

Глава 3 качество поверхностного слоя, обработанного резанием
Качество поверхностного слоя обработанной поверхности определяется шероховатостью (высотой микронеровностей) и напряженным состоянием этого слоя.
3.1. Шероховатость обработанной поверхности
При свободном резании основное влияние на шероховатость оказывает нарост. На скоростях резания, где нарост присутствует, шероховатость очень большая и зависит от высоты нароста Н и его стабильности. После исчезновения нароста высота микронеровностей резко снижается. Влияние скорости резания v на шероховатость обработанной поверхности Rz схематично показано на рис. 3.1.
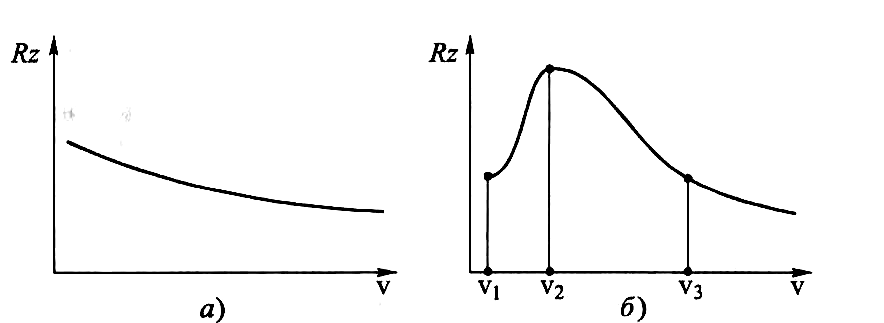
Рис. 3.1. Схема влияния скорости v на высоту шероховатости Rz обработанной поверхности при резании материала, не склонного (а) и склонного (б) к наростообразованию
Как видно из графиков, для материалов, не образующих нарост, кривая монотонно снижается по мере увеличения скорости резания (рис. 3.1, а). Это связано с уменьшением степени упругого восстановления обработанной поверхности и снижением коэффициента трения на задней поверхности инструмента. Для наростообразующих металлов картина изменения шероховатости Rz подобна картине изменения высоты нароста Н (рис. 3.1, б). В диапазоне скоростей резания V1... V2, когда нарост увеличивается, вместе с ним растет шероховатость Rz. В диапазоне скоростей резания V2...V3 нарост уменьшается и соответственно снижается шероховатость Rz. Если скорость резания v > V3, то наблюдается дальнейшее монотонное, но с меньшей интенсивностью снижение шероховатости Rz, подобно уменьшающемуся коэффициенту трения на передней и задней поверхностях инструмента.
Одно из принципиальных отличий несвободного резания от свободного резания состоит в том, что обработанная поверхность формируется в основном вспомогательной режущей кромкой, а главная режущая кромка участвует в этом процессе лишь небольшим участком при вершине резца. Поэтому при точении проходным резцом теоретическая высота микронеровностей определяется геометрией вершины резца и может быть рассчитана по следующим уравнениям [1]:
при обработке резцом, когда радиус при вершине r = 0 (рис. 3.2, а).

Рис. 3.2. Влияние формы вершины резца в плане
На высоту микронеровностей Rz
 (3.1)
(3.1)
при обработке резцом, когда r ≠0 (рис. 3.2, б).
![]() (3.2)
(3.2)
3) при малых значениях подачи (s ≤ 2r·sinφ), когда резание осуществляется радиусной частью резца,
![]() (3.3)
(3.3)
Таким образом, при несвободном резании наибольшее влияние на шероховатость обработанной поверхности Rz оказывают подача s, углы в плане φ и φ1 и радиус при вершине резца в плане r.
Реальные микронеровности по форме и высоте отличаются от теоретически рассчитанных микронеровностей. Как правило, они имеют переменный шаг, а высота микронеровностей Rz становится больше расчетных значений.
Последнее обстоятельство объясняется действием следующих факторов:
пластическим течением материала в направлении остаточных гребешков, вызванных ростом пластической деформации в зоне перед главной режущей кромкой;
упругой деформацией восстановления вновь образованной поверхности;
износом инструмента по задней поверхности;
вибрациями, имеющими место при резании.
Кроме того, на действительную высоту микронеровностей влияют свойства обрабатываемого материала (прочность, пластичность), применяемая СОЖ и нарост.
При уменьшении подачи s, углов в плане φ, φ1 и увеличении радиуса при вершине резца в плане r высота микронеровностей Rz уменьшается. При точении на подачах s < 0,5 мм/об высота микронеровностей Rz практически постоянна. С повышением прочности и снижением пластичности обрабатываемого материала высота микронеровностей уменьшается из-за снижения степени деформации металла.
При обработке хрупких материалов, для которых характерно образование элементной стружки, трудно достичь малой шероховатости поверхности из-за отрыва ее элементов от обработанной поверхности. Если заточить резец с вспомогательным углом в плане φ1 = 0, а длину вспомогательной режущей кромки принять на 20...30 % больше подачи s, то теоретически высота микронеровностей, рассчитанная по уравнениям (3.1)...(3.3), будет равна 0 (Rz = 0). Такая закономерность используется при конструировании резцов для силового резания, работающих с большими подачами.
При этом увеличение скорости резания свыше 60 м/мин позволяет уменьшить высоту микронеровностей до расчетных значений.
Заточка резцов с углом наклона главной режушей кромки λ используется для отвода стружки от обработанной поверхности во избежание повреждения последней сходящей стружкой. При этом угол λ должен иметь отрицательное значение и быть равным λ ≈ -5°. Хотя в этом случае несколько снижается прочность вершины резца, на чистовых операциях это не опасно, так как силы резания малы.
Применение СОЖ как на водной, так и на масляной основах позволяет наряду с повышением стойкости инструмента добиться снижения шероховатости обработанной поверхности, особенно на скоростях резания v < 50 м/мин. При дальнейшем повышении скорости резания эффективность действия СОЖ снижается из-за трудностей проникновения в зону контакта инструмента с обрабатываемым материалом.