

Допуски и посадки 2011 Рязань
.PDFвтулки в ступицах зубчатых колес, пальцы эксцентриков кривошипношатунного аппарата уборочных машин, втулка рычага очистки зерноуборочного комбайна, металлокерамические втулки подшипников в сельскохозяйственном машиностроении, соединения пальца кривошипа с диском и кривошипных дисков с валами сельскохозяйственных машин, кривошипные диски лебедок, элемент соединения ходовой части породопогрузочной машины, ось подъемного устройства комбайна для тонких пластов и др.
Посадки Н8/х8 и H8/z8 применяются в соединениях, подверженных переменным нагрузкам, ударам и вибрациям, и для деталей, допускающих большие напряжения материала.
Примеры: контактные кольца на изоляции в малых и средних электрических машинах, кривошипные пальцы в дисках кривошипов паровых лебедок, втулки на валах эксцентрикового пресса, металлокерамическая втулка в корпусе сцепления трактора, соединение безребордного кранового колеса с валом и тяги с кольцом универсального реверса в грузоподъемных машинах, соединения стальных деталей с деталями из легких сплавов и пластмасс.
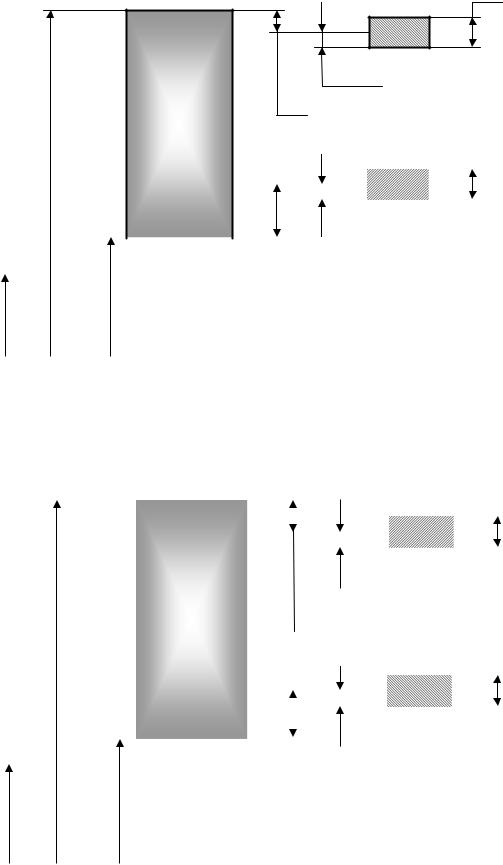
2.15 Пример выполнения схемы полей допусков гладкого цилиндрического соединения
+142
TD = 62
0
D = d = 50,0 |
Dmax = 50,142 |
Dmin = 50,080 |
D9
|
|
maxS = 204 |
|
Smin= 80 |
|
+80 |
|
|
|
|
h9 |
= 62 |
|
|
Td |
|
|
|
|
|
|
|
|
|
-62 dmin = 49,938  dmax = 50,000
dmax = 50,000
Масштаб: в 1 мм – 3,5 мкм
0,142
Схема полей допусков соединения 50 D9 0,080
h9 0,062
51
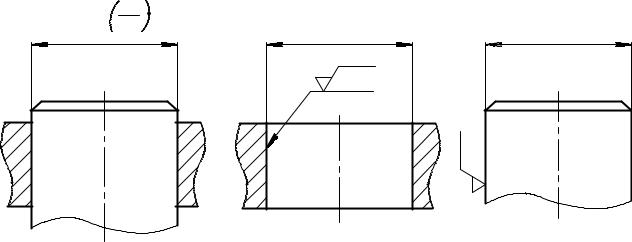
2.16 Пример обозначения посадок и размеров на чертежах |
|||
D9 |
+0,080+0,142 |
Ç50D9(+0,080+0,142) |
|
Ç50h9 |
-0,062 |
Ç50h9(-0,062) |
|
|
|
Ra 1,6 |
|
|
|
|
Ra3,2 |
Соединение |
Отверстие корпуса |
Вал |
|
3 Средства измерения |
|
||
Годность размеров деталей после их изготовления или ремонта устанавливают либо путем измерения, либо путем контроля. При измерении широко применяют универсальные средства измерения (УСИ), позволяющими установить с заданной точностью значения действительных размеров, которые затем сравнивают с установленными предельными размерами и дают заключение о годности детали. При контроле, где также широко применяют предельные калибры, устанавливается только факт годности или брака (исправимого или неисправимого) проверяемого размера без определения его действительной величины.
