

Площадь поперечного сечения среза f.
f=tS=ab.
Суммарная площадь поперечного сечения среза, снимаемого прямозубой фрезой:
А=![]() ,
,
m=z/360– количество зубьев фрезы, находящихся одновременно в работе; гдеz– число зубьев фрезы.
Машинное время
Машинное время– время, в течение
которого происходит процесс снятия
стружки без непосредственного участия
рабочего: Тм=![]() ,
гдеL=l+y+(мм);l– размер обработанной
поверхности в направлении подачи в мм;y=tctg– величина врезания в мм;- выход режущего инструмента (перебег)
12мм.
,
гдеL=l+y+(мм);l– размер обработанной
поверхности в направлении подачи в мм;y=tctg– величина врезания в мм;- выход режущего инструмента (перебег)
12мм.
5 Классификация видов резания.
К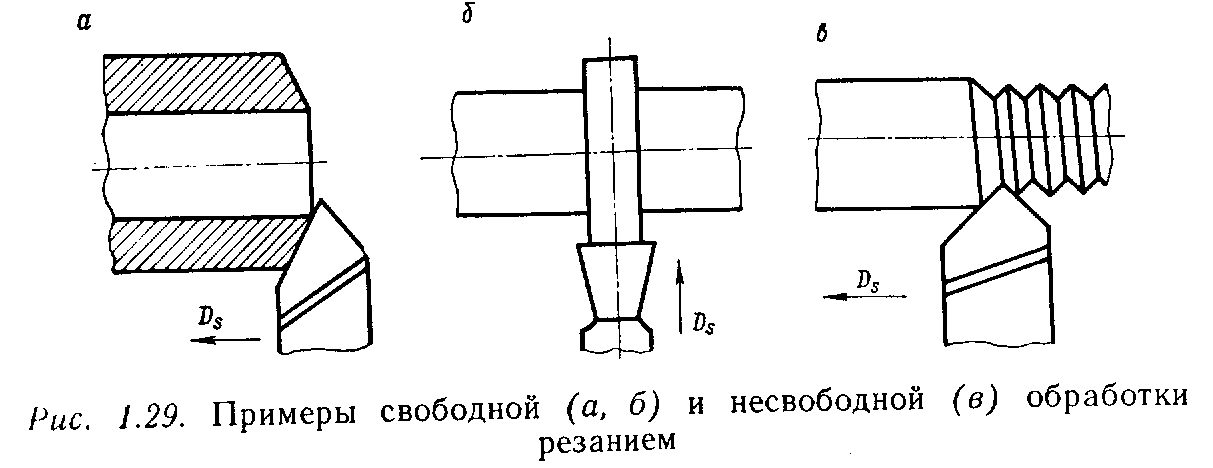 лассификация
видов резания может быть проведена по
следующим признакам:
лассификация
видов резания может быть проведена по
следующим признакам:
По количеству участвующих в резании режущих кромок – свободное и несвободное. При свободном резаниив работе принимает участие только одна режущая кромка. Но гораздо чаще приходится иметь дело с процессомнесвободного резания, при котором вспомогательная режущая кромка в зависимости от радиуса вершины резца, вспомогательного угла в плане и подачи принимает большее или меньшее участие.
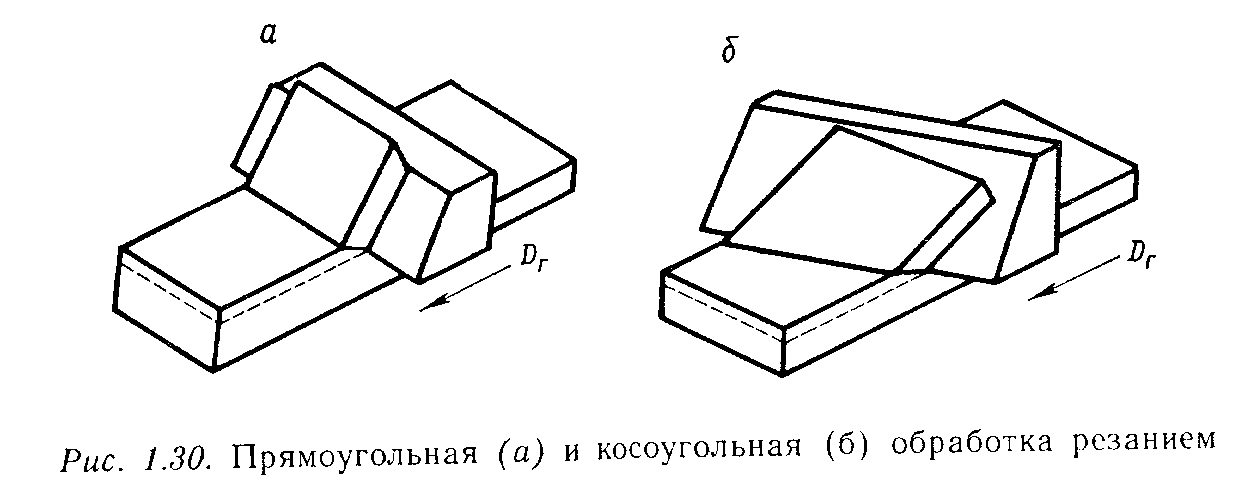
По ориентации режущей кромки относительно вектора скорости главного движения – прямоугольное и косоугольное. Если режущая кромка перпендикулярна к направлению главного движения резания, оно является прямоугольным, а если не перпендикулярна –косоугольным.
