

5. Конструкции резцов
Резцы относятся к наиболее распространенной группе режущих инструментов. Они отличаются большим многообразием как по форме, так и по назначению.
Согласно классификации, принятой в нашей стране, резцы делятся на множество типов и исполнений:
в зависимости от технологических групп станков – токарные, строгальные, долбежные, расточные;
в зависимости от вида выполняемых работ – проходные, подрезые, прорезные и отрезные, резьбовые, расточные и т. д.;
по форме – призматические и круглые;
по конструктивному исполнению – цельные с напайными пластинами, сборные, комбинированные и т. д.;
по установке относительно обрабатываемой заготовки – радиальные и тангенциальные;
по направлению подачи – правые и левые;
по материалу режущей части – из быстрорежущей стали, с пластинками из твердого сплава, минералокерамики, сверхтвердых материалов и алмазов.
Радиальные резцы получили наибольшее распространение ввиду простоты их крепления и выбора геометрических параметров режущей части.
Тангенциальные резцы в основном применяются там, где необходимо получить высокое качество обработанной поверхности, и используются на токарных автоматах и полуавтоматах.
Резец является простым инструментом с одной или несколькими режущими кромками, но к нему предъявляется ряд требований. Наиболее важным из них является эффективность резца, влияющая на повышение производительности труда и зависящая от ряда факторов:
материала режущей части;
формы, размеров и положения пластин на резце (напайных и многогранных);
геометрических параметров режущего лезвия резца;
элементов стружкодробления;
прочности и виброустойчивости державки и режущих кромок.
В качестве материала для державок резцов используются конструкционные стали марок 45, 50 (ГОСТ 1051-73 или ГОСТ 1050-88), стали 40Х, 45Х (ГОСТ 4543-71) или инструментальные стали У8, У 1
6. Крепление режущих пластин на державке
Существует множество конструкций резцов, различающихся по способу крепления СМП, часть которых с целью удобства крепления изготавливают с отверстиями. Анализ многочисленных конструктивных решений крепления пластин позволил свести их к следующим схемам крепления (по ИСО):
прихватом сверху;
рычагом через отверстие с прижатием к боковым стенкам гнезда;
винтом с конической головкой;
штифтом через отверстие и прихватом сверху.
Некоторые примеры конструктивного исполнения этих схем на резца приведены на рис. 9.
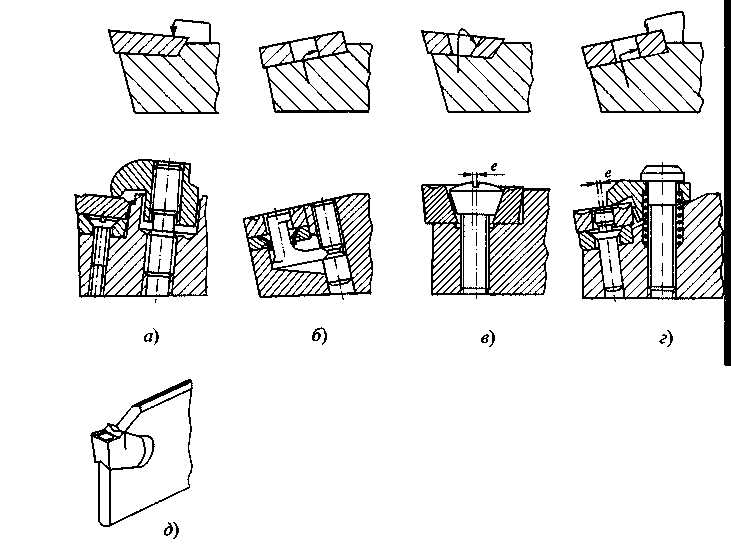
Рис. 9. Схемы механического крепления твердосплавных СМП: а - прихватом сверху; б - рычагом через отверстие;
в - винтом с конической головкой; г - штифтом через отверстие и прихватом сверху; д - за счет упругой деформации стенки паза
Пластины негативные и негативно-позитивные крепятся чаще всего прихватом сверху (схема а) или по схеме г. Последняя обеспечивает более надежное крепление. Крепление винтом (схема в) используется для малонагруженных пластин и является простым и компактным.
У резцов наибольшее распространение получили пластины с отверстием. Благодаря этому обеспечиваются свободный сход стружки по передней поверхности и значительно меньшие габариты элементов крепления, размещаемых в корпусе державки.
Возможны нестандартные схемы крепления твердосплавных пластин нестандартной формы. Примером этому являются отрезные резцы (рис. 9, д), разработанные фирмой «Sandvik Coromant» (Швеция). Здесь крепление пластины осуществляется силами упругой деформации стенки паза державки.