

Технология производства самолетов (Ривин)
Литература: «Технология производства самолетов» Анимов.
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА САМОЛЕТОВ.
Технология подготовки производства – совокупность предприятий обеспечивающих подготовку производства самолетов.
Технологическая готовность производства – наличие на предприятии документов и чертежей, средств технического оснащения необходимых для оснащения и выпуска заданного объема продукции с установленными технико-экономическими показателями. Технология производства самолетов – в масштабах государства ЕСКД и ЕСТД – создание ЕСТП – единая система технологической подготовки производства ГОСТ –установленная государственным стандартом и предприятиями предусмотренное широкое применение единственного технологического производства, средств механизации производственных процессов инженерно-технологических и экономических проблем.
Система технологической подготовки производства.
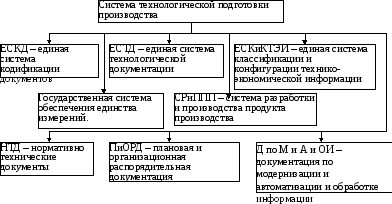
Функции технологии подготовки производства – комплекс заданного по технологии подготовки производства объектов общая цель их решения.
Исходные данные – основными исходными данными являются директивные материалы по изготовлению подлежащему постановке на производство.
Технология подготовки производства материалов.
Технология подготовки производства материалов – решение задач сгруппированных по следующим основным функциям:
1 Обеспечение технологичности конструкций.
2 Разработка технологических процессов.
3 Проектирование и изготовление средств технологического оснащения.
4 Организация и управление технологией подготовки производства.
1 Технология подготовки производства заключает серийные работы параллельно или последовательно.
2 Получение мастер геометрий изделия (модели).
3 Проработка конструкторской документации на изделие.
4 Разработка документации технологического планирования и расцеховка изделия (установленной номенклатуры и работой основного производства).
5 Разработка управляющих программ для контроля обвода образующих поверхностей.
6 Проектировка и изготовление плазово шаблонной оснастки и контрольно эталонной оснастки.
7 Проектирование оборудования, технологической оснастки, и контроля.
8 Разработка управляющей программы для изготовления технологической оснастки.
Разработка технологии одиночных серийных технологических процессов. Определение деталей и трудоемкости технологических целей, составление планировок участков, цехов производства.
Обработка всех технологических и контрольно испытательных процессов. Срок технологии подготовки производства – интервал времени от начала до окончания технологического производства и полготовки изделия.
Производственный участок – место, организованное по принципу:
1 Производственному
2 Технологическому (анодирование, хромирование)
3 Предметно-технологическому (производство деталей и технология)
Производственный участок – цех – совокупность производственных участков – классификационный признак выделяемой мировой номинклотурой.
Три типа производства:
1 Единичное
2 Серийное – повторение (мелкосерийное, крупносерийное)
3 Массовое
ГОСТ 3.1108 «Определяет коэффициент закрепления производства»
Если все будет собираться параллельно то это лучше (путем технологического членения).
Обеспечение технологичности решений конструкторских и технологичности труда, сокращение времени на производство и технологичность решений.
Основные требования к технологической разработке производства.
Каждое частное решение, принятое при ТПП затем многократно реализуется в серийном производстве. Каждая ошибка, допущенная при ТПП, приводит к появлению многократно повторяющихся неудовлетворительных результатов в серийном производстве. ТПП включает разнообразные по характеру сложные и трудоёмкие работы.
Качество всех работ выполняется по технологии подготовки производства, оказывает реальные показатели производства по всем процессам. Высокие технико-экономические показатели по всем процессам, при меньшей себестоимости.
Разнообразные по характеру сложные трудоемкие работы.
Успех ведет к использованию и применению технологических процессов оснастки.
Гост 14002 «Основные требования тпп»
Устанавливает основные требования к заданаму и взаимосвязанному требованию к документации.
Технологическая подготовка производства – обеспечивает производство и полную его готовность к производству инструкций ВИАМ и ВИАТ технологических процессов, чертежей оснастки и средств оснащения инструментов. При проведении технологической подготовки производства необходимо останавливаться на применение технологических и производственных рядов.
Типовые технические процессы – технологические условия и задания на технологическое производство:
1 Совмещение работ
2 Типизация технических процессов (группирование) – при разработке типовых технологических процессов и операций. Операция обезжиривания (мойка) (один опишем, а потом ссылаемся!). Титановые технологические процессы (разработаны для типовых деталей на специальных бланках) (В комплект входят ведомость детали технологии подготовки производства – типовому технологическому процессу). (Существенно: 1) сокращены сроки технологических процессов, и трудоемкость 2) обеспечен опыт производства промышленности 3) повышена серийность работ технологических процессов 4) создается оптимизация и типизация сроков технологических процессов)
3 Преемственность технологического оснащения (При проектировании и оснащении специального оборудования применяют стандартные элементы, повышающие качество продукции производства, так как основной областью и высокими технико-экономическим способами эти элементы изготавливают заблаговременно и время на их изготовление не входит в цикл ТПП). Блоки используются в стапельной оснастке, блоки, хомуты, стандартные элементы используются многократно.
Последовательность оснащенного производства.
Модернизация процессов улучшения оснастки:
-
Нулевая очередь (разрешает делать детали из паковки)
-
Возможны конструкторские изменения.
Серийное производство оснащено последними очередями, начинают тогда, когда спроектирована оплавка и оснастка нулевой очереди.
Минимальный комплект позволяет определить изделие необходимого качества это позволяет определить деталь минимальной себестоимости, детали изготовленной из паковки и штамповки или литейной заготовки.
Параллельно с производством изделия на оснастку нулевой очереди осуществляют изготовление технической оснастки нулевой очереди.
Схема организационных и последовательных работ при подготовки производства.