При выборе УСИ учитывают совокупность метрологических (диапазон измерения, цена деления, измерительное усилие, точность, предельная погрешность и др.) и технико-экономических показателей. К последним относятся: стоимость УСИ, продолжительность их работы до повторной настройки и до ремонта, время на настройку и сам процесс измерения и др.
Одним из главных метрологических критериев выбора конкретного УСИ является соблюдение условия lim УСИ, где – допускаемая погрешность измерения, выбираемая по данным 3.1, которая зависит от точности (квалитета) и величины номинального размера контролируемой детали; limУСИ – предельная погрешность УСИ, гарантированная заводом-изготовителем УСИ и определяемая по данным 3.2-3.3.
52
3.1 Допускаемые погрешности δ(мкм) |
при измерении линейных размеров в диапазоне от 1 до 500 мм [19] |
|
||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Номинальные |
|
|
|
|
|
|
|
|
|
|
|
|
Квалитеты |
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
размеры, |
|
2 |
|
3 |
4 |
|
|
5 |
|
6 |
|
7 |
8 |
|
9 |
|
10 |
|
||||||||
мм |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ΙΤ |
|
δ |
ΙΤ |
|
δ |
ΙΤ |
|
δ |
ΙΤ |
|
δ |
ΙΤ |
|
δ |
ΙΤ |
|
δ |
ΙΤ |
|
δ |
ΙΤ |
δ |
ΙΤ |
|
δ |
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||
До 3 |
1,2 |
|
0,4 |
2 |
|
0,8 |
3 |
|
1 |
4 |
|
1,4 |
6 |
|
1,8 |
10 |
|
3 |
14 |
|
3 |
25 |
6 |
40 |
|
8 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Св.3 до 6 |
1,5 |
|
0,6 |
2,5 |
|
1 |
4 |
|
1,4 |
5 |
|
1,6 |
8 |
|
2 |
12 |
|
3 |
18 |
|
4 |
30 |
8 |
48 |
|
10 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Св.6 до 10 |
1,5 |
|
0,6 |
2,5 |
|
1 |
4 |
|
1,4 |
6 |
|
2 |
9 |
|
2 |
15 |
|
4 |
22 |
|
5 |
36 |
9 |
58 |
|
12 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Св.10 до 18 |
2 |
|
0,8 |
3 |
|
1,2 |
5 |
|
1,6 |
8 |
|
2,8 |
11 |
|
3 |
18 |
|
5 |
27 |
|
7 |
43 |
10 |
70 |
|
14 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Св.18 до 30 |
2,5 |
|
1 |
4 |
|
1,4 |
6 |
|
2 |
9 |
|
3 |
13 |
|
4 |
21 |
|
6 |
33 |
|
8 |
52 |
12 |
84 |
|
18 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Св.30 до 50 |
2,5 |
|
1 |
4 |
|
1,4 |
7 |
|
2,4 |
11 |
|
4 |
16 |
|
5 |
25 |
|
7 |
39 |
|
10 |
62 |
16 |
100 |
|
20 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Св.50 до 80 |
3 |
|
1,2 |
5 |
|
1,8 |
8 |
|
2,8 |
13 |
|
4 |
19 |
|
5 |
30 |
|
9 |
46 |
|
12 |
74 |
18 |
120 |
|
30 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Св.80 до120 |
4 |
|
1,6 |
6 |
|
2 |
10 |
|
3 |
15 |
|
5 |
22 |
|
6 |
35 |
|
10 |
54 |
|
12 |
87 |
20 |
140 |
|
30 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Св.120 до 180 |
5 |
|
2 |
8 |
|
2,8 |
12 |
|
4 |
18 |
|
6 |
25 |
|
7 |
40 |
|
12 |
63 |
|
16 |
100 |
30 |
160 |
|
40 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Св.180 до 250 |
7 |
|
2,8 |
10 |
|
4 |
14 |
|
5 |
20 |
|
7 |
29 |
|
8 |
46 |
|
12 |
72 |
|
18 |
115 |
30 |
185 |
|
40 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Св.250 до 315 |