По количеству одновременно участвующих в работе лезвий – одно- имноголезвийное. К первому виду относятся точение, строгание, долбление; ко второму – сверление, фрезерование и т.д.
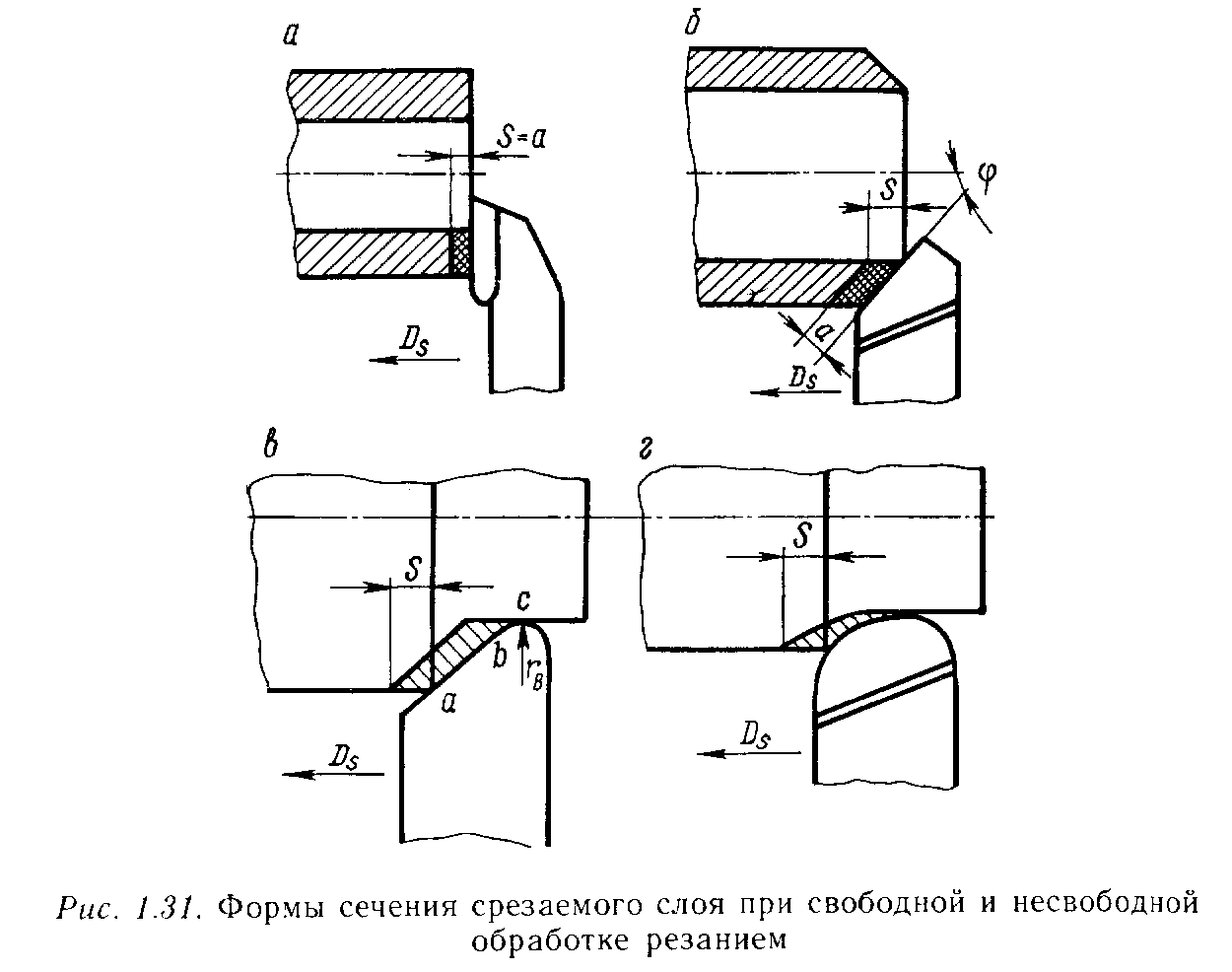
По форме сечения среза – с постояннымипеременным сечениями. К первому виду относятся, например, точение, сверление; ко второму – фрезерование.
