
|
станок 1341 |
||
|
|
|
4 |
3 |
|
|
Режущий |
|
1) |
3 |
|
|
|
|
|
||
|
|
|
|
|
|
инструмент: |
||
(установ |
|
|
|
|
60Ç |
|
||
|
|
|
|
2) Резец проходной |
||||
|
|
|
|
|
|
1) |
Резец подрезной |
|
|
|
|
|
|
|
ГОСТ 18871-73; |
||
Токарная |
|
141,3-0,25 |
|
ГОСТ 18868-73; |
||||
|
1 |
|
3) Резец для |
|||||
|
|
|
|
|
|
|||
|
|
|
|
|
|
снятия фаски |
||
|
|
|
|
|
|
|
||
005 |
|
|
|
|
2 |
ГОСТ 19043-80; |
||
1) Подрезать |
торец поверхности Ø 60 (1) |
мм |
4) Центровое |
|||||
|
||||||||
|
отверстие |
|||||||
|
выдерживая размер 141,3-0,25 (2); |
|
|
|||||
|
|
ГОСТ 14952-89 |
||||||
|
2) Проточить поверхность Ø 60 (1); |
|
||||||
|
|
Приспособление: |
||||||
|
3) Снять фаску 1,5х45 O |
(3); |
|
|||||
|
4) Сверлить центровое отверстие (4); |
3-х кулачковый |
||||||
|
|
патрон |
||||||
|
|
|
|
|
|
|
||
28
|
|
|
|
|
|
Продолжение приложения Ж |
||
Продолжение таблицы 2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Оборудование, |
№оп |
Операционный эскиз |
|
|
|
приспособление и |
|||
|
|
|
|
|
|
|
|
РИ |
|
|
|
|
|
|
|
|
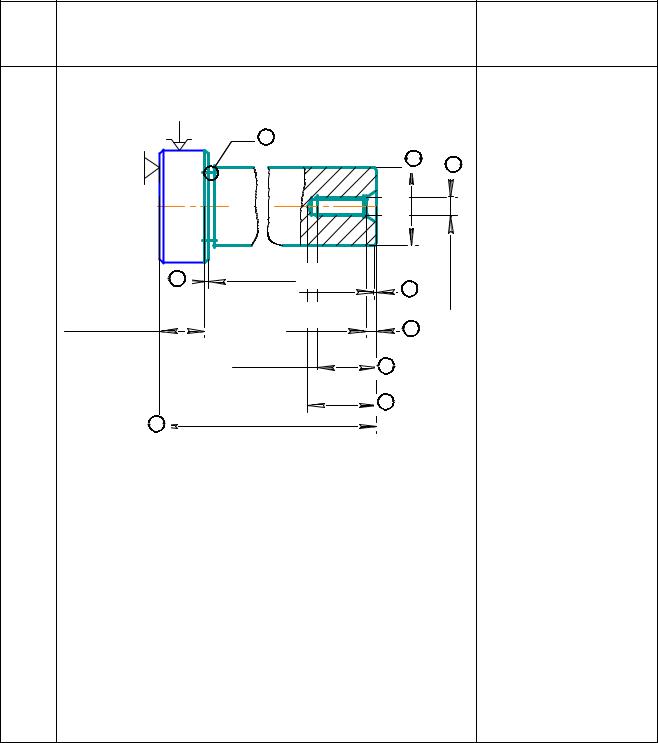
Оборудование: |
|
|
À |
|
|
|
|
|
Токарно- |
|
3 |
|
|
|
|
|
револьверный |
|
|
|
5 |
|
|
|
|
|
станок 1341 |
|
|
|
|
|
1 |
|
6 |
Режущий |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
40Ç |
|
|
инструмент: |
|
|
|
|
|
|
|
1) Резец подрезной |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
M10-7Í |
|
ГОСТ 18871-73; |
|
|
1,5•45Å |
|
|
|
|
2) Резец проходной |
|
2) |
4 |
1•45Å |
|
|
ГОСТ 18868-73; |
|||
23,6-0,25 |
6•60Å |
|
|
фаски |
||||
|
|
|
|
|
3 |
|
|
3) Резец для снятия |
|
|
|
|
|
|
|
|
|
установ |
|
|
|
+0,7 |
8 |
|
|
спиральное |
|
|
32 +0,62 |
|
|
|
|
|
ГОСТ 19043-80; |
|
|
|
|
9 |
|
|
4) Сверло |
|
( |
|
|
35 |
|
|
|
|
ГОСТ 19032-88; |
Токарная |
|
140±0,5 |
|
|
7 |
|
|
|
|
|
|
|
|
|
6) Метчик ГОСТ |
||
|
2 |
|
|
|
|
|
|
5) Зенкова ГОСТ |
|
|
|
|
|
|
|
|
14953-80; |
005 |
1) Подрезать |
торец поверхности Ø 40 (1) |
мм |
3449-84; |
||||
выдерживая размер 140±0,5 (2)мм; |