8 |
|
3 |
12 |
|
4 |
16 |
|
5 |
23 |
|
8 |
32 |
|
10 |
52 |
|
14 |
81 |
|
20 |
130 |
30 |
210 |
|
50 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Св.315 до 400 |
9 |
|
3 |
13 |
|
5 |
18 |
|
6 |
25 |
|
9 |
36 |
|
10 |
57 |
|
16 |
89 |
|
24 |
140 |
40 |
230 |
|
50 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Св.400 до 500 |
10 |
|
4 |
15 |
|
5 |
20 |
|
6 |
27 |
|
9 |
40 |
|
12 |
63 |
|
18 |
97 |
|
26 |
155 |
40 |
250 |
|
50 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
53
Продолжение 3.1
Номинальные |
|
|
|
|
|
|
|
|
|
Квалитеты |
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
размеры, |
|
11 |
|
12 |
13 |
|
|
14 |
15 |
|
16 |
|
|
17 |
|||||||
мм |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ΙΤ |
|
δ |
ΙΤ |
|
δ |
ΙΤ |
|
δ |
ΙΤ |
|
δ |
ΙΤ |
|
δ |
ΙΤ |
|
δ |
ΙΤ |
|
δ |
|
|
|
|
|
|
|
|
|
||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
До 3 |
60 |
|
12 |
100 |
|
20 |
140 |
|
30 |
250 |
|
50 |
400 |
|
80 |
600 |
|
120 |
1000 |
|
200 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Св.3 до 6 |
75 |
|
16 |
120 |
|
30 |
180 |
|
40 |
300 |
|
60 |
480 |
|
100 |
750 |
|
160 |
1200 |
|
240 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Св.6 до 10 |
90 |
|
18 |
150 |
|
30 |
220 |
|
50 |
360 |
|
80 |
580 |
|
120 |
900 |
|
200 |
1500 |
|
300 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Св.10 до 18 |
110 |
|
30 |
180 |
|
40 |
270 |
|
60 |
430 |
|
90 |
700 |
|
140 |
1100 |
|
240 |
1800 |
|
380 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Св.18 до 30 |
130 |
|
30 |
210 |
|
50 |
330 |
|
70 |
520 |
|
120 |
840 |
|
180 |
1300 |
|
280 |
2100 |
|
440 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Св.30 до 50 |
160 |
|
40 |
250 |
|
50 |
390 |
|
80 |
620 |
|
140 |
1000 |
|
200 |
1600 |
|
320 |
2500 |
|
500 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Св.50 до 80 |
190 |
|
40 |
300 |
|
60 |
460 |
|
100 |
740 |
|
160 |
1200 |
|
240 |
1900 |
|
400 |
3000 |
|
600 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Св.80 до 120 |
220 |
|
50 |
350 |
|
70 |
510 |
|
120 |
870 |
|
180 |
1400 |
|
280 |
2200 |
|
440 |
3500 |
|
700 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Св.120 до 180 |
250 |
|
50 |
400 |
|
80 |
630 |
|
140 |
1000 |
|
200 |
1600 |
|
320 |
2500 |
|
500 |
4000 |
|
800 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Св.180 до 250 |
290 |
|
60 |
460 |
|
100 |
720 |
|
160 |
1150 |
|
240 |
1850 |
|
380 |
2900 |
|
600 |
4600 |
|
1000 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Св.250 до 315 |
320 |
|
70 |
520 |
|
120 |
810 |
|
180 |
1300 |
|
260 |
2100 |
|
440 |
3200 |
|
700 |
5200 |
|
1100 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Св.315 до 400 |
360 |
|
80 |
570 |
|
120 |
890 |
|
180 |
1400 |
|
280 |
2300 |
|
460 |
3600 |
|
800 |
5700 |
|
1200 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Св.400 до 500 |
400 |
|
80 |
630 |
|
140 |
970 |
|
200 |
1550 |
|
320 |
2500 |
|
500 |
4000 |
