

2.3 Сварочная дуга
Электрическая дуга – один из видов устойчивого электрического разряда, образующийся в газовой среде между твердыми или жидкими проводниками (электродами). Превращая электрическую энергию в тепловую, электрическая дуга сосредотачивает тепло в небольшом объеме, что позволяет обеспечить весьма концентрированный ввод тепла в изделие.
Количество тепла, выделяемое дугой в единицу времени, может быть определено по формуле
q = UI = 0,24UI
При сварке не все тепло, выделяемое дугой, вводится в изделие. Часть тепла теряется в виде излучения в окружающую среду. Количество тепла, введенное в изделие, учитывается эффективным коэффициентом полезного действия сварочной дуги.
Эффективным коэффициентом полезного действия сварочной дуги называют отношение количества тепла, введенного в изделие, к полному количеству тепла, выделенного дугой:
= q/(0,24UI).
По данным Н. Н. Рыкалина, эффективный к.п.д. процесса нагрева, измеренный калориметрически, составляет от 50% до 95%.
Газовая среда становится проводником электрического тока только при определенных условиях: когда в газе имеются электрически заряженные частицы, т.е. когда газ ионизирован.
В ионизированном газе наряду с нейтральными атомами имеются атомы, в которых положительный заряд ядра не уравновешен суммарным отрицательным зарядом электронных оболочек. Такие атомы называются ионами. Ионы могут быть положительными, если в электронных оболочках недостает одного или нескольких электронов, и отрицательными, если суммарный отрицательный заряд электронов превышает положительный заряд ядра. Наряду с ионами в ионизированном газе всегда имеются свободные электроны, несущие отрицательные заряды. Масса иона практически не отличается от массы нейтрального атома (например, масса водородного иона составляет 1,66*10-24г). Масса электрона очень мала и составляет 9*10-28г, т.е. в 1840 раз меньше массы водородного иона. Заряд электрона равен 1,59*10-19 кулона. Процесс образования ионов и электронов носит название ионизации газа.
Для того чтобы ионизировать атом, необходимо осуществить отрыв одного (однократная ионизация) или нескольких (многократная ионизация) электронов от ядра. Различают следующие виды ионизации газов:
ионизация соударением;
ионизация облучением (фотоионизация);
ионизация нагревом (тепловая, термическая ионизация).
Ионизация соударением заключается в том, что электроны, движущиеся с большой скоростью, встречаясь с нейтральными атомами газа, оказывают ударное воздействие и выбивают электроны, тем самым, ионизируя атом. Количество энергии, которое необходимо для отрыва электрона от ядра, называется работой ионизации (eU). Она измеряется в вольт-электронах. Вольт-электрон – это то количество энергии, которое приобретает электрон под действием разности потенциалов в 1 В. Один вольт- электрон равен 1.59*10-19 вт*сек. Для упрощения часто говорят, что работа ионизации измеряется в вольтах.
Работу ионизации, выраженную в вольтах, которую необходимо затратить для ионизации атома того или иного элемента, называют потенциалом ионизации.
Для того чтобы произошла ионизация соударением, ударяющий электрон должен обладать такой скоростью, при которой его кинетическая энергия равна или больше потребной работы ионизации:
eU = mv2/2.
Ионизация облучением (фотоионизация) заключается в том, что кванты лучистой энергии могут ионизировать атомы:
h = eU h – постоянная Планка (6,62 * 10-27 эрг * сек); - частота колебаний.
Сущность ионизации нагревом (термической ионизации) состоит в том, что при нагреве газов растет число соударений и скорость электронов с возможным образованием ионов:
(3/2)kT = eU, где к – постоянная Больцмана (1,36 * 10-16 эрг/К)
Для осуществления термической ионизации всех частиц газа, заключенных в данном объеме, нужен очень высокий нагрев (для 100% ионизации азота необходима температура 113 0000 К). При меньшей температуре произойдет частичная ионизация, характеризуемая степенью ионизации.