|
|
|
|||||
|
|
|
|
|||||
|
|
|
|
4) Центровое |
||||
|
2) Сверлить центровое отверстие; |
|
|
|
||||
|
|
|
|
отверстие |
||||
|
3) Проточить поверхность Ø 40 (1) |
с подрезкой |
||||||
|
ГОСТ 14952-89 |
|||||||
|
торца |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Приспособление: |
|
|
4) Снять фаску 1х45 O (3) мм; |
|
|
|
|
|||
|
5) Снять фаску 1,5х45 O (4) мм; |
|
|
|
|
3-х кулачковый |
||
|
6) Проточить канавку А (5); |
|
|
|
|
|
патрон |
|
|
|
|
|
|
|
|
||
7)Сверлить отверстие под резьбу М10-7Н (6), выдерживая размер 35+0,7 (7);
8)Снять фаску 6х60 O (8);
9)Нарезать резьбу М10-7Н (6), выдерживая
размер 32+0,62 (9);
29
Продолжение приложения Ж
Продолжение таблицы 2
№оп
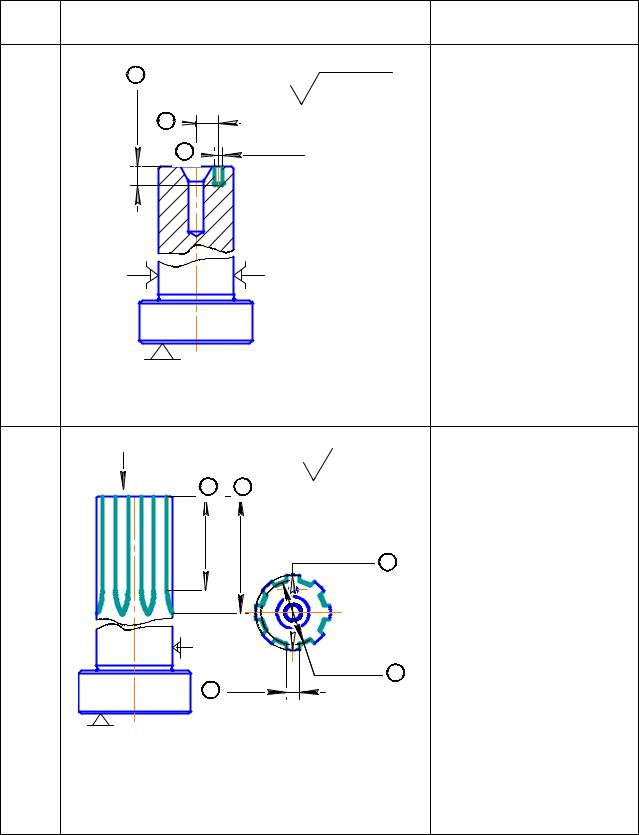
010 Сверлильная
015 Фрезерная
|
Операционный эскиз |
Оборудование, |
|||
|
приспособление и РИ |
||||
|
|
|
|
|
|
|
|
|
|
|
Оборудование: |
|
2 |
|
|
Ra 6,3 |
Станок |
+0,18 |
|
|
12 |
вертикально- |
|
|
|
|
|||
3 |
|
|
сверлильный |
||
9 |
1 |
|
Ç4H8 |
|
2С125 |
|
|
|
|
Режущий инструмент: |
|
|
|
|
|
|
|
|
|
|
|
|
1) Сверло спиральное |
|
|
|
|
|
ГОСТ 19032-88; |
|
|
|
|
|
Приспособление: |
|
|
|
|
|
Тиски станочные |
|
|
|
|
|
винтовые |
|
|
|
|
|
самоцентрирующие |
|
|
|
|
|
с призматическими |
|
|
|
|
|
губками |
|
|
|
|
|
ГОСТ 21168-75 |
1) Сверлить отверстие Ø 4 (1), |
|
||||
выдерживая размер 9+0,18 (2) и 12 (3) мм; |
|
||||
|
À |
|
|
Ra 6,3 |
|
|
4 |
|
5 |
|
Оборудование: |
|
50±0,37 63±0,37 |
|
|
||
|
|
|
Червячная фреза Р6М5 |
||
|
|
|
À |
40js6 |
Шлицефрезерный |
|
|
|
Ç |
полуавтомат 5350. |
|
|
|
|
|
1 |
Режущий инструмент: |
|
|
|
|
|
|
|
|
|
|
|
ГОСТ 9324-80; |
|
Ð |
|
|
Ç34,5 |
Приспособление: |
|
|
7js7 |
Тиски станочные |
||
|
|
2 |
винтовые |
||
|
|
|
|
|
|
|
3 |
|
|
|
самоцентрирующие |
|
|
|
|
|
|
|
|
|
|
|
с призматическими |
|
|
|
|
|
губками |
1) Фрезеровать 8 шлицев наружный Ø |
ГОСТ 21168-75 |
||||
40 (1), внутренний Ø 34,5 (2), 7 (3), |
|
||||
выдерживая размер 50±0,37 (4) и 63±0,37 |
|
||||
(5) мм; |
|
|
|
|
|
30