По времени контакта режущего лезвия с деталью – непрерывное и прерывистое. Первый вид характеризуется непрерывным контактом рабочих поверхностей лезвия с деталью; перерыв наступает только при переходе к обработке другой детали. Прерывистый процесс резания осуществляется путем периодического повторения цикла резание-отдых лезвия.
6 Деформация и напряжения при резании
Стружкойназывается металл, срезанный с заготовки режущим инструментом.
Процесс резания(стружкообразования) – сложный физический процесс, при котором возникают и упругие и пластические деформации (сжатия, растяжения, сдвига); этот процесс сопровождается большим трением, тепловыделением, наростообразованием, завиванием и усадкой стружки, повышением твердости деформируемых слоев металла и износом режущего инструмента.
П од
действием режущего инструмента срезаемый
слой подвергается сжатию. Процессы
сжатия и растяжения сопровождаются
упругими и пластическими деформациями.
Пластическое деформирование заключается
в сдвиге одних слоев относительно других
по плоскостям скольжения, которые
совпадают в основном с направлением
наибольших сдвигающих напряжений.
Сдвиги происходят между отдельными
частицами кристаллического зерна
(монокристалла) и между самими зернами
в поликристалле; в результате сдвигов
изменяется форма зерен, их размер и
взаимное расположение. Процесс
пластического деформирования
сопровождается большим тепловыделением
и изменением свойств металла; одним из
таких изменений является повышение
твердости (а следовательно, и хрупкости).
од
действием режущего инструмента срезаемый
слой подвергается сжатию. Процессы
сжатия и растяжения сопровождаются
упругими и пластическими деформациями.
Пластическое деформирование заключается
в сдвиге одних слоев относительно других
по плоскостям скольжения, которые
совпадают в основном с направлением
наибольших сдвигающих напряжений.
Сдвиги происходят между отдельными
частицами кристаллического зерна
(монокристалла) и между самими зернами
в поликристалле; в результате сдвигов
изменяется форма зерен, их размер и
взаимное расположение. Процесс
пластического деформирования
сопровождается большим тепловыделением
и изменением свойств металла; одним из
таких изменений является повышение
твердости (а следовательно, и хрупкости).
Режущий клин действует на срезаемый слой толщиной ана контактной площадке шириной С. СилаR, с которой инструмент передней поверхностью давит на срезаемый слой, получила названиесилы стружкообразования. Линия ОК разграничивает области сжимающих (слева от ОК) и растягивающих (справа от ОК) напряжений в обрабатываемом материале ниже поверхности резания.
Зона I, обозначенная ОАВNО и расположенная перед передней поверхностью инструмента, является зоной первичной деформации. Нижняя граница ОА зоныIвогнута и пересекает продолжение поверхности резания. Правее линии ОВ находятся зерна стружки, а левее линии ОА – недеформированные зерна материала срезаемого слоя. Зерно материала срезаемого слоя проходит по траекторииFQи сильно деформируется. Деформация зерна заканчивается в точкеQ, и оно приобретает скоростьс, равную скорости стружки.
Линией ОА показана поверхность сдвига (скольжения), на которой сдвигающие напряжения равны пределу текучестисматериала на сдвиг. Вся зона ОАВNО делится на подобные поверхности, на каждой из которых сдвигающие напряжения равны пределу текучести материала, уже получившего упрочнение в результате предшествующей деформации.
В результате взаимодействия поверхности стружки с поверхностью инструмента, зерна стружки продолжают деформироваться и после их выхода из зоны первичной деформации. Так возникает зона IIвторичной деформации стружки, ограниченная передней поверхностью инструмента и линиейOND. ШиринаODэтой зоны приблизительно равна половине ширины площадки контакта С, а максимальная ее толщина1составляет примерно 0,1 ас. Степень деформации зерен воIIзоне может в 20 и более раз превышать среднюю деформацию стружки.
Размеры зоны вторичной деформации и степень деформации зерен в этой зоне определяются силами трения на контактных поверхностях стружки и инструмента. Чем меньше силы трения, тем меньше размеры зоны IIи деформация в ней зерен.