|
800 |
6300 |
|
1400 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
54

3.2 Предельные погрешности измерения ±Δlim (мкм) |
наружных линейных размеров универсальными |
||||||||||||||
|
|
|
средствами измерения (УСИ) [15;19] |
|
|
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Средства |
Класс |
Ход |
|
|
|
|
Номинальные размеры, мм |
|
|
|
|
||||
стержня, |
|
|
|
|
|
|
|
|
|
|
|
|
|
||
измерений |
мер |
1…6 |
6…10 |
10…18 |
|
18…50 |
50…80 |
|
80…120 |
120…180 |
180…260 |
260…360360…500 |
|||
|
|
мм |
|
|
|||||||||||
Штангенциркуль с |
– |
– |
150 |
150 |
150 |
|
150 |
200 |
|
200 |
200 |
200 |
200 |
250 |
|
отсчетом по нониусу |
|
|
|||||||||||||
0,1 мм |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Штангенциркуль с |
– |
– |
|
|
|
|
|
|
100 |
|
|
|
|
|
|
отсчетом по нониусу |
|
|
|
|
|
|
|
|
|
|
|
||||
0,05 мм |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Индикаторы часового |
5 |
10 |
20 |
20 |
20 |
|
20 |
20 |
|
20 |
25 |
30 |
30 |
|
40 |
типа с ценой деления |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
3 |
1 |
|
|
|
|
|
|
10 |
|
|
|
|
|
||
0,01 мм при измерении |
|
|
|
|
|
|
|
|
|
|
|
||||
размера |
3 |
0,1 |
5 |
5 |
5 |
|
10 |
10 |
|
10 |
10 |
10 |
10 |
|
10 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Индикаторы часового |
|
10 |
15 |
15 |
15 |
|
15 |
15 |
|
15 |
15 |
15 |
20 |
|
20 |
типа с ценой деления |
– |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
0,1 |
|
|
|
|
|
|
10 |
|
|
|
|
|
|||
0,01 мм при измерении |
|
|
|
|
|
|
|
|
|
|
|
||||
биения |
|
0,02-0,03 |
5 |
5 |
5 |
|
5 |
5 |
|
5 |
5 |
5 |
10 |
|
10 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Головки пружинные |
1 |
– |
0,5 |
1 |
1 |
|
1 |
1 |
|
1 |
1 |
1 |
|
– |
|
(микрокаторы) с ценой |
|
|
|
||||||||||||
деления 0,001 мм |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Головки пружинные |
2 |
– |
1 |
1 |
2 |
|
2 |
2 |
|
2 |
2 |
2 |
|
– |
|
(микрокаторы) с ценой |
|
|
|
||||||||||||
деления 0,002 мм |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Головки рычажно- |
1 |
– |
1 |
1 |
1 |
|
1 |
1 |
|
1 |
1 |
1 |
1 |
|
– |
зубчатые с ценой |
|
|
|
||||||||||||
деления 0,001 мм |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
55
Продолжение 3.2
|
|
Ход |
|
|
|
|
|
|
Номинальные размеры, мм |
|
|
|
|
|
|
||||||||
|
Класс |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
Средства измерений |
стержня, |
|
|
|
|
|
|
100…125 |
|
125…150 |
150…175 |
|
175…200 |
200…225 |
|
225…250 |
|
250…275 |
|
275…300 |
300…400 |
400…500 |
|
мер |
0…25 |
|
25…50 |
50…75 |
|
75…100 |
|
|
|
|
|
||||||||||||
|
|
мм |
|
|
|
|
|
|
|
||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Скобы индикаторные |
5 |
3 |
|
15 |
|
|
|
20 |
|
|
|
|
|
|
|
40 |
|
|
50 |
60 |
|||
с ценой деления |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
0,01 мм (в руках) |
3 |
0,1 |
|
|
|
|
|
|
|
|
|
|
10 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Микрометры гладкие |
– |