Если обозначить х степень ионизации, то количество электронов, ионов и атомов соответственно составит: ne = nx, nj = nx, nA = n(1 – x), а общее число частиц будет 2nx + n(1 + x) = n(1 + x).
При рассмотрении столба дуги как изотермической плазмы для определения степени ионизации при данных температуре и давлении используется уравнение Сага:
![]() ,
,
где р – давление, мм рт.ст.; U – потенциал ионизации, В; а2 – квантовый коэффициент (по расчетам К.К.Хренова, составляющий для различных элементов величину от 1 до 4).

Рис. 2.4. Зависимость степени ионизации от температуры.
Зависимость степени ионизации х от температуры, вычисленная по уравнению Сага, имеет S – образный вид (рис. 2.4). В начальной части кривая х растет с температурой сравнительно медленно, почти по линейному закону, затем рост ускоряется, а при очень высоких температурах вновь замедляется. Это замедление объясняется уменьшением количества атомов, способных к ионизации. В этой области уравнение становится мало применимым, т.к. увеличивается возможность многократной ионизации. Как следует из рисунка, при 6000 – 70000К легкоионизирующиеся вещества K, Na, Ba, Ca могут иметь уже значительную степень ионизации.
Обычно в атмосфере дуги присутствуют несколько элементов. В этом случае вводится понятие об эффективном потенциале ионизации Uэфф. Приняв некоторые допущения, В.В.Фролов вывел следующую формулу:
![]() ,
,
где Ci – газовые концентрации i – го; Ui – потенциал ионизации каждого газа.
Подсчитав в качестве примера эффективный потенциал ионизации смеси паров железа и калия при 58000 К, В.В.Фролов получил значения, показанные на рис. 2.5. Уже небольшие количества легкоионизирующейся добавки значительно снижают эффективный потенциал ионизации.

Рис. 2.5. Зависимость Uэф от содержания калия в железе.
Для возбуждения дуги и поддержания ее горения необходим мощный поток электронов, который мог бы обеспечить ионизацию. Поток электронов может быть получен за счет термоэлектронной и автоэлектронной эмиссии, а также при бомбардировке катода движущимися частицами.
Сущность процесса термоэлектронной эмиссии состоит в том, что от поверхности раскаленного тела могут «отрываться» те электроны, которые обладают кинетической энергией, достаточной для того, чтобы преодолеть силы электростатического притяжения. Если электрон покинет сферу влияния металла, то он совершит работу выхода. Плотность тока термоэлектронной эмиссии определяется уравнением Ричардсона и Дешмана:
![]() ,
,
где j0 – плотность тока термоэлектронной эмиссии, А/см2; φ – работа выхода электрона, эВ; А – коэффициент (для металлов, применяемых в качестве электродов при сварке, А = 60 – 70 А/(см2*К)).
Работа выхода электрона различных веществ и металлов является различной. Если на поверхности металла имеются окислы, то работа выхода уменьшается.
Табл. 2.2. Работа выхода электрона для некоторых металлов
|
Металл |
Работа выхода электрона, эВ |
Металл |
Работа выхода электрона, эВ | ||
|
Чистая поверхность |
Поверхность с окислами |
Чистая поверхность |
Поверхность с окислами | ||
|
Калий |
2,02 |
0,46 |
Барий |
2,29 |
1,59 |
|
Натрий |
2,12 |
1,8 |
Железо |
4,74 |
3,92 |
|
Кальций |
3,34 |
1,7 |
Вольфрам |
4,54 |
- |
Сущность автоэлектронной эмиссии состоит в том, что выход электрона из металла происходит под действием электрического поля высокой напряженности (106 – 107 В/см). При этом эмиссия может происходить с холодного катода.
В зависимости от того, какой вид эмиссии преобладает, различают:
дуги с горячим катодом;
дуги с холодным катодом;
дуги смешанного типа.
Эмиссия в результате бомбардировки катода ионами в связи с тем, что часть положительных ионов достигает катода с достаточным запасом энергии.
Интенсивная эмиссия электронов происходит с части торца катода, называемой катодным пятном. Плотность тока на катодном пятне около 7200 А/см2. Вылетевшие из катодного пятна электроны под действием электрического поля приобретают скорости, достаточные для осуществления ионизации. Свободный полет электронов составляет величину порядка 10-5 см. Такая же протяженность катодной области.
Ионы под действием электрического поля устремляются к катоду и, ударяясь об него, отдают ему свою энергию, поддерживая тем самым высокую температуру последнего.
Таким образом, в катодной области движутся два потока: электронов и ионов. Так как масса ионов во много раз больше массы электронов, то ионы значительно медленнее, чем электроны, движутся в прикатодной области. Следовательно, в прикатодной области имеет место избыток ионов, которые создают положительный объемный заряд, искажающий электрическое поле. Поэтому в прикатодной области наблюдается значительно больший градиент потенциала.
В прианодной области имеется только электронный ток, потому что анод «отсасывает» из плазмы дуги электроны. Так как анод может отсасывать количество электронов, отличающиеся от того, которое может дать столб дуги, то в прианодной области также может возникнуть объемный заряд, который изменит напряженность электрического поля и создаст дополнительно падение напряжения.
Если анод отбираеет электронов больше, чем может дать столб дуги, то прианодная область обедняется электронами и в ней образуется избыточный положительный объемный заряд, увеличивающий общее напряжение на дуге. Если же анодная область отбирает электронов меньше, чем поступает из столба, то в этой области создается некоторый избыток электронов, т.е. избыточный отрицательный объемный заряд.
Падение напряжения на участке металлического проводника подчиняется закону Ома и может быть представлено в виде прямой. Падение напряжения в дуге на различных ее участках неодинаково. Возникновение объемных зарядов в прикатодной и прианодной областях создает в них повышенный градиент потенциала. На рис. 2.6 представлено распределение падения напряжения в дуге. В прикатодной области на длине около 10-5 см сосредоточена значительная часть напряжения дуги, называемая катодным падением напряжения (Uk).
В прианодной области сосредоточено анодное падение напряжения (Ua).
Таким образом, напряжение дуги может быть представлено как сумма трех составляющих:
Ud = Uk + Uc + Ua.
Тогда мощность дуги
Pd = IUd = IUk + IUc + IUa = Pk + Pc + Pa.
Как уже говорилось, общий ток в дуге складывается из тока ионов и тока электронов, т.е.
I = Ii + Ie
Если доля электронного тока f = Ie/I, то доля ионного тока составит (1 – f) = Ii/I.

Рис. 2.6. Падение напряжения в дуге.
Тогда ток электронов Ie = fI, а ток ионов Ii = (1 – f)I. Исходя из этого рассмотрим, из чего будет складываться приход и расход энергии в прикатодной области, в столбе дуги и в прианодной области.
Энергия катоду сообщается ионами, которые его бомбардируют. Произведение тока ионов на катодное падение напряжения есть кинетическая энергия: (1 – f)IUk. Одновременно ионы, нейтрализуясь, отдают катоду энергию, израсходованную на их ионизацию, за вычетом энергии, затраченной на работу выхода, т.е. вырывание электронов с поверхности катода: (1 – f)I(Ui - ). Таким образом, приход энергии на катоде:
(1 – f)IUk + (1 – f)I(Ui - ) = (1 –f)I(Uk + Ui - ).
Энергия на катоде расходуется: на эмиссию электронов, определяемую как fI, на нагревание, испарение и плавление катода Wk и на радиацию Rk :
fI + Wk + Rk.
Уравнение баланса энергии:
I(1 – f)(Uk + Ui - ) = fI + Wk + Rk.
Приход энергии в столбе дуги складывается из следующих составляющих:
1) энергии, выделяющейся за счет падения напряжения в столбе дуги;
2) энергии, вносимой электронами, получившими ускорение при прохождении их через катодную область: fIUk. Общий приход энергии в столбе дуги будет:
IUc + fIUk.
Расход энергии в столбе дуги представляет собой:
энергию, уносимую ионами, вылетевшими из столба дуги: (1 – f)IUi;
потери на радиацию Rc,
Следовательно, расход энергии в столбе дуги
(1 – f)IUi + Rc,
а уравнение баланса энергии
IUc + fIUk = (1 – f)IUi + Rc.
Энергия аноду сообщается электронами. Составляющими ее являются:
кинетическая энергия электронов, получивших ускорение при прохождении через анодную область: IUa (в анодной области имеет место только ток электронов: f = 1);
работа выхода, которую совершают электроны, входя в анод: I.
Тогда приход энергии на аноде составит
IUa + I = I(Ua + ).
Расходуется энергия только на нагревание, плавление, испарение материала анода (Wa) и на радиацию (Ra).
Уравнение баланса энергии на аноде
I(Ua + ) = Wa + Ra.
Для электродуговой сварки главное значение имеет затрата энергии на нагревание плавление и испарение материала катода и анода. Решив уравнения баланса энергии на катоде и на аноде относительно Wk и Wa, пренебрегая потерями на радиацию и имея в виду, что Uk Ua получим
Wk = I[(1 – f)2Ui - ;
Wa = I(Ua + ).
Из этих выражений видно, что для увеличения энергии, выделяемой на катоде необходимо увеличивать долю ионного тока и потенциал ионизации, а работу выхода уменьшать. Наоборот, увеличение работы выхода и анодного падения напряжения приведет к увеличению энергии, выделяемой на аноде. Поэтому при сварке на прямой полярности, т.е. когда электрод является катодом, а изделие анодом, для увеличения количества наплавленного металла целесообразно увеличивать эффективный потенциал ионизации и стремиться уменьшить работу выхода. Если же сварка ведется на обратной полярности, т.е. когда электрод является анодом, то для увеличения количества наплавленного металла следует стремиться увеличивать работу выхода.
Количество расплавленного металла в единицу времени электродного металла при прямой полярности (электрод – катод):
g = 0,24Wk/qk = 0,24[(1 – f)2Ui - /qk,
а при обратной полярности (электрод – анод)
g = 0,24Wa/qk = 0,24I(Ua +)/qk,
где g -- количество расплавленного металла электрода, г/сек; qk -- теплосодержание расплавленного металла, кал/г.
Для характеристики удельной производительности электрической дуговой сварки принята величина, показывающая, какое количество электродного металла может быть расплавлено током 1 А в течение 1 часа. Эту величину называют коэффициентом расплавления электрода (р) и выражают в г/А*ч
р = 3600g/I.
Тогда коэффициент расплавления при сварке постоянным током при прямой полярности:
р = (0,24[(1 – f)2Ui - ]*3600)/qk,
а при обратной полярности
р = (0,24(Ua + )3600)/qk.
Если считать, что металл электрода нагревается от обычной комнатной температуры до температуры кипения, то
qk = с(Тпл – Тн) + Qпл + с1(Ткип – Тпл),
где с – средняя теплоемкость в интервале температур от Тн до Тпл; Тпл – температура плавления; Тн – начальная температура; Qпл – скрытая теплота плавления; с1 – средняя теплоемкость в интервале температур от Тпл до Ткип; Ткип – температура кипения металла.
Для малоуглеродистой стали с некоторым приближением (с = 0,164; с1 = 0,18; Тпл = 15000; Тн = 200; Qпл = 49,4; Ткип = 27500) можно считать, что qk = 510 кал/г.
Тогда коэффициент расплавления при сварке малоуглеродистыми электродами на прямой полярности будет
р + 1,7[(1 – f)2Ui - ],
а при обратной полярности
р = 1,7(Ua + ).
Коэффициент расплавления может быть легко определен экспериментально и, пользуясь приведенными выражениями, можно определить долю ионного тока в прикатодной области и величину анодного падения напряжения. (Можно принять =3,92 В; Ui = 7,83 В).
Электрическая дуга не имеет постоянного электрического сопротивления. Зависимость напряжения на дуге от величины тока и длины дуги имеет сложный характер. При увеличении тока площадь поперечного сечения столба дуги, а также площадь катодного и анодного пятен увеличиваются. Если допустить, что плотность тока при этом остается постоянной, то площадь сечения столба дуги пропорциональна величине сварочного тока; при увеличении сварочного тока увеличение площади поперечного сечения столба дуги пропорционально квадрату диаметру столба.
Зависимость между напряжением на дуге и величиной тока, носящая название вольтамперной характеристики, показана на рис. 2.7
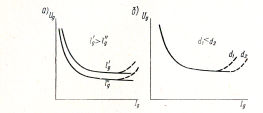
Рис. 2.7. Вольтамперная характеристика электрической дуги.
С увеличением сварочного тока при данной длине дуги напряжение на дуге сначала круто снижается, а потом почти не изменяется.
Зависимость между напряжением на дуге и длиной дуги линейна
Ud = a + bld .
Коэффициент «а» по своей физической природе представляет сумму анодного и катодного падения напряжений, а коэффициент «b» – падение напряжения на единицу длины столба дуги (градиент напряженности электрического поля в столбе дуги).
В случае питания дуги переменным током, вследствие переменой полярности на электродах, при прохождении напряжения через нуль, дуга гаснет и зажигается вновь (рис. 2.8). В связи с нарушением в эти
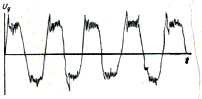
Рис. 2.8. Изменение напряжения на дуге при питании ее переменным током.
моменты температурного состояния торцов электродов и газа в дуговом промежутке для возбуждения дуги потребуется большее напряжение, чем установившееся. Поэтому изменение напряжения характеризуется наличием пиков при каждом возбуждении дуги после ее обрыва.
При различии материала электродов (различные работа выхода электрона, Тпл и Ткип, теплофизические свойства) в дуге переменного тока наблюдается асимметрия тока и напряжения в различные полупериоды горения дуги (вентильный эффект). В ряде случаев его влияние весьма значительно, например, при сварке алюминия вольфрамовым электродом.
Степень локализации ввода тепла и максимальный удельный тепловой поток в центре дуги значительно больше, чем при газосварочном пламени (табл. 2.3).
Дуга так же создает механическое воздействие на сварочную ванну. Его величина пропорциональна квадрату тока:
P = kI2.
Табл. 2.3. Характеристики теплового потока сварочных дуг
|
Характеристика сварочной дуги |
Макс. удельный тепловой поток, кал/(см2*с) |
Коэффициент сосредоточенности К, 1/см2 |
|
Дуга неплавящегося угольного электрода |
1000 – 2000 |
1 – 1.5 |
|
Дуга неплавящегося электрода (вольфрам) в аргоне |
500 – 600 |
6 – 14 |
|
Дуга открытая плавящегося электрода |
1000 – 2000 |
1 – 1 .5 |
|
Дуга под флюсом плавящегося электрода |
6000 |
6 – 10
|
Как во всяком проводнике с током, вокруг дуги образуется магнитное поле. Продольная составляющая этого поля оказывает значительное влияние на отрыв капель от электрода и их перенос в дуге. Поперечное поле может отклонять дугу от нормального направления. Магнитное поле пропорционально квадрату тока.
Против магнитного отклонения (дутья) принимают следующие меры: стабилизацию дуги внешним магнитным полем; наложением магнитных масс в определенных участках вблизи свариваемого шва; сварка на переменном токе.
Внешним магнитным полем можно стабилизировать дугу, колебать ее вдоль и поперек шва или получить бегущую дугу.