

Лекция 9 Метод синтеза в сапр технологических процессов
В основе метода синтеза лежат локальные типовые решения. Алгоритмы построения САПР на основе метода синтеза существенно отличаются друг от друга. Причины этого состоят в следующем:
Процедуры разработки (синтеза) технологических процессов относятся к разряду трудноформализуемых.
Ряд САПР, построенных по методу синтеза, ориентированы на проектирование технологических процессов изготовления деталей определенного класса (например, «тел вращения»).
С целью исключения циклов при разработке технологии и обеспечения линейной стратегии проектирования некоторые разработчики САПР отошли от классической схемы проектирования технологических процессов «маршрут – операция – переход» и т.д.
Упрощенная схема метода:
Ввод описания чертежа детали.
Синтез маршрутов (планов) обработки для всех поверхностей детали.
Синтез принципиальной схемы технологического процесса.
Синтез маршрута обработки детали.
Синтез состава и структуры операций технологического процесса.
Доработка технологического процесса (расчет режимов резания, нормирование).
Оформление документации.
Ввод описания чертежа детали и оформление документации являются общими этапами для всех методик проектирования технологических процессов в САПР.
Синтез маршрутов обработки поверхностей
Маршрут обработки поверхности (МОП) – это последовательность методов обработки, необходимых для достижения требуемых чертежом детали параметров поверхности.
Такими параметрами являются:
геометрический тип поверхности;
точность размера;
шероховатость;
вид термообработки и т.д.
Между методами
обработки и параметрами поверхности
существует связь, в рамках которой
поверхность с параметрами более низкого
качества![]() преобразуется
в поверхность с параметрами более
высокого качества
преобразуется
в поверхность с параметрами более
высокого качества
![]() посредством
метода
посредством
метода![]() .:
.:
![]()

Любая
последовательность дуг графа, приводящая
из вершины (вершин)
![]() ,характеризующей
(характеризующих) поверхность заготовки,
в вершину
,характеризующей
(характеризующих) поверхность заготовки,
в вершину
![]() ,
соответствующую поверхности детали,
представляет вариант МОП.
,
соответствующую поверхности детали,
представляет вариант МОП.
Количество возможных методов обработки и МОП очень велико. На конкретном предприятии оно ограничивается возможностями существующего оборудования. Это сокращает количество альтернативных МОП, но проблема (задача) выбора конкретного МОП для конкретной поверхности остается.
Большинство алгоритмов назначения возможных МОП в САПР технологических процессов строится на основе таблиц соответствий.
Пример. Выбор возможных вариантов маршрута обработки торцовой поверхности детали типа «Тело вращения».
Таблица 9.1
Маршруты обработки поверхностей деталей типа «тел вращения» (фрагмент базы данных)

Таблица 9.2
Таблица соответствий для выбора МОП (фрагмент)
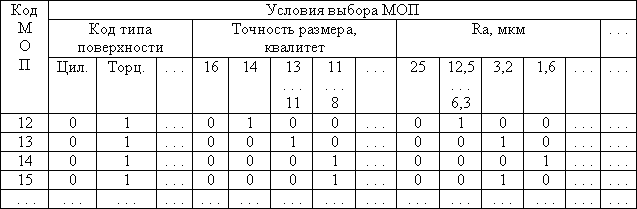
Примечание: границы диапазонов (13 . . . 11; 11 . . . 8; 12,5 . . . 6,3) входят в соответствующий диапазон.
Левая часть таблицы соответствий, обозначающая строки, представляет собой множество типовых решений (здесь множество МОП).
Верхняя часть таблицы соответствий, обозначающая столбцы, - условия выбора или применимости типовых решений (здесь МОП) и их числовые значения.
Центральная часть таблицы соответствий – булева матрица, обозначающая связи между условиями выбора типовых решений (здесь МОП) и самими типовыми решениями (1 – наличие связи, 0 – отсутствие связи).
По имеющемуся комплексу исходных данных из таблицы соответствий принимаются те решения, в строках которых булева матрица имеет единицы для всех значений факторов, входящих в условия применимости. Из таблицы соответствий может быть выбрано одно или несколько решений.
Например, требуется выбрать маршрут обработки поверхности детали со следующими параметрами:
а) торцовая поверхность, 14 квалитет, Ra 12,5 – МОП с кодом «12»;
б) торцовая поверхность, 11 квалитет, Ra 3,2 – МОП с кодами «13» и «15».
Если выбрано одно решение, то оно окончательное. Если выбрано несколько решений, то окончательное из них выбирается с привлечением методов оптимизации или пользователем (технологом).

На рисунке 9.2 приняты следующие обозначения: 10, 11, 12, 20, . . ., 31, 32, 33 – промежуточные состояния поверхностей детали «втулка». Например, 31 – первое промежуточное состояние третьей поверхности (по направлению «от детали»).