По уста- |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
с ценой деления |
новочной |
|
5 |
|
10 |
15 |
|
|
20 |
|
25 |
|
|
30 |
40 |
50 |
|||||||
0,01 мм (в руках) |
|
мере |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Микрометры рычаж- |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ные |
– |
То же |
4 |
|
6 |
|
10 |
15 |
|
|
20 |
|
25 |
|
|
30 |
40 |
50 |
|||||
с ценой деления |
|
|
|
|
|
|
|
||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
0,002 и 0,01 мм |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Скобы рычажные |
3 |
Вся шкала |
4 |
|
5 |
|
10 |
20 |
|
25 |
|
|
|
|
|
|
– |
|
|
|
|
||
с ценой деления |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
0,002 и 0,005 мм |
2 |
10 делений |
|
2 |
|
3 |
5 |
|
|
|
|
|
|
|
– |
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
56
3.3Предельные погрешности измерения ±Δlim (мкм) внутренних линейных размеров универсальными
средствами измерения (УСИ) [15;19]
Средства измерений |
Средства установки |
Ход |
|
|
Номинальные размеры, мм |
|
||
стержня, |
|
|
|
|
|
|
||
3…18 |
|
18…50 |
50…120 |
120…260 |
260…500 |
|||
|
|
мм |
|
|||||
|
|
|
|
|
|
|
|
|
Штангенциркуль |
– |
– |
|
|
|
|
|
|
с отсчетом по нониусу |
200 |
|
250 |
300 |
300 |
|||
0,1 мм |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Штангенциркуль |
– |
– |
150 |
|
200 |
200 |
250 |
|
с отсчетом по нониусу |
|
|||||||
0,05 мм |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Нутромеры |
|
|
– |
|
|
|
|
|
микрометрические |
Установочная мера |
13 |
|
15 |
20 |
30 |
||
с ценой деления 0,01 мм |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Концевые меры 4-го |
Весь расход |
15 |
|
20 |
25 |
25 |
30 |
|
класса или гладкий |
|
||||||
Нутромеры |
микрометр |
|
|
|
|
|
|
|
индикаторные |
|
|
|
|
|
|
|
|
То же |
0,1 |
10 |
|
10 |
15 |
15 |
20 |
|
с отсчётной головкой |
|
|||||||
(цена деления 0,01 мм) |
|
|
|
|
|
|
|
|
Концевые меры 3-го |
|
|
|
|
|
|
– |
|
|
|
|
|
|
|
|
||
|
класса или устано- |
0,03 |
5 |
|
5 |
10 |
10 |
|
|
вочные кольца |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
57
0
0
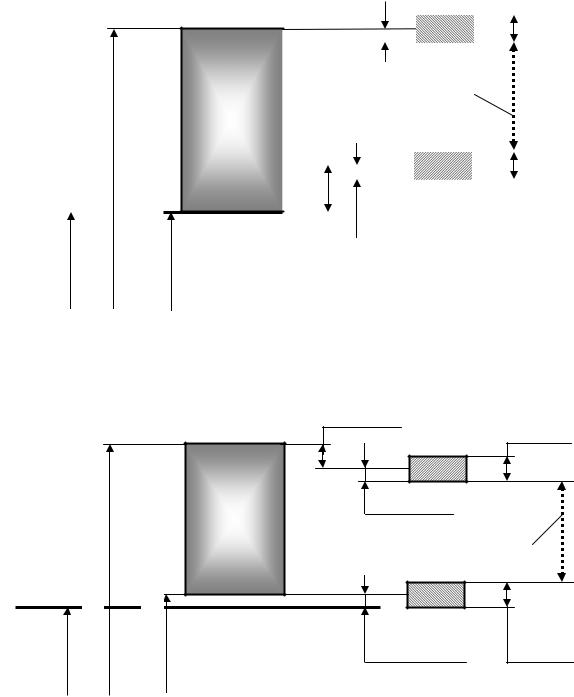
3.4Схема расположения полей допусков на изготовление гладких рабочих калибров для контроля отверстий (по ГОСТ 24853)
|
Н |
|
НЕ |
0,5 Н |
Непроходная |
сторона |
|
Dmax |
TD |
|
|
|
|
|
|
|
|
ПР |
|
|
Н |
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
0,5 Н |
Проходная |
|||||
|
|
|
|
|
|
|
|
|
|
|
сторона |
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
||||||
|
|
0 |
|
|
|
Z |
|
|
|
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|||||||
|
|
|
|
|
Принятые обозначения: |
|
|
|
|
||||||||
|
Dmin |
Н - допуск на изготовление калибра-пробки; |
|||||||||||||||
D |
Z - отклонение середины поля допуска калибра-пробки ПР |
||||||||||||||||
относительно Dmin контролируемого изделия; |
|||||||||||||||||
- величина для компенсации погрешности контроля калибрами отверстий с размерами свыше 180мм.