Передача
чертежей производства



1-работа 2-работа 3-работа Разработка
технологической документации





1-оч 3-оч 2-оч Изготовление
технологической оснастки

Изготовление
головного изделия выделки ТП



Отработка
критериев (монтаж на головном изделии)

Конструктивная
доводка изделия



Серийное
изготовление изделия




1-оч, 2-оч, 3-оч – первая, вторая и третья очередь.
Типизация технических процессов и стандартной оснастки занимает время.
ГОСТ 14.102 «Стадии разработки документов по документам и разработка технологического процесса производства» выделяют следующие работы:
1 ТЗ – техническое задание (Производство серийное, чтобы к нему перейти требуется колоссальный период времени). Идет создание подразделения и компоновки бригад по организации технологического обследования систем технологической подготовки производства.
2 Изучение анализа технологии подготовки производства.
3 Разработка предложений по разработке систем технологии подготовки производства.
Техническое проектирование:
1 Разработка информации моделирования системы, технологии подготовки производства.
2 Разработка методов технологии подготовки производства.
3 Организация систем технологии подготовки производства.
4 Разработка методов указания и стандартизации на систему классификации и кодировки технико-экономической информации.
5 Разработка комплекта заданий подлежащая автоматизации.
6 Разработка и включение технического процесса.
4 Технологический процесс:
1 Разработка системы технологической подготовки производства по функциям «1С производство».
2 Создание фондов стандартных элементов основных участников.
3 Создание норм базы для оценки технологического изделия.
4 Работа.
Словарь по технологическому процессу:
А – номер цеха, участка, рабочего места, номер операции, код и название операции, обозначение документов.
Б – код, наименование оборудования и информация по трудозатратам.
М – информация о применяемом материале и исходной заготовке, вспомогательных комплектующих материалах с указанием их единиц измерения, количества изделия и нормы расхода.
О – содержание операций (перехода). Информация записывается по всей строке, при необходимости продолжения информация переносится на следующие строки. При отсутствии сварки эскизов обработки здесь записываются размеры обработки отдельных поверхностей.
Т – информация, о технической сборки оснастки в такой последовательности приспособления, вспомогательные инструменты, режущий инструмент, слесарно-монтажный инструмент, средства измерений.
Р – применяемые длины по технологическим режимам, расчетные длины (данные) по основному и вспомогательному времени.
Тарифы: номера цеха, участка и рабочего места (ХХ). Номер операции в технологической последовательности изготовления.
4 Код материала по классификатору.
5 В графе «MOI» указывается наименование, размер и марка материала, обозначение стандарта, технические условия.
6 Код единицы величены (масса, длина, площадь и тому подобное) детали, заготовки, материал по классификатору, так для массы, указанной 6 кг-код 166, в Г – 165, в Т – 168. Допускается указывать, единицы величены.
7 Код операции согласно классификатору технических операций.
8 Код оборудования.
9 Код степени механизации труда указывается одной цифрой:
1 Наблюдение за работой автоматов.
2 Работа с помощью машин и автоматов.
3 В ручную при машинах и автоматах.
4 В ручную без машин и автоматов.
5 В ручную при наладке машин и автоматов.
10 Код профессии.
Схема обеспечения технологического проектирования.
Объединяют две функции технологии подготовки производства: