

Основные технико-экономические показатели
Технология сборки металлокострукций.Основные показатели
Ед.
измер.
Значение
показателей
1. Категория дороги
-
III
2. Длина моста через р.Вах
моста через р.Савкинская Речка
мостового перехода
м
1001,4
134,9
7935
3. Габарит мостовых сооружений:
проезжая часть
служебные проходы
м
м
11,5
2х0,75
4. Тип покрытия проезжей части
Площадь покрытия
-
м2
ЩМА-15
71, 464
5. Расход материалов:
Мост через реку Вах:
металл пролетных строений
сборный железобетон и бетон
монолитный железобетон и бетон
Мост через реку Савкинская Речка:
металл пролетных строений
сборный железобетон и бетон
монолитный железобетон и бетон
Подходы:
Грунт насыпи (песок)
Песчано-гравийная смесь
Щебень и каменная наброска
металл
сборный железобетон и бетон
монолитный железобетон и бетон
т
м3
м3
т
м3
м3
м3
м3
м3
т
м3
м3
7052
2313
14074
682
558
2446
1880646
43511
128550
355
99
860
6. Продолжительность строительства:
моста через р.Вах
моста через р.Савкинская Речка
подходов
мес.
48
14
42
3.1. Автоматическая сварка под флюсом с мхп монтажных стыковых соединений толщиной 20-40 мм с V-образной разделкой кромок
Сборку монтажных стыковых соединений толщиной от 20 до 40 мм с V-образной разделкой кромок под автоматическую сварку под флюсом с МХП выполняют на медных подкладках.
Металлохимическую присадку засыпают в сварочный зазор перед первым проходом сварочного автомата после подогрева кромок стыка с лицевой стороны до температуры 100-120 °С.
Высота засыпки МХП при первом проходе составляет 8-10 мм в зависимости от фактической величины зазора в стыке и величины притупления кромок. Высота засыпки МХП при втором проходе - 2-4 мм (для выравнивания высоты заполнения разделки после первого прохода автомата). По прихваткам МХП не засыпают: только в начале и в конце прихватки (на «заход» и «сход») МХП засыпают на длину 10-15 мм.
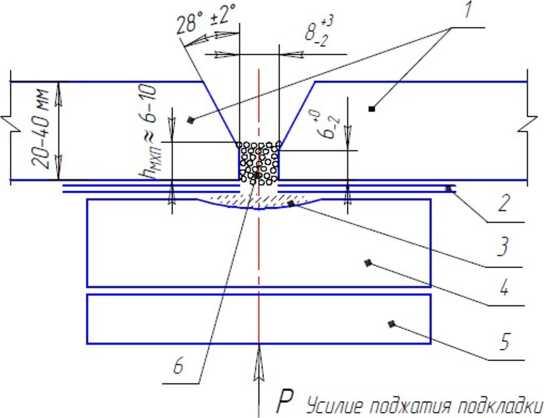
Где:
1- стыкуемые кромки элементов;
2- два слоя стеклоткани;
6- измельчённый прокалённый флюс АН-47;
4-медная подкладка № 1 по рисунку 1;
5- стальная поджимающая полоса толщиной 10-12 мм;
- МХП при первом проходе сварочного автомата.
После каждого прохода автомата шлак тщательно удаляют, и лицевую поверхность шва тщательно осматривает руководитель работ. При обнаружении видимых дефектов (пор. зашлакованных «карманов», недопустимых подрезов, трещин и др.). устанавливают причину их образования, после чего дефекты вырезают шлифмашинкой, и это место подваривают ручной дуговой сваркой: только после этого выполняют следующий проход сварочного автомата.
Перед выполнением второго и последующих проходов необходимо проверять температуру металла шва и околошовных зон.