3.5Схема расположения полей допусков на изготовление гладких рабочих калибров для контроля валов (по ГОСТ 24853)
|
|
|
|
|
|
|
|
|
|
|
|
|
ПР |
|
|
Н1 |
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
0,5 Н1 |
Проходная |
|||||||
|
|
|
|
|
|
|
|
|
|
|
сторона |
||||||||
|
|
|
|
Td |
|
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
Z1 |
|
|
|
|
||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||
|
dmax |
|
|
|
|
|
|
|
|
|
НЕ |
|
|
Н1 |
|||||
|
|
|
|
|
|
|
|
|
|
|
|
||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
0,5 Н1 |
Непроходная |
|||||||
|
|
|
|
|
|
|
|
|
1 |
сторона |
|||||||||
|
|
|
|
|
0 |
|
|
|
|
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
|||||||||||
|
|
|
|
|
|
|
|
|
Принятые обозначения: |
|
|
|
|
||||||
|
|
|
|
Н1 - допуск на изготовление калибра-скобы; |
|||||||||||||||
d |
|
dmin |
Z1 - отклонение середины поля допуска калибра-скобы ПР |
||||||||||||||||
|
относительно dmax контролируемого изделия; |
||||||||||||||||||
|
|
|
|
||||||||||||||||
1 - величина для компенсации погрешности контроля калибрами валов с размерами свыше 180мм.
58
3.6 Допуски на изготовление гладких предельных калибров (мкм) (по ГОСТ 24853)
Квалитеты |
Обозначение |
|
|
|
|
Интервалы размеров, |
мм |
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Св. |
Св. |
Св. |
Св. |
Св. |
Св. |
Св. |
|
Св. |
Св. |
Св. |
Св. |
Св. |
|
|
До 3 |
3 |
6 |
10 |
18 |
30 |
50 |
80 |
|
120 |
180 |
250 |
315 |
400 |
|
|
|
до |
до |
до |
до |
до |
до |
до |
|
до |
до |
до |
до |
до |
|
|
|
6 |
10 |
18 |
30 |
50 |
80 |
120 |
|
180 |
250 |
315 |
400 |
500 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
z |
1 |
1,5 |
1,5 |
2 |
2 |
2,5 |
2,5 |
3 |
|
4 |
5 |
6 |
7 |
8 |
|
α, α1 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
|
0 |
2 |
3 |
4 |
5 |
IT6 |
z1 |
1,5 |
2 |
2 |
2,5 |
3 |
3,5 |
4 |
5 |
|
6 |
7 |
8 |
10 |
11 |
|
H |
1,2 |
1,5 |
1,5 |
2 |
2,5 |
2,5 |
3 |
4 |
|
5 |
7 |
8 |
9 |
10 |
|
Н1 |
2 |
2,5 |
2,5 |
3 |
4 |
4 |
5 |
6 |
|
8 |
10 |
12 |
13 |
15 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
IT7 |
z, z1 |
1,5 |
2 |
2 |
2,5 |
3 |
3,5 |
4 |
5 |
|
6 |
7 |
8 |
10 |
11 |
α, α1 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
|
0 |
3 |
4 |
6 |
7 |
|
|
H, H1 |
2 |
2,5 |
2,5 |
3 |
4 |
4 |
5 |
6 |
|
8 |
10 |
12 |
13 |
15 |
|
z, z1 |
2 |
3 |
3 |
4 |
5 |
6 |
7 |
8 |
|
9 |
12 |
14 |
16 |
18 |
IT8 |
α, α1 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
|
0 |
4 |
6 |
7 |
9 |
|
H |
2 |
2,5 |
2,5 |
3 |
4 |
4 |
5 |
6 |
|
8 |
10 |
12 |
13 |
15 |
|
H1 |
3 |
4 |
4 |
5 |
6 |
7 |
8 |
10 |
|
12 |
14 |
16 |
18 |
20 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
z, z1 |
5 |
6 |
7 |
8 |
9 |
11 |
13 |
15 |
|
18 |
21 |
24 |
28 |
32 |
IT9 |
α, α1 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
|
0 |
4 |
6 |
7 |
9 |
|
H |
2 |
2,5 |
2,5 |
3 |
4 |
4 |
5 |
6 |
|
8 |
10 |
12 |
13 |
15 |
|
H1 |
3 |
4 |
