

Практическая работа №5.
Расчёт переходных посадок
Тема: Система допусков и посадок для гладких элементов деталей.
Цель: Закрепить знания, полученные в процессе изучения темы, развить
практические навыки в подсчёте предельных размеров, допусков и посадок, а
также в работе со справочной литературой.
Задание: Рассчитать посадки аналитически и графически (по карточкам).
Методические указания:
При выполнении задания необходимо:
1. Определить систему, в которой выполнена посадка.
2. Подсчитать предельные размеры отверстия и вала.
3. Подсчитать предельные зазоры и натяги, допуск размера, допуск посадки.
4. Выполнить схему расположения полей допусков посадки (рис. 1).
5. Выполнить эскизы вала, отверстия и сборочного узла, проставить на них отклонения размеров всеми способами.
6. Сделать вывод.
Аналитический расчёт переходной посадки:
Nmax = dmax – Dmin = es – EI
Smax = Dmax – dmin = ES – ei
T(N,S) = Nmax + Smax
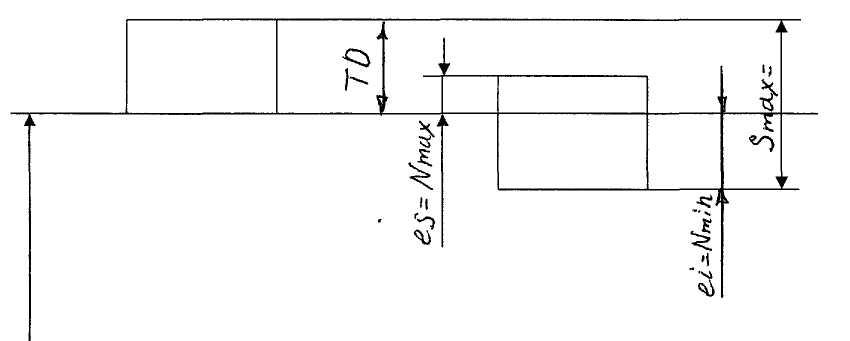
Рис. 1: Схема расположения полей допусков деталей соединения
Ответить на вопросы:
1. Что такое нулевая линия?
2. Какой размер называется «действительным»?
3. Что такое «вал»?
4. Что такое «отверстие»?
5. Понятие о системе отверстия.
6. Понятие о системе вала.
|
№вар. |
посадка |
№вар. |
посадка | ||
|
1 |
Ø60H5/js4 |
6 |
Ø270H8/k7 | ||
|
2 |
Ø72H5/n5 |
7 |
Ø130K7/h6 | ||
|
3 |
Ø48N5/h4 |
8 |
Ø40H8/h7 | ||
|
4 |
Ø50H7/k6 |
9 |
Ø7M5/h4 | ||
|
5 |
Ø100H7/m6 |
10 |
Ø80K5/k4 | ||
ПРАКТИЧЕСКАЯ РАБОТА №6.
Расчёт исполнительных размеров калибров для контроля расположения поверхностей
Тема: Калибры расположения поверхностей.
Цель работы: Научиться рассчитывать исполнительные размеры калибров для контроля расположения поверхностей.
Пример расчёта:
Дана деталь:
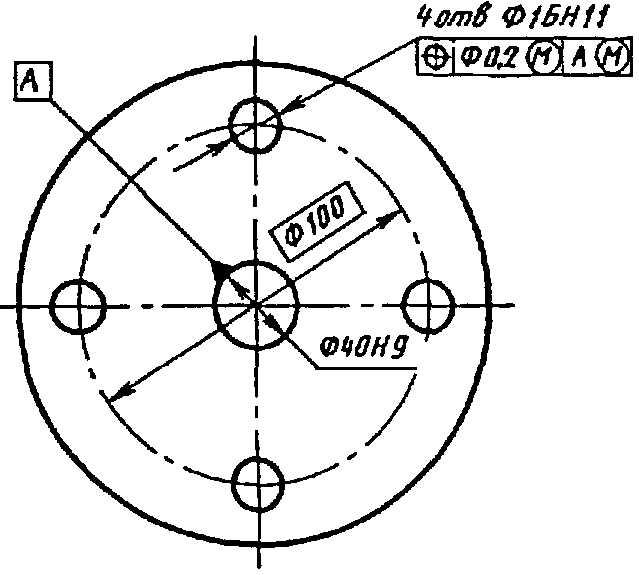
Задание: Рассчитать калибр для контроля расположения отверстий в детали.
Порядок расчёта:
1. По таблице 1 ГОСТ 16085-80 в зависимости от позиционного допуска Тр = 0,4 (см. чертёж детали) определяем:
• основное отклонение F = 0,053 мм
• допуск на изготовление пробок калибра Н = 0,012 мм
• допуск на износ пробок калибра W = 0,016 мм
2. Определяем предельные размеры пробок калибра по формулам (табл. 2 пункт 1 ГОСТ 16085-80)
Формулы для базового элемента:
![]()
![]()
![]()
где![]() -
допуск на изготовление базового
измерительного элемента калибра,
-
допуск на изготовление базового
измерительного элемента калибра,
![]() - величина износа базового измерительного
элемента.
- величина износа базового измерительного
элемента.
Формулы для базового элемента:
![]()
![]()
![]()
где![]() -
допуск на изготовление базового
измерительного элемента калибра,
-
допуск на изготовление базового
измерительного элемента калибра,
![]() - величина износа базового измерительного
элемента.
- величина износа базового измерительного
элемента.
Формулы для остальных пробок:
![]()
![]()
![]()
1.
При![]() =0,2
по табл. 1:
=0,2
по табл. 1:
• для
пробок, контролирующих отверстий![]() 16Н11,
находим:
16Н11,
находим:
F = 0,026 Н = 0,008 W = 0,01
• для базовой пробки Но = Н = 0,008
2. Определяем предельные размеры пробки базового калибра для 40Н9:
![]()
![]() =
40 - 0,008 = 39,992
=
40 - 0,008 = 39,992
![]() =
40-0,008-0,010 = 39,982
=
40-0,008-0,010 = 39,982
3.
Определяем предельные размеры для
остальных пробок калибра![]() 16Н11:
16Н11:
![]() =
16 - 0,2 + 0,026 + 0,008 = 15,834
=
16 - 0,2 + 0,026 + 0,008 = 15,834
![]() =
15,834-0,008=15,826
=
15,834-0,008=15,826
![]() =
15,834-0,008-0,010=15,816
=
15,834-0,008-0,010=15,816
4. Определяем позиционный допуск калибра для пробок (кроме базового) по табл. 1:
![]() =
0,016
=
0,016
5. По табл. 4 определяем предельные отклонения радиуса между осями пробок калибра и центром базовой пробки:
![]() 5,5
мкм =
0,0055 мм
5,5
мкм =
0,0055 мм
6.
Предельные отклонения центрального
угла между осью каждой пробки и осью
базовой пробки на окружности диаметром
100![]() =
50"
=
50"
Чертёж калибра.
