

Svarka_Otchet_5
.docСанкт-Петербургский государственный морской технический университет
Кафедра сварки судовых конструкций
Отчёт
по лабораторной работе №4
«Сварочные материалы для сварки плавлением корпусных сталей»
Выполнил: студент гр. 1250, Шипин Дмитрий
Проверил: ст. пр. Карпов В.М.
Санкт-Петербург
2014
-
Цель работы
Целью данной работы является ознакомление с современной классификацией основных сварочных материалов.
-
Таблицы
Таблица 1
Условные обозначения легирующих элементов
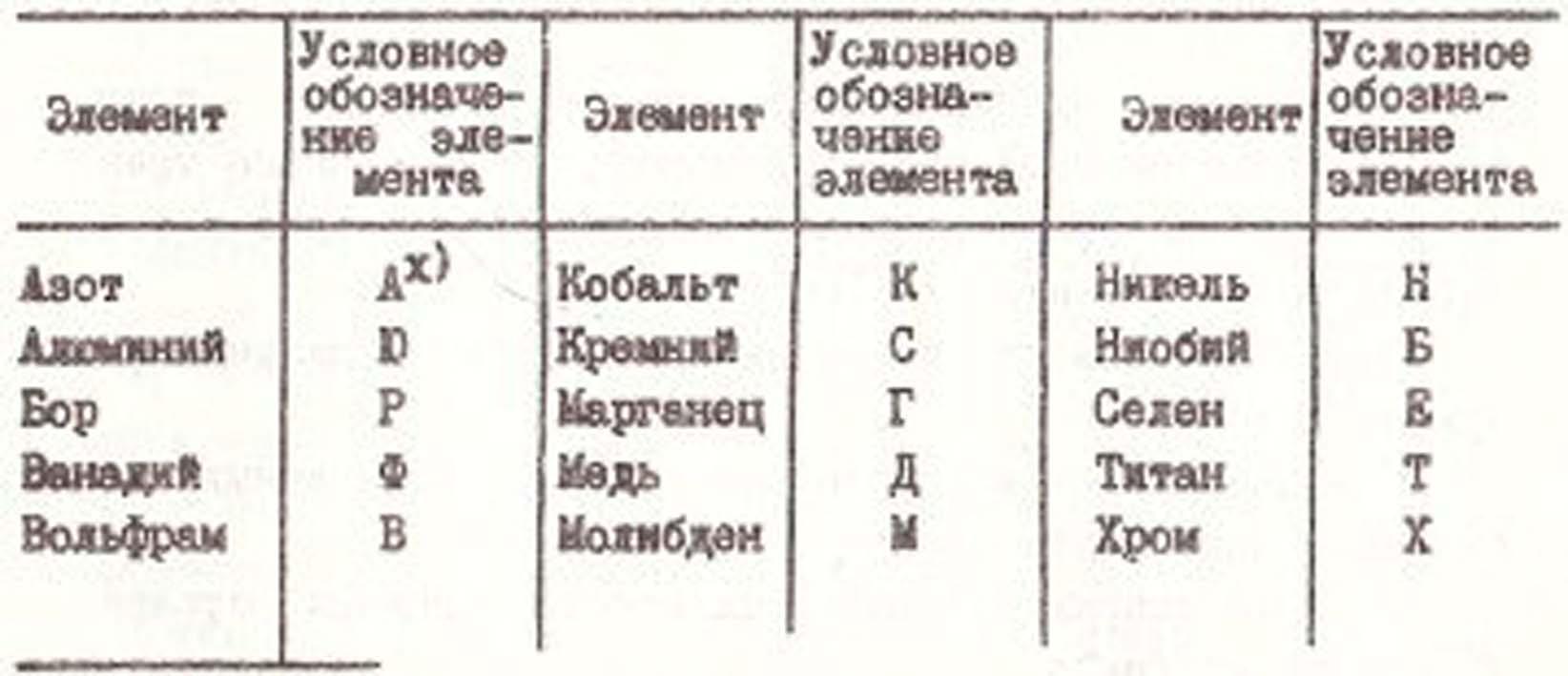
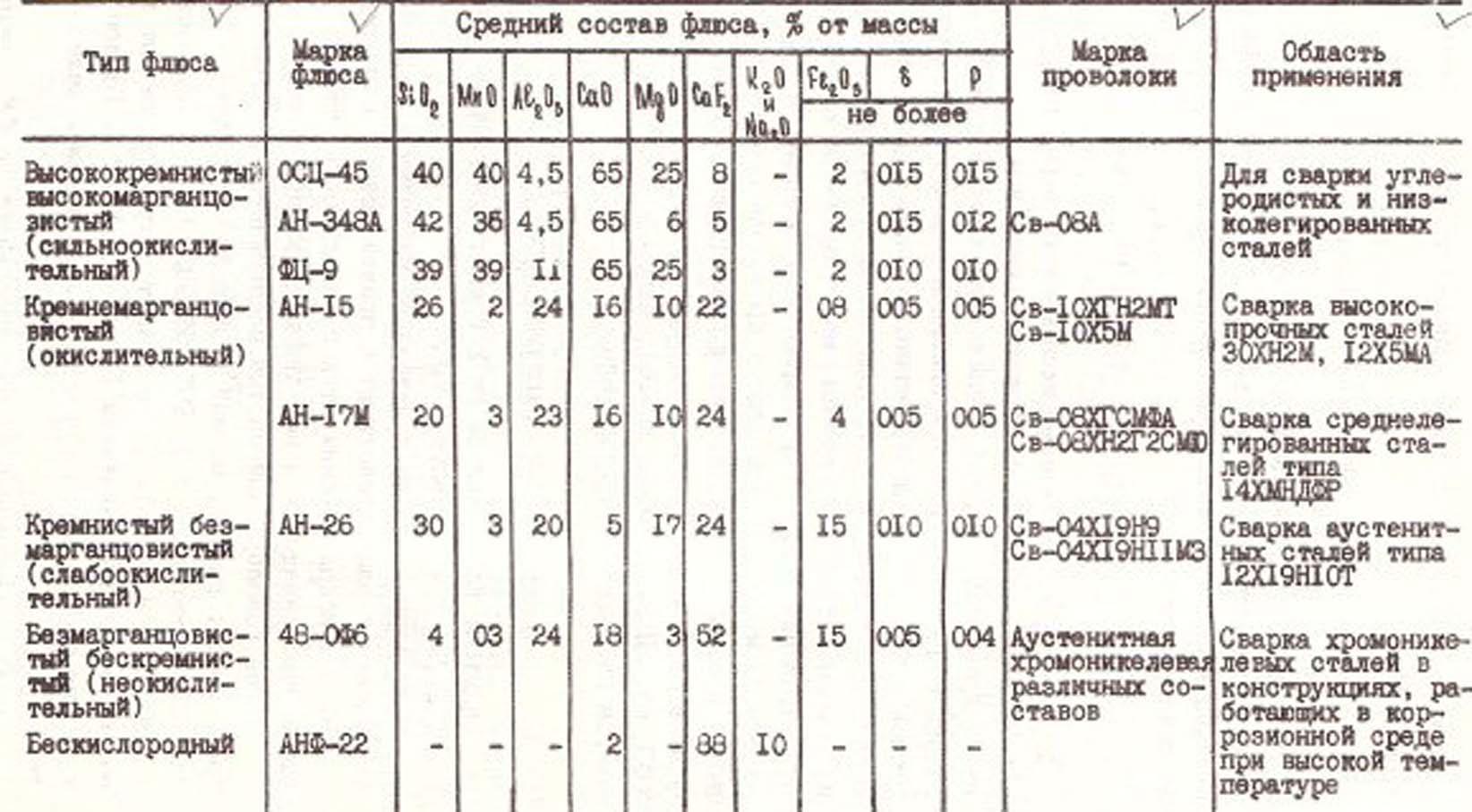
Таблица 2
Некоторые марки флюсов, применяемых в судостроении
-
Ход работы
Для осуществления сварки плавлением (дуговой или электрошлаковой) необходимы вспомогательные сварочные материалы:
-
сварочная проволока и присадочные прутки;
-
плавящиеся покрытые электроды;
-
неплавящиеся электроды;
-
флюсы;
-
защитные газы.
Перечисленные материалы в совокупности называются сварочными материалами.
Проволока для сварки сталей
Проволока изготавливается по ГОСТ 2246-70 «Проволока стальная сварочная», который регламентирует диаметр, технические требования, маркировку и химический состав 77 марок проволоки, методы испытания и правила хранения. В зависимости от химического состава проволока подразделяется на низкоуглеродистую, легированную и высоколегированную.
Условные обозначения марки проволоки имеют индекс «Св» (сварочная) и следующие за ним цифры и буквы. Буквы обозначают соответствующие легирующие элементы (таблица 1). Цифры, следующие за индексом «Св», обозначают среднее содержание углерода в сотых долях процента, а цифры, следующие за обозначением химических элементов, указывают среднее содержание элемента в процентах, если оно превышает 1%. Буква А, заканчивающая условное обозначение, указывает на повышенную чистоту металла по сере и фосфору, например: Св-08А.
Плавящиеся покрытые электроды
Электроды для ручной дуговой сварки классифицируются согласно ГОСТ 9466-75, ГОСТ 9467-75, ГОСТ 10052-75 следующим образом:
-
по назначению;
-
по типу наплавленного металла;
-
по виду покрытия;
В зависимости от назначения электроды разделены на следующие классы:
У – для сварки
углеродистых и низколегированных
конструкционных сталей с
![]() ;
;
Л – для сварки легированных конструкционных
сталей с
![]() ;
;
Т – для сварки теплоустойчивых сталей;
В – для сварки высоколегированных сталей с особыми свойствами;
Н – для наплавки поверхностных слоев с особыми свойствами.
Покрытия электродов подразделяются на следующие виды:
кислое – индекс А; основное – индекс Б; целлюлозное – индекс Ц; рутиловое – индекс Р; покрытия смешанного вида – соответствующее двойное обозначение; прочие виды покрытий – индекс П. Если покрытие содержит железный порошок в количестве более 20%, к обозначению вида покрытия добавляют букву Ж. Железный порошок вводится с целью повышения производительности (коэффициента наплавки) электродов.
Покрытие электродов предназначено для обеспечения устойчивого горения дуги, образования комбинированной газошлаковой защиты, легирования и раскисления металла шва.
Неплавящиеся электроды
Неплавящиеся электроды предназначены для образования и поддержания электрической сварочной дуги. При их использовании сварка может вестись как без присадки (образование сварного шва за счет расплавления основного металла), так и с введением присадки в виде литого прутка или проволоки. Применяют электроды из графита, вольфрама, цикория, гафния.
Наиболее широкое применение для сварки имеют вольфрамовые электроды диаметром 1-6 мм, обладающие высокой механической прочностью, сравнительно небольшим электрическим сопротивлением и температурой плавления 3377С.
Флюсы
Сварочными флюсами называют специально приготовленные неметаллические гранулированные порошки с размером отдельных зерен 0,25-4 мм (в зависимости от марки флюса). Флюсы, расплавляясь, создают шлаковую защиту металла. Флюсы классифицируют:
-
по способу изготовления;
-
по назначению;
-
по химическому составу.
По способу изготовления флюсы разделяются на плавленые и неплавленные (керамические). Принципиальное отличие плавленного флюса от керамического состоит в том, что в плавленые флюсы не вводят легирующие элементы в чистом виде, так как в процессе выплавки они неизбежно окислятся.
В зависимости от назначения различают флюсы, предназначенные для дуговой, электрошлаковой сварки и для наплавки.
В основу классификации флюсов по химическому составу положено содержание в них оксидов и солей металлов.
В таблице 2 приведены типичные системы флюс – проволока и область их применения в судостроении.
Защитные газы
Защитные газы делятся на 2 группы: химические инертные (Ar, He) и активные (CO2).
Газы первой группы с металлом, нагретым и расплавленным, химически не взаимодействуют и практически не растворяются в нем. При использовании этих газов дуговую сварку можно выполнять плавящимся и неплавящимся электродами.
Аргон хранят и транспортируют в стальных баллонах под давлением 150 атм. Баллон для хранения аргона окрашен в серый цвет, надпись зеленого цвета.
Гелий хранят и транспортируют так же, как и аргон, в стальных баллонах при давлении 150 атм. Цвет баллона коричневый, надпись белого цвета.
Углекислый газ защищает металл практически лишь от азота воздуха. Поэтому для предотвращения окисления жидкого металла сварочная проволока должна быть легированной.
Углекислоту хранят и транспортируют в стальной емкости в жидком состоянии. В баллоне вместимостью 40 л содержится 25 кг CO2. Баллон окрашен в черный цвет, надписи желтого цвета.
Сварочно-технологические свойства материалов:
-
производительность процесса сварки;
-
экономичность процесса сварки;
-
устойчивость горения дуги;
-
склонность сварных швов к образованию пор и холодных трещин
-
Вывод
В данной работе были рассмотрены основные сварочные материалы: сварочная проволока, плавящиеся покрытые электроды, неплавящиеся электроды, флюсы и защитные газы; также были приведены соответствующие классификации и таблицы.