4 |
5 |
6 |
7 |
8 |
10 |
|
12 |
14 |
16 |
18 |
20 |
|
z, z1 |
5 |
6 |
7 |
8 |
9 |
11 |
13 |
15 |
|
18 |
24 |
27 |
32 |
37 |
IT10 |
α, α1 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
|
0 |
7 |
9 |
11 |
14 |
|
H |
2 |
2,5 |
2,5 |
3 |
4 |
4 |
5 |
6 |
|
8 |
10 |
12 |
13 |
15 |
|
H1 |
3 |
4 |
4 |
5 |
6 |
7 |
8 |
10 |
|
12 |
14 |
16 |
18 |
20 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
z, z1 |
10 |
12 |
14 |
16 |
19 |
22 |
25 |
28 |
|
32 |
40 |
45 |
50 |
55 |
IT11 |
α, α1 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
|
0 |
10 |
15 |
15 |
20 |
|
H, H1 |
4 |
5 |
6 |
8 |
9 |
11 |
13 |
15 |
|
18 |
20 |
23 |
25 |
27 |
|
z, z1 |
10 |
12 |
14 |
16 |
19 |
22 |
25 |
28 |
|
32 |
45 |
50 |
65 |
70 |
IT12 |
α, α1 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
|
0 |
15 |
30 |
20 |
35 |
|
H, H1 |
4 |
5 |
6 |
8 |
9 |
11 |
13 |
15 |
|
18 |
20 |
23 |
25 |
27 |
|
z, z1 |
20 |
24 |
28 |
32 |
36 |
42 |
48 |
54 |
|
60 |
80 |
90 |
100 |
110 |
IT13 |
α, α1 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
|
0 |
25 |
35 |
45 |
55 |
|
H, H1 |
10 |
12 |
15 |
18 |
21 |
25 |
30 |
35 |
|
40 |
46 |
52 |
57 |
63 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
z, z1 |
20 |
24 |
28 |
32 |
36 |
42 |
48 |
54 |
|
60 |
100 |
110 |
125 |
145 |
IT14 |
α, α1 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
|
0 |
45 |
55 |
70 |
90 |
|
H, H1 |
10 |
12 |
15 |
18 |
21 |
25 |
30 |
35 |
|
40 |
46 |
52 |
57 |
63 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
59
3.7 Примеры выполнения схем расположения полей допусков на изготовление гладких рабочих калибров для контроля отверстий и валов в соединении Ç40 Н7/k6
По ГОСТ 24853 (по данным 3.6) устанавливаем:
для контролируемого отверстия Ç40Н7: Н = 4мкм, z = 3,5мкм, = 0мкм;
для контролируемого вала Ç40k6: Н1 = 4мкм, z1 = 3,5мкм, 1 = 0мкм.
0
|
Dmax = 40,025 |
|
|
|
|
Dmin = 40,0 |
|
D = 40,0 |
|
||
|
|
|
|
|
|
|
|
0,5 Н = 2 |
|
|
|
Н = 4 |
|
|||||||||
|
|
|
|
|
|
|
|
|
|
|
|
НЕ |
+2 |
|
|
|||
|
|
+25 |
|
|
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Производственный |
-2 |
|
|
|
|||||||||
|
|
|
|
|
|
|
|
|
|
|||||||||
|
|
|
|
|
допуск отверстия |
|
|
|
|
|
||||||||
Н7 |
|
|
|
|
|
|
|
|
|
ПР +5,5 |
|
|||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
+1,5 |
|
|
|
|
|
|
|
|
|
|
|
|
|
0,5 Н = 2 |
|
|
|
Н = 4 |
|
||||
|
z = 3,5 |
|
|
|
|
|
||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Схема расположения полей допусков на изготовление калибра-пробки для контроля отверстия Ç40Н7 (+0,025)
0
|
|
|
+18 |
z1 = 3,5 |
|
Н1 = 4 |
|
|
|
ПР |
-1,5 |
||
|
|
|
|
|||
|
|
|
|
0,5 Н1 = 2 |
-5,5 |
|
|
|
k6 |
|
Производственный допуск |
вала |
|
|
40,=dmax018 |
|
|
НЕ |
+2 |
|
40,0=d |
40,002=dmin |
|
+2 |
|
|
|
|
|
-2 |
|
|||
|
|
|
|
|
|
|
|
|
|
|
0,5 Н1 = 2 |
|
Н1 = 4 |
Схема расположения полей допусков на изготовление калибра-скобы для контроля вала Ç40k6 00,,